一种自动化生产PVC薄膜打卷纠偏设备及其纠偏方法与流程
一种自动化生产pvc薄膜打卷纠偏设备及其纠偏方法
技术领域
1.本发明涉及pvc薄膜技术领域,具体为一种自动化生产pvc薄膜打卷纠偏设备及其纠偏方法。
背景技术:
2.pvc薄膜,全名为薄膜,主要成份为聚氯乙烯,另有加入其他成分来增强其耐热性,韧性,延展性等,这种表面膜的最上层是漆,中间的主要成分是聚氯乙烯,最下层是背涂粘合剂。
3.pvc薄膜在收卷的过程中由于pvc薄膜与装置之间相互摩擦产生静电将车间内的灰尘吸附到薄膜表面从而使薄膜收卷后薄膜之间夹杂过多的灰尘,从而影响对pvc薄膜的使用。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种自动化生产pvc薄膜打卷纠偏设备,解决了pvc薄膜在收卷的过程中pvc薄膜上产生静电将灰尘吸附到pvc薄膜上的问题。
6.(二)技术方案
7.为实现以上目的,本发明通过以下技术方案予以实现:一种自动化生产pvc薄膜打卷纠偏设备,包括支架,薄膜产生装置,直杆,第一清理机构,进水装置,夹板,切割装置,第二清理机构,驱动供气装置,收卷辊,支架顶端靠近左端固定连接有薄膜产生装置,薄膜产生装置右端固定连接有直杆,直杆底端固定连接有第一清理机构,第一清理机构左右两侧固定连接有进水装置,直杆右端固定连接有夹板,夹板之间靠近左端转动连接有切割装置,夹板之间中部滑动连接有第二清理机构,夹板外侧设有驱动供气装置,夹板之间靠近右端活动连接有收卷辊。
8.优选的,所述切割装置,收卷辊两侧穿过夹板与驱动固定连接,夹板与收卷辊相交处设有条形开槽,夹板内侧与第二清理机构相交处设有条形滑槽,第一清理机构中部之间留有一定的间隙。
9.优选的,所述第一清理机构包括设置在直杆底端与直杆底端固定连接的进水箱,进水箱底端中部两侧固定连接有弧形刷杆,弧形刷杆上固定连接有螺旋导水管,弧形刷杆远离进水箱一端的底端固定连接有导水盒,导水盒底端均匀固定连接有刷杆,螺旋导水管远离进水箱的一端与导水盒固定连接。
10.优选的,所述进水箱底端中部两侧的螺旋导水管分别向进水箱两侧倾斜,导水盒与刷杆连接处设有出水口,弧形刷杆远离进水箱的一端向上弯曲一定弧度,螺旋导水管顶端穿过进水箱与进水箱固定连接,位于直杆底端的进水箱下方支架顶端固定连接有进水箱,弧形刷杆均匀设置在进水箱底端。
11.优选的,所述第二清理机构包括设置在条形滑动槽中的磁力滑动块,磁力滑动块
上中部顶端和底端固定连接有连接盘,连接盘靠近磁力滑动块中部的一侧上固定连接有第一弧形连接管和第二弧形连接管,第二弧形连接管和第一弧形连接管远离连接盘的一侧上固定连接有连接盒,连接盒远离第一弧形连接管和第二弧形连接管的一端上开设有条形出气口,连接盒底端靠近两侧均匀设有弧形凸块,弧形凸块远离连接盒的一端上转动连接有铰链,铰链远离弧形凸块的一端上转动连接有圆辊,铰链中部设有伸缩气囊,伸缩气囊顶端与条形出气口固定连接,条形出气口与伸缩气囊相交处内部设有自动开合块,伸缩气囊另一端与夹板内侧固定连接。
12.优选的,所述第二清理机构包括设置在连接盘之间的清理管,清理管两侧之间固定连接有弹性连线,弹性连线上均匀固定连接有清理球,清理球中部设有椭圆形开口,清理球内椭圆形开口顶端和底端固定连接有扰流块,清理球内部底端固定连接有配重块。
