一种降解膜生产用智能收卷机械手的制作方法
1.本发明涉及降解膜生产设备技术领域,尤其涉及一种降解膜生产用智能收卷机械手。
背景技术:
2.可降解地膜是一种新型的可降解的新型地膜。其降解原理是塑料成分中掺入可降解的生物质,使得大块塑料容易降解为小块塑料。但是这种可降解并非真正、完全的降解,被降解成小颗粒的塑料依旧残留在土壤中,此种材料对小块塑料的后续降解无能为力。类似这种将易降解物质掺入塑料中的材料被称为“第一代可降解塑料”,由于这种降解只是表象,实际上是变为塑料微粒存在环境中,这种材料已经被科研界淘汰。
3.现有的降解膜生产设备在生产降解膜后都是放置一个收卷辊收卷结束后,停机人工切断后,拿下缠绕结束的收卷辊放在放置区,在拿取新的收卷辊放在在缠绕端,控制降解膜切断的一端缠绕在收卷辊的表面后,在打开机器工作继续缠绕工作,从而造成自动化程度低,人工操作复杂,浪费了人工成本,以及人工操作步骤多,易造成生产效率低,当人工操作失误还会造成生产质量下降,造成返工,所以需要一种降解膜生产用智能收卷机械手。
技术实现要素:
4.基于现有的降解膜生产缠绕收集造成的技术问题,本发明提出了一种降解膜生产用智能收卷机械手。
5.本发明提出的一种降解膜生产用智能收卷机械手,包括底板,所述底板的上表面两端均固定安装有站板,所述底板的底部安装在地面上,所述底板的一侧设置有安装箱,所述安装箱的表面位于地面的内部,且安装箱的顶部贯穿并延伸至地面的顶部,所述安装箱的内部设置有收卷辊自动添加机构,所述收卷辊自动添加机构自动控制收卷辊自动安装添加,所述收卷辊自动添加机构包括有第一气缸,所述第一气缸的安装表面与安装箱的内底壁固定安装;两个所述站板的相对内部分别设置有自动缠绕机构、切割焊接机构和自动更换收卷辊机构,所述自动缠绕机构用于控制降解膜自动输送,所述自动缠绕机构包括有第一驱动电机,所述第一驱动电机通过电机安装板与所述站板的一侧表面固定安装;所述切割焊接机构用于降解膜缠绕结束后自动切断,同时控制切断面的降解膜与下一个收卷辊的表面焊接,所述切割焊接机构包括有操作轴,所述操作轴的两端均贯穿并延伸至两个所述站板的外表面,且通过所述站板表面安装的轴承转动连接;所述自动更换收卷辊机构用于控制第一个收卷辊缠绕结束后自动更换下一个带缠绕的收卷辊,所述自动更换收卷辊机构包括有第二驱动电机,所述第二驱动电机的安装表面与站板的一侧相对表面固定安装。
6.优选地,所述第一气缸的伸缩端顶部固定安装有u型块,所述u型块的两侧表面开设有储存槽,两个所述储存槽的内壁均与收卷辊的两端圆弧表面滑动插接,所述储存槽的
内部储存多个收卷辊,所述安装箱的顶部一端固定安装有卸料板,所述卸料板呈倾斜摆放;通过上述技术方案,达到了收卷辊自动上料的效果,避免现有的人工拿取上料,节约人工成本,增强生产效率的效果,通过第一气缸工作带动u型块向上运动,从而带动收卷辊自动安装的效果。
7.优选地,所述第一驱动电机的输出轴通过联轴器固定安装有缠绕轴,所述缠绕轴的一端贯穿并延伸至相对应所述站板的一侧表面,且通过所述站板表面安装的轴承转动连接,所述缠绕轴的圆弧表面固定安装有驱动轮,所述驱动轮的表面与降解膜的表面滑动插接;通过上述技术方案,达到了降解膜自动输出进行缠绕的效果,通过第一驱动电机工作带动驱动轮转动从而带动降解膜传输的效果。
8.优选地,两个所述站板的相对表面通过轴承转动连接有导向轴,所述导向轴的表面固定安装有导向轮,所述导向轮的表面与降解膜的表面滑动插接;通过上述技术方案,达到了导向轴自动导向涨紧的效果,便于降解膜输送。
