机器人装釜码垛方法、计算机设备及机器人装釜码垛系统与流程
1.本发明涉及码垛技术领域,尤其涉及一种机器人装釜码垛方法、一种计算机设备及一种机器人装釜码垛系统。
背景技术:
2.目前,在新型墙体砖的制砖领域,砖坯在压制成型之后,通过码垛机逐层码放在蒸养小车3’上,再通过蒸养小车3’将砖坯推入蒸养釜中进行蒸养处理。
3.如图1所示,常规码垛方法中,机械手一次抓取六排砖坯队,并将六排砖坯队同时放置于蒸养小车3’,相应地,经过多次抓取、放置后,可在蒸养小车3’上形成矩形结构的砖垛2’。但由于蒸养釜内部空间1’并不是矩形结构(顶部为弧形),因此,蒸养釜内部空间1’利用低;同时,由于砖垛2’中每一层的砖坯的朝向相同,容易出现倒砖情况,安全性低。
技术实现要素:
4.本发明所要解决的技术问题在于,提供一种机器人装釜码垛方法、计算机设备及机器人装釜码垛系统,可实现蒸养釜内部空间的充分利用,还可保证基准砖垛的稳定性。
5.为了解决上述技术问题,本发明提供了一种机器人装釜码垛方法,包括:驱动压机压制砖坯,并将所述砖坯输出至接坯机上以形成砖坯队;驱动机器人根据预设规则从所述接坯机上依次夹取砖坯组,并将所述砖坯组依次叠放在蒸养小车上以形成目标砖垛,所述砖坯组的横截面为正方形且每一砖坯组均包括n排砖坯队,夹取所述砖坯组时,所述机器人每次夹取n排砖坯队,叠放所述砖坯组时,所述机器人每次放置n排砖坯队或(1/2)n排砖坯队,n为偶数;所述目标砖垛包括基准砖垛及叠放于所述基准砖垛正上方的补充砖垛,所述基准砖垛为矩形体,所述补充砖垛为四棱台结构。
6.作为上述方案的改进,所述基准砖垛包括m层由下至上依次叠放的砖垛模块,每层砖垛模块包括由下至上依次叠放的底层基准单元、中层基准单元及顶层基准单元,所述底层基准单元、中层基准单元及顶层基准单元均包括多个沿纵向和/或横向放置的砖坯队,m为3的倍数;所述补充砖垛包括由下至上依次叠放的底层补充单元、中层补充单元及顶层补充单元,所述底层补充单元、中层补充单元及顶层补充单元均包括多个沿纵向和/或横向放置的砖坯队。
7.作为上述方案的改进,所述底层基准单元包括(3/2)n排横向放置的砖坯队,所述中层基准单元包括(1/2)n排横向放置的砖坯队及n排纵向放置的砖坯队,所述顶层基准单元包括n排纵向放置的砖坯队及(1/2)n排横向放置的砖坯队;所述底层补充单元包括n排纵向放置的砖坯队,所述中层补充单元包括n排纵向放置的砖坯队,所述顶层补充单元包括(1/2)n排横向放置的砖坯队。
8.作为上述方案的改进,同一竖直方向上的砖坯每一层或两层旋转一次,以在竖直方向上形成纵横交错结构。
9.作为上述方案的改进,奇数层砖垛模块的叠放步骤包括:构建奇数层砖垛模块的
底层基准单元:抓取n排砖坯队并沿横向放置n排砖坯队于砖垛模块的一端,再抓取n排砖坯队并沿横向放置(1/2)n排砖坯队于砖垛模块的另一端,两次连续放置的砖坯队并排放置以形成矩形结构;构建奇数层砖垛模块的中层基准单元:沿横向放置(1/2)n排砖坯队于砖垛模块的一端,再抓取n排砖坯队并旋转后沿纵向放置n排砖坯队于砖垛模块的另一端,两次连续放置的砖坯队并排放置以形成矩形结构;构建奇数层砖垛模块的顶层基准单元:抓取n排砖坯队并旋转后沿纵向放置n排砖坯队于砖垛模块的一端,再抓取n排砖坯队并沿横向放置(1/2)n排砖坯队于砖垛模块的另一端,两次连续放置的砖坯队并排放置以形成矩形结构。
10.作为上述方案的改进,偶数层砖垛模块的叠放步骤包括:构建偶数层砖垛模块的底层基准单元:沿横向放置(1/2)n排砖坯队于砖垛模块的一端,再抓取n排砖坯队并沿横向放置n排砖坯队于砖垛模块的另一端,两次连续放置的砖坯队并排放置以形成矩形结构;构建偶数层砖垛模块的中层基准单元:抓取n排砖坯队并旋转后沿纵向放置n排砖坯队于砖垛模块的一端,再抓取n排砖坯队并沿横向放置(1/2)n排砖坯队于砖垛模块的另一端,两次连续放置的砖坯队并排放置以形成矩形结构;构建偶数层砖垛模块的顶层基准单元:沿横向放置(1/2)n排砖坯队于砖垛模块的一端,再抓取n排砖坯队并旋转后沿纵向放置n排砖坯队于砖垛模块的另一端,两次连续放置的砖坯队并排放置以形成矩形结构。