13.优选的,所述扰流块靠近椭圆形开口的一侧为不规则波浪形,清理管两侧内壁为中空,磁力滑动块靠近夹板一侧上设有软管,软管穿过夹板与驱动供气装置出气端固定连接,连接盘靠近磁力滑动块中部的一侧为中空,磁力滑动块与连接盘连接处之间设有转动圆盘,转动圆盘与磁力滑动块转动连接,软管穿过磁力滑动块以及转动圆盘和连接盘中空部分固定连接,驱动供气装置进气端设有吸气软管,吸气软管另一端穿过磁力滑动块,连接盘以及转动圆盘与清理管固定连接,清理管两侧靠近磁力滑动块中部的部分上设有进气口。
14.一种自动化生产pvc薄膜打卷纠偏设备的纠偏方法,包括如下步骤,
15.s1:将薄膜产生装置生产处的薄膜置于弧形刷杆之间的间隙中,切割装置左半段之间,切割装置右半段顶端和圆辊与清理管之间缠绕在收卷辊上,启动驱动供气装置带动收卷辊转动将薄膜收卷,启动进水装置将水流充入到螺旋导水管中,水流在螺旋导水管中流动使螺旋导水管不断的抖动,带动弧形刷杆以及刷杆不断的抖动,对薄膜表面进行防静电处理以及对薄膜表面进行清理;
16.s2:清理后的薄膜经过切割装置之间时,启动驱动供气装置带动切割装置转动对薄膜边缘进行切边,切边后的薄膜进入到连接盒之间启动驱动供气装置向第一弧形连接管和第二弧形连接管中供气,空气经过条形出气口进入到伸缩气囊以及在自动开合块的作用下使伸缩气囊不断膨胀收缩从而使圆辊不断的摆动对薄膜边缘进行碾压从而防止薄膜边缘在向收卷辊中收缩的过程中边缘向上翘起在缠绕到收卷辊上时发生折叠;
17.s3:当薄膜在经过清理管时,启动驱动供气装置进气端将空气通过清理管靠近磁力滑动块中部的一端以及清理球上的椭圆形开口抽入到清理管中,加快薄膜表面的空气的流动速度对薄膜表面进行干燥,当空气进入到清理管中时在扰流块的作用下使清理球不断的上下摆动对置于清理管之间的薄膜进行敲打,从而将干燥后的薄膜上残留的灰尘敲落,防止薄膜残留有过多的灰尘,以及从薄膜上清理下来的灰尘在清理管上的进气口和椭圆形开口处产生的负压的作用下吸入到清理管中,防止灰尘堆积在薄膜上进入到收卷完成的薄膜中。
18.(三)有益效果
19.(1)本发明,通过设置在第一清理机构中的螺旋导水管,弧形刷杆,导水盒,刷杆使当水流进入到螺旋导水管中时在水流的作用下使螺旋导水管发生抖动从而使弧形刷杆电动导水盒和刷杆抖动对薄膜表面进行湿润从而防止薄膜在产出后与装置之间发生摩擦产
生静电将车间内的灰尘吸附到薄膜上,使薄膜表面上堆积过多的灰尘。
20.(2)本发明,通过设置在第一清理机构中的弧形刷杆,螺旋导水管,导水盒,刷杆使当水流进入到螺旋导水管中时在水流的作用下使螺旋导水管发生抖动从而使弧形刷杆电动导水盒和刷杆抖动对薄膜表面进行湿润,以及通过刷杆抖动对薄膜表面和底端进行刷动对薄膜上吸附的灰尘进行清理,防止薄膜上的灰尘湿润后沾黏在薄膜上。
21.(3)本发明,通过设置在第二清理机构中的磁力滑动块,连接盘,第一弧形连接管,第二弧形连接管,连接盒,弧形凸块,铰链,圆辊,伸缩气囊,自动开合块使当空气经过条形出气口中排出时对切割后的薄膜边缘进行碾压防止,薄膜边缘在收卷的过程中向上翘起从而使薄膜在收卷完成后薄膜边缘发生折叠,以及通过磁力滑动块,连接盘,以及设置在磁力滑动块和连接盘之间的转动圆盘使当收卷辊上的薄膜不断厚度不断变厚后第一弧形连接管,第二弧形连接管能够转动,从而防止收卷辊上的薄膜厚度变厚后薄膜收卷的角度发生改变对薄膜产生拉扯,从而使薄膜出现褶皱。