9.优选地,所述操作轴的两端均开设有进气孔,所述操作轴的圆弧表面固定安装有从动轮,所述从动轮的内部分别开设有切割腔和焊接腔,左端所述进气孔的内壁与切割腔的内壁固定连接,右端所述进气孔的内壁与焊接腔的内壁固定连通,两个所述进气孔的内壁均通过密封轴承与气泵的出气管转动连接;通过上述技术方案,达到了通过气泵工作向切割腔内部和焊接腔内部填充气压的效果,通过气压的方式控制切割和焊接,增强自动程度。
10.优选地,所述切割腔的内侧壁和焊接腔的内侧壁均滑动插接有活塞,所述活塞的表面固定安装有密封圈,两个所述活塞的一侧分别固定安装有切割刀片和焊接块,所述切割刀片的一侧贯穿并延伸至从动轮的外表面,所述焊接块的内部设置有加热块,且所述焊接块的一端贯穿并延伸至从动轮的外表面,所述切割腔的内壁和焊接腔的内壁呈45度排列,所述焊接块的表面和切割刀片的一侧表面均固定安装有压簧,两个所述压簧的另一侧分别与切割腔的内壁和焊接腔的内壁滑动插接;通过上述技术方案,达到了切割腔内部和焊接腔内部气压增大后,进行驱动切割刀片和焊接块向外运动,切割刀片进行自动切割,焊接块进行控制切割端的降解膜焊接在带缠绕的收卷辊上的效果。
11.优选地,所述从动轮的一端底部固定安装有触发块,所述底板的顶部固定安装有第二气缸,所述第二气缸的伸缩端顶部固定安装有第一接近开关,所述第一接近开关与触发块接触,一个所述站板的一侧表面固定安装有第二接近开关,所述第二接近开关与第二气缸电性连接,所述第一接近开关与第一驱动电机电性连接,所述触发块的表面与焊接腔的内壁呈90度排列;通过上述技术方案,达到了第二接近开关检测缠绕结束控制第二气缸工作,第一接近开关检测控制第一驱动电机停止工作,进行控制操作步骤连接,全自动控制的效果,以及90度的设置当触发块向下接触第一接近开关时,焊接块刚好位于水平状态,便于控制从动轮表面的降解膜与收卷辊的表面焊接效果。
12.优选地,所述第二驱动电机的输出轴通过联轴器固定安装有齿轮轴,所述齿轮轴的一端固定安装有第一齿轮,两个所述站板的相对表面均通过轴承转动连接有从动轴,所
述从动轴的一端固定安装有第二齿轮,所述第二齿轮的表面与第一齿轮的表面啮合,所述第一齿轮的齿数比和第二齿轮的齿数比为6:1;通过上述技术方案,达到了第二驱动电机工作驱动第一齿轮转动,第一齿轮转动一圈控制第二齿轮转动六分之一,便于第二个带缠绕的收卷辊来到第一收卷辊的位置。
13.优选地,所述从动轴的圆弧两端均固定安装有六等分转动块,所述六等分转动块的六个等分表面均开设有滑槽,两个所述滑槽的内壁分别与收卷辊的两端表面滑动插接,所述滑槽的内底壁固定安装有弹簧,所述弹簧的一端固定安装有滑动板,所述滑动板的表面位于收卷辊的圆弧表面一侧;通过上述技术方案,达到了收卷辊在缠绕收卷后直径缓慢增大,便于收卷辊的轴向一侧运动,通过弹簧产生弹力挤压收卷辊与驱动轮的接触,产生摩擦增强收卷的效果。
14.优选地,两个所述站板的相对表面开设有插接槽,两个所述插接槽的内壁分别与收卷辊的两端圆弧表面滑动插接,所述六等分转动块的六个等分表面均固定安装有电动伸缩杆,每个所述电动伸缩杆的伸缩端贯穿并延伸至滑槽的内壁,且电动伸缩杆的伸缩端固定安装有挡板;通过上述技术方案,达到了收卷结束后通过电动伸缩杆工作进行控制收卷结束后的收卷辊自动出料的效果。
15.本发明中的有益效果为:1、通过设置收卷辊自动添加机构和自动缠绕机构,结构简单,自动化程度高,自动添加收卷辊,自动缠绕收卷,避免现有的人工操作,增强生产效率,节约人工成本,防止人工操作失误造成的损失效果。