22.(4)本发明,通过设置在第二清理机构中的弹性连线,清理球,扰流块,配重块,使当空气进入到清理球内时与扰流块不规则波浪形一侧发生碰撞从而使清理球上下摆动对薄膜进行敲打将干燥后的薄膜上的灰尘进行清洗,从而防止清理后薄膜上残留有过多的灰尘。
附图说明
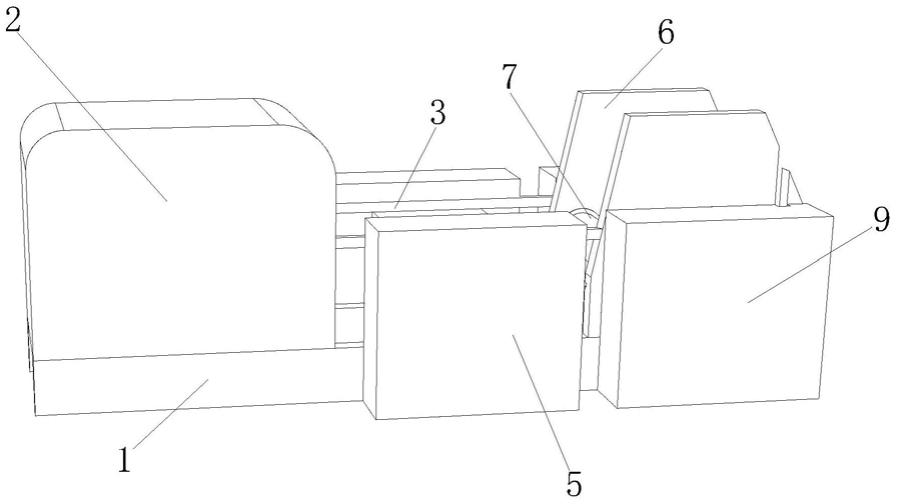
23.图1为本发明结构示意图;
24.图2为本发明结构侧剖图;
25.图3为本发明弧形刷杆结构示意图;
26.图4为本发明图3中a处结构放大图;
27.图5为本发明第二清理机构正剖图;
28.图6为本发明清理球正剖图;
29.图7为本发明图5中b处结构放大图。
30.其中,支架1、薄膜产生装置2、直杆3、第一清理机构4、进水箱401、弧形刷杆402、螺旋导水管403、导水盒404、刷杆405、进水装置5、夹板6、切割装置7、第二清理机构8、磁力滑动块801、连接盘802、第一弧形连接管803、第二弧形连接管804、连接盒805、弧形凸块806、铰链807、圆辊808、伸缩气囊809、自动开合块810、清理管811、弹性连线812、清理球813、扰流块814、配重块815、驱动供气装置9、收卷辊10。
具体实施方式
31.下面将结合本发明的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.如图1
‑
7所示,本发明实施例提供一种自动化生产pvc薄膜打卷纠偏设备,包括支架1,薄膜产生装置2,直杆3,第一清理机构4,进水装置5,夹板6,切割装置7,第二清理机构8,驱动供气装置9,收卷辊10,其特征在于:所述支架1顶端靠近左端固定连接有薄膜产生装
置2,薄膜产生装置2右端固定连接有直杆3,直杆3底端固定连接有第一清理机构4,第一清理机构4左右两侧固定连接有进水装置5,直杆3右端固定连接有夹板6,夹板6之间靠近左端转动连接有切割装置7,夹板6之间中部滑动连接有第二清理机构8,夹板 6外侧设有驱动供气装置9,夹板6之间靠近右端活动连接有收卷辊 10,切割装置7,收卷辊10两侧穿过夹板6与驱动固定连接,夹板6 与收卷辊10相交处设有条形开槽,夹板6内侧与第二清理机构8相交处设有条形滑槽,第一清理机构4中部之间留有一定的间隙。
33.第一清理机构4包括设置在直杆3底端与直杆3底端固定连接的进水箱401,进水箱401底端中部两侧固定连接有弧形刷杆402,弧形刷杆402上固定连接有螺旋导水管403,弧形刷杆402远离进水箱 401一端的底端固定连接有导水盒404,导水盒404底端均匀固定连接有刷杆405,螺旋导水管403远离进水箱401的一端与导水盒404 固定连接,进水箱401底端中部两侧的螺旋导水管403分别向进水箱 401两侧倾斜,导水盒404与刷杆405连接处设有出水口,弧形刷杆 402远离进水箱401的一端向上弯曲一定弧度,螺旋导水管403顶端穿过进水箱401与进水箱401固定连接,位于直杆3底端的进水箱 401下方支架1顶端固定连接有进水箱401,弧形刷杆402均匀设置在进水箱401底端。