16.2、通过设置切割焊接机构和自动更换收卷辊机构,达到了自动切割降解膜,且切割中自动控制切割端的降解膜粘接在带收卷的收卷辊表面,避免现有的人工操作切割、粘接,增强自动化高,降解膜的生产效率高,全自动化操作。
附图说明
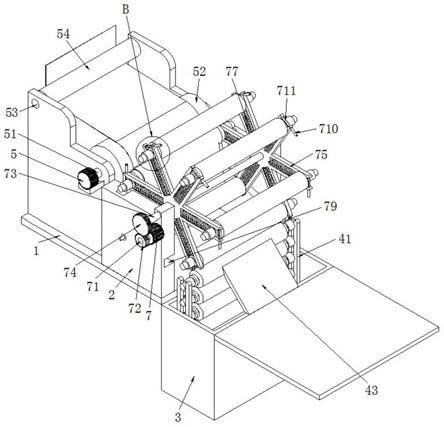
17.图1为一种降解膜生产用智能收卷机械手的结构立体图;图2为一种降解膜生产用智能收卷机械手的六等分转动块结构立体图;图3为一种降解膜生产用智能收卷机械手的底部结构剖视图;图4为一种降解膜生产用智能收卷机械手的图3处a处结构放大图;图5为一种降解膜生产用智能收卷机械手的从动轮结构立体图;图6为一种降解膜生产用智能收卷机械手的u型块结构立体图;图7为一种降解膜生产用智能收卷机械手的六等分转动块结构主视图;图8为一种降解膜生产用智能收卷机械手的操作轴结构剖视图;图9为一种降解膜生产用智能收卷机械手的图1中b处结构放大图。
18.图中:1、底板;2、站板;3、安装箱;4、第一气缸;41、u型块;42、储存槽;43、卸料板;5、第一驱动电机;51、缠绕轴;52、驱动轮;53、导向轴;54、导向轮;6、操作轴;61、进气孔;62、从动轮;63、切割腔;64、焊接腔;65、活塞;66、密封圈;67、切割刀片;68、焊接块;681、压簧;69、触发块;610、第二气缸;611、第一接近开关;612、第二接近开关;7、第二驱动电机;71、齿轮轴;72、第一齿轮;73、从动轴;74、第二齿轮;75、六等分转动块;76、滑槽;77、弹簧;78、滑
动板;79、插接槽;710、电动伸缩杆;711、挡板。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
20.参照图1
‑
9,一种降解膜生产用智能收卷机械手,包括底板1,底板1的上表面两端均固定安装有站板2,底板1的底部安装在地面上,底板1的一侧设置有安装箱3,安装箱3的表面位于地面的内部,且安装箱3的顶部贯穿并延伸至地面的顶部,安装箱3的内部设置有收卷辊自动添加机构,收卷辊自动添加机构自动控制收卷辊自动安装添加,收卷辊自动添加机构包括有第一气缸4,第一气缸4的安装表面与安装箱3的内底壁固定安装;为了控制收卷辊自动上料,在第一气缸4的伸缩端顶部固定安装有u型块41,u型块41的两侧表面开设有储存槽42,两个储存槽42的内壁均与收卷辊的两端圆弧表面滑动插接,储存槽42的内部储存多个收卷辊,安装箱3的顶部一端固定安装有卸料板43,卸料板43呈倾斜摆放,通过上述技术方案,达到了收卷辊自动上料的效果,避免现有的人工拿取上料,节约人工成本,增强生产效率的效果,通过第一气缸4工作带动u型块41向上运动,从而带动收卷辊自动安装的效果;两个站板2的相对内部分别设置有自动缠绕机构、切割焊接机构和自动更换收卷辊机构,自动缠绕机构用于控制降解膜自动输送,自动缠绕机构包括有第一驱动电机5,第一驱动电机5通过电机安装板与站板2的一侧表面固定安装;为了控制收卷辊自动收卷,在第一驱动电机5的输出轴通过联轴器固定安装有缠绕轴51,缠绕轴51的一端贯穿并延伸至相对应站板2的一侧表面,且通过站板2表面安装的轴承转动连接,缠绕轴51的圆弧表面固定安装有驱动轮52,驱动轮52的表面与降解膜的表面滑动插接,通过上述技术方案,达到了降解膜自动输出进行缠绕的效果,通过第一驱动电机5工作带动驱