34.第二清理机构8包括设置在条形滑动槽中的磁力滑动块801,磁力滑动块801上中部顶端和底端固定连接有连接盘802,连接盘802 靠近磁力滑动块801中部的一侧上固定连接有第一弧形连接管803和第二弧形连接管804,第二弧形连接管804和第一弧形连接管803远离连接盘802的一侧上固定连接有连接盒805,连接盒805远离第一弧形连接管803和第二弧形连接管804的一端上开设有条形出气口,连接盒805底端靠近两侧均匀设有弧形凸块806,弧形凸块806远离连接盒805的一端上转动连接有铰链807,铰链807远离弧形凸块806 的一端上转动连接有圆辊808,铰链807中部设有伸缩气囊809,伸缩气囊809顶端与条形出气口固定连接,条形出气口与伸缩气囊809 相交处内部设有自动开合块810,伸缩气囊809另一端与夹板6内侧固定连接,第二清理机构8包括设置在连接盘802之间的清理管811,清理管811两侧之间固定连接有弹性连线812,弹性连线812上均匀固定连接有清理球813,清理球813中部设有椭圆形开口,清理球813 内椭圆形开口顶端和底端固定连接有扰流块814,清理球813内部底端固定连接有配重块815,扰流块814靠近椭圆形开口的一侧为不规则波浪形,清理管811两侧内壁为中空,磁力滑动块801靠近夹板6 一侧上设有软管,软管穿过夹板6与驱动供气装置9出气端固定连接,连接盘802靠近磁力滑动块801中部的一侧为中空,磁力滑动块801 与连接盘802连接处之间设有转动圆盘,转动圆盘与磁力滑动块801 转动连接,软管穿过磁力滑动块801以及转动圆盘和连接盘802中空部分固定连接,驱动供气装置9进气端设有吸气软管,吸气软管另一端穿过磁力滑动块801,连接盘802以及转动圆盘与清理管811固定连接,清理管811两侧靠近磁力滑动块801中部的部分上设有进气口。
35.一种自动化生产pvc薄膜打卷纠偏设备及其纠偏方法,包括如下步骤,
36.s1:将薄膜产生装置2生产处的薄膜置于弧形刷杆402之间的间隙中,切割装置7左半段之间,切割装置7右半段顶端和圆辊808与清理管811之间缠绕在收卷辊10上,启动驱动供气装置9带动收卷辊10转动将薄膜收卷,启动进水装置5将水流充入到螺旋导水管403 中,水流在螺旋导水管403中流动使螺旋导水管403不断的抖动,带动弧形刷杆402以及刷杆405不断的抖动,对薄膜表面进行防静电处理以及对薄膜表面进行清理;
37.s2:清理后的薄膜经过切割装置7之间时,启动驱动供气装置9 带动切割装置7转
动对薄膜边缘进行切边,切边后的薄膜进入到连接盒805之间启动驱动供气装置9向第一弧形连接管803和第二弧形连接管804中供气,空气经过条形出气口进入到伸缩气囊809以及在自动开合块810的作用下使伸缩气囊809不断膨胀收缩从而使圆辊808 不断的摆动对薄膜边缘进行碾压从而防止薄膜边缘在向收卷辊10中收缩的过程中边缘向上翘起在缠绕到收卷辊10上时发生折叠;