动轮52转动从而带动降解膜传输的效果;两个站板2的相对表面通过轴承转动连接有导向轴53,导向轴53的表面固定安装有导向轮54,导向轮54的表面与降解膜的表面滑动插接,通过上述技术方案,达到了导向轴53自动导向涨紧的效果,便于降解膜输送;切割焊接机构用于降解膜缠绕结束后自动切断,同时控制切断面的降解膜与下一个收卷辊的表面焊接,切割焊接机构包括有操作轴6,操作轴6的两端均贯穿并延伸至两个站板2的外表面,且通过站板2表面安装的轴承转动连接;为了收卷辊表面缠绕的降解膜自动切割焊接,在操作轴6的两端均开设有进气孔61,操作轴6的圆弧表面固定安装有从动轮62,从动轮62的内部分别开设有切割腔63和焊接腔64,左端进气孔61的内壁与切割腔63的内壁固定连接,右端进气孔61的内壁与焊接腔64的内壁固定连通,两个进气孔61的内壁均通过密封轴承与气泵的出气管转动连接,通过上述技术方案,达到了通过气泵工作向切割腔63内部和焊接腔64内部填充气压的效果,通过气压的方式控制切割和焊接,增强自动程度;切割腔63的内侧壁和焊接腔64的内侧壁均滑动插接有活塞65,活塞65的表面固定安装有密封圈66,两个活塞65的一侧分别固定安装有切割刀片67和焊接块68,切割刀片67的一侧贯穿并延伸至从动轮62的外表面,焊接块68的内部设置有加热块,且焊接块68的一
端贯穿并延伸至从动轮62的外表面,切割腔63的内壁和焊接腔64的内壁呈45度排列,焊接块68的表面和切割刀片67的一侧表面均固定安装有压簧681,两个压簧681的另一侧分别与切割腔63的内壁和焊接腔64的内壁滑动插接,通过上述技术方案,达到了切割腔63内部和焊接腔64内部气压增大后,进行驱动切割刀片67和焊接块68向外运动,切割刀片67进行自动切割,焊接块68进行控制切割端的降解膜焊接在带缠绕的收卷辊上的效果;从动轮62的一端底部固定安装有触发块69,底板1的顶部固定安装有第二气缸610,第二气缸610的伸缩端顶部固定安装有第一接近开关611,第一接近开关611与触发块69接触,一个站板2的一侧表面固定安装有第二接近开关612,第二接近开关612与第二气缸610电性连接,第一接近开关611与第一驱动电机5电性连接,触发块69的表面与焊接腔64的内壁呈90度排列,通过上述技术方案,达到了第二接近开关612检测缠绕结束控制第二气缸610工作,第一接近开关611检测控制第一驱动电机5停止工作,进行控制操作步骤连接,全自动控制的效果,以及90度的设置当触发块69向下接触第一接近开关611时,焊接块68刚好位于水平状态,便于控制从动轮62表面的降解膜与收卷辊的表面焊接效果;自动更换收卷辊机构用于控制第一个收卷辊缠绕结束后自动更换下一个带缠绕的收卷辊,自动更换收卷辊机构包括有第二驱动电机7,第二驱动电机7的安装表面与站板2的一侧相对表面固定安装;为了收卷辊缠绕结束后自动更换,在第二驱动电机7的输出轴通过联轴器固定安装有齿轮轴71,齿轮轴71的一端固定安装有第一齿轮72,两个站板2的相对表面均通过轴承转动连接有从动轴73,从动轴73的一端固定安装有第二齿轮74,第二齿轮74的表面与第一齿轮72的表面啮合,第一齿轮72的齿数比和第二齿轮74的齿数比为6:1,通过上述技术方案,达到了第二驱动电机7工作驱动第一齿轮72转动,第一齿轮72转动一圈控制第二齿轮74转动六分之一,便于第二个带缠绕的收卷辊来到第一收卷辊的位置;从动轴73的圆弧两端均固定安装有六等分转动块75,六等分转动块75的六个等分表面均