38.s3:当薄膜在经过清理管811时,启动驱动供气装置9进气端将空气通过清理管811靠近磁力滑动块801中部的一端以及清理球813 上的椭圆形开口抽入到清理管811中,加快薄膜表面的空气的流动速度对薄膜表面进行干燥,当空气进入到清理管811中时在扰流块814 的作用下使清理球813不断的上下摆动对置于清理管811之间的薄膜进行敲打,从而将干燥后的薄膜上残留的灰尘敲落,防止薄膜残留有过多的灰尘,以及从薄膜上清理下来的灰尘在清理管811上的进气口和椭圆形开口处产生的负压的作用下吸入到清理管811中,防止灰尘堆积在薄膜上进入到收卷完成的薄膜中。
39.使用时,将通过薄膜产生装置2生产处的薄膜置于弧形刷杆402 之间的间隙中,切割装置7左半段之间,切割装置7右半段顶端和圆辊808与清理管811之间并缠绕在收卷辊10上,启动驱动供气装置 9带动收卷辊10转动,在将生产出的薄膜收卷的同时,薄膜在导水盒404之间滑动,同时通过进水装置5将水流充入到螺旋导水管403 中,水流在螺旋导水管403中快速流动时,由于螺旋导水管403为环绕在弧形刷杆402上使螺旋导水管403不断的抖动,从而带动弧形刷杆402不断的抖动,从而使弧形刷杆402带动导水盒404不断的抖动,以及螺旋导水管403中的水流进入到导水盒404中通过导水盒404与刷杆405连接处的出水口中排出对经过弧形刷杆402之间的表面进行湿润清理,以及通过弧形刷杆402不断抖动带动刷杆405不断抖动对薄膜表面进行清理从而防止薄膜在产出后薄膜与装置之间摩擦产生静电从而将车间中的灰尘吸附到薄膜表面从而使薄膜在完成收卷后薄膜之间含有大量的灰尘,以及对薄膜进行防静电处理,防止薄膜在对其表面的灰尘进行清理后在收卷的过程中再次吸附上灰尘,影响对薄膜表面的灰尘的清理效果。
40.当薄膜经过切割装置7之间时通过驱动供气装置9带动切割装置 7转动,对薄膜边缘进行切边,完成切边后的薄膜进入到连接盒805 之间时,通过驱动供气装置9向第一弧形连接管803和第二弧形连接管804中供气,空气经过条形出气口在自动开合块810的作用下对伸缩气囊809进行间歇式通气从而使伸缩气囊809不断的膨胀收缩从而使圆辊808不断的摆动对薄膜边缘进行碾压从而防止薄膜边缘在向收卷辊10中收缩的过程中边缘向上翘起在缠绕到收卷辊10上时发生折叠,以及通过设置空气通过条形出气开口中喷出对薄膜表面进行吹拂从而将薄膜表面的水分吹干,防止收卷后的薄膜过度湿润从而使薄膜在储存的过程总发生质变从而影响薄膜的质量,以及当薄膜在经过清理管811时通过驱动供气装置9进气端将空气通过清理管811靠近磁力滑动块801中部的一端以及清理球813上的椭圆形开口抽入到清理管811中,从而加快薄膜表面的空气的流动速度对薄膜表面进行干燥,当空气进入到清理管811中时由于扰流块814位于椭圆形开口顶端和底端从而使的当空气在扰流块814之间快速流动时由于扰流块 814靠近椭圆形开口一侧的为不规则波浪形,从而使当空气在经过扰流块814之间经过时,空气与扰流块814不规则波浪形一侧之间发生碰撞从而使清理球813不断的上下摆动对置于清理管811之间的薄膜进行敲打,从而将干燥后的薄膜上残留的灰尘敲落,防止薄膜残留有过多的灰尘,从薄膜上清理下来的灰尘在清理管811上的
进气口和椭圆形开口处产生的负压的作用下吸入到清理管811中,防止灰尘堆积在薄膜上进入到收卷完成的薄膜中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1