开设有滑槽76,两个滑槽76的内壁分别与收卷辊的两端表面滑动插接,滑槽76的内底壁固定安装有弹簧77,弹簧77的一端固定安装有滑动板78,滑动板78的表面位于收卷辊的圆弧表面一侧,通过上述技术方案,达到了收卷辊在缠绕收卷后直径缓慢增大,便于收卷辊的轴向一侧运动,通过弹簧77产生弹力挤压收卷辊与驱动轮52的接触,产生摩擦增强收卷的效果;两个站板2的相对表面开设有插接槽79,两个插接槽79的内壁分别与收卷辊的两端圆弧表面滑动插接,六等分转动块75的六个等分表面均固定安装有电动伸缩杆710,每个电动伸缩杆710的伸缩端贯穿并延伸至滑槽76的内壁,且电动伸缩杆710的伸缩端固定安装有挡板711,通过上述技术方案,达到了收卷结束后通过电动伸缩杆710工作进行控制收卷结束后的收卷辊自动出料的效果;通过设置收卷辊自动添加机构和自动缠绕机构,结构简单,自动化程度高,自动添加收卷辊,自动缠绕收卷,避免现有的人工操作,增强生产效率,节约人工成本,防止人工操作失误造成的损失效果;通过设置切割焊接机构和自动更换收卷辊机构,达到了自动切割降解膜,且切割中自动控制切割端的降解膜粘接在带收卷的收卷辊表面,避免现有的人工操作切割、粘接,增强自动化高,降解膜的生产效率高,全自动化操作。
21.工作原理:降解膜在通过第一驱动电机5工作带动缠绕轴51旋转,从而带动驱动轮
52转动,驱动轮52转动控制降解膜移动输送,同时驱动轮52的表面接触收卷辊的表面控制收卷辊转动,带动收卷辊表面的降解膜缠绕,收卷辊转动带动降解膜缠绕使得缠绕的直径慢慢增大,在驱动轮52的挤压下控制收卷辊的两端表面挤压滑动板78,从而挤压弹簧77向内运动;当收卷辊表面的降解膜缠绕慢慢增大后,其第二接近开关612检测到收卷辊表面缠绕的降解膜过多,达到了缠绕结束的要求,第二接近开关612检测到结束信号控制第二气缸610工作,带动第一接近开关611向上运动,控制第一接近开关611与触发块69接触,控制第一接近开关611产生信号控制第一驱动电机5停止工作,从而控制降解膜停止输送;同时气泵工作产生气压控制气压输送到进气孔61的内部,通过操作轴6两端的进气孔61,控制气压分别进入到切割腔63和焊接腔64的内部,同时加热块加热工作,当焊接腔64内部的气压增大挤压活塞65运动,带动焊接块68向外运动挤压降解膜的表面与第二个带缠绕的收卷辊表面接触,控制降解膜的一侧表面与第二个带缠绕的收卷辊粘接,同时气压进入到切割腔63内部,控制活塞65运动带动切割刀片67向外运动,进行切割降解膜的表面使之切断;切断后,控制第二驱动电机7和第一驱动电机5工作,第一驱动电机5工作驱动降解膜进行输送,第二驱动电机7工作转动一圈,带动第二齿轮74转动六分之一,从而控制第二个带动缠绕的收卷辊来到第一缠绕结束的位置,第一个缠绕结束的收卷辊来到顶部,同时上述步骤,当第一个缠绕结束的收卷辊来到卸料板43的上方,控制电动伸缩杆710工作,带动挡板711离开滑槽76,不在阻挡收卷辊,在本身自重的条件下掉落到卸料板43上滚动到收集位置;卸料后,通过第一气缸4工作,带动u型块41向上运动,从而带动储存槽42内部的收卷辊向上运动,控制顶部的第一个收卷辊来到滑槽76内部,在控制电动伸缩杆710工作带动挡板711插接滑槽76进行阻挡,第一气缸4缩回复位,等待下一次工作,依次类推收卷辊自动上料缠绕收卷,自动切割焊接卸料。
22.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1