11.作为上述方案的改进,补充砖垛的叠放步骤包括:构建底层补充单元:旋转后沿纵向放置(1/2)n排砖坯队,再抓取n排砖坯队并旋转后沿纵向放置(1/2)n排砖坯队,两次连续放置的砖坯队并排放置以形成矩形结构;构建中层补充单元:沿纵向放置(1/2)n排砖坯队,再抓取n排砖坯队并旋转后沿纵向放置(1/2)n排砖坯队,两次连续放置的砖坯队并排放置以形成矩形结构;构建顶层补充单元:回转后沿横向放置(1/2)n排砖坯队。
12.作为上述方案的改进,n的值为4,m的值为3。
13.相应地,本发明还提供了一种计算机设备,包括存储器和处理器,所述存储器存储有计算机程序,其特征在于,所述处理器执行所述计算机程序时实现上述方法的步骤。
14.相应地,本发明还提供了一种机器人装釜码垛系统,其特征在于,包括上述计算机设备、压机、接坯机、蒸养小车及机器人。
15.实施本发明,具有如下有益效果:
16.本发明机器人装釜码垛方法通过变换砖坯夹取方式与砖坯放置方式的情况下,搭建出灵活的目标砖垛,稳定性更强,可有效利用蒸养釜的内部空间。具体地:
17.本发明通过每次夹取n排砖坯队,每次放置n排砖坯队或(1/2)n排砖坯队的方式,实现了夹取正方形砖坯组,形成每层砖坯均为矩形的基准砖垛(每层均由(3/2)n排砖坯队组成),从而使得砖垛结构的变化成为可能,灵活性强。
18.本发明结合旋转手段对砖坯进行旋转,通过纵向和横向放置的砖坯之间的互相作用,可保证目标砖垛的稳定性,不易倒砖。
19.本发明还采用多层砖垛模块与补充砖垛相结合的方式,可形成针对性的砖垛结构,便于码垛步骤的实现。
附图说明
20.图1是现有的蒸养釜内部空间利用示意图;
21.图2是本发明机器人装釜码垛方法的第一实施例流程图;
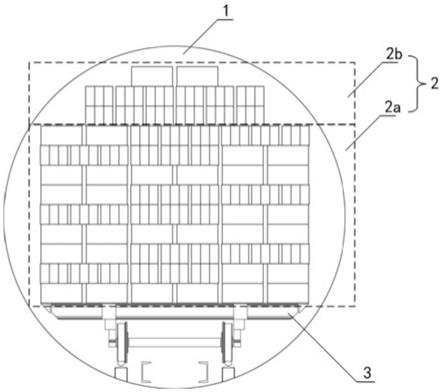
22.图3是本发明机器人装釜码垛方法中蒸养釜内部空间利用示意图;
23.图4是本发明机器人装釜码垛方法的第二实施例流程图;
24.图5
‑
图16是本发明机器人装釜码垛方法中各层砖坯的放置示意图;
25.图17是本发明机器人装釜码垛系统的结构示意图。
具体实施方式
26.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步地详细描述。仅此声明,本发明在文中出现或即将出现的上、下、左、右、前、后、内、外等方位用词,仅以本发明的附图为基准,其并不是对本发明的具体限定。
27.参见图2,图2显示了本发明机器人装釜码垛方法的第一实施例流程图,其包括:
28.s101,驱动压机压制砖坯,并将砖坯输出至接坯机上以形成砖坯队。
29.压机压制砖坯时,每次压制多排砖坯且每排砖坯由多个砖坯组成,压制好的砖坯会同步输出至接坯机上。本发明中,将一排砖坯定义为一个砖坯队,优选地,每个砖坯队由18块砖坯组成,但不以此为限制,可根据压机的具体情况及生产需求进行设定。
30.s102,驱动机器人根据预设规则从接坯机上依次夹取砖坯组,并将砖坯组依次叠放在蒸养小车上以形成目标砖垛(参见图3)。
31.本发明中,砖坯组的横截面为正方形且每一砖坯组均包括n排砖坯队,n为偶数。优选地,n的值为4,但不以此为限制,可根据每块砖坯的尺寸及蒸养釜的尺寸进行调整。
32.需要说明的是,接坯机上的砖坯排列并不规整,机器人夹取砖坯组时,需对砖坯组进行双向收拢以调整砖坯之间的间隙,从而保证机器人在释放砖坯组后,砖坯之间的间隙符合要求,便于码垛。
33.现有技术中,夹取砖坯组时机器人每次夹取n排砖坯队,相应地,叠放砖坯组时机器人每次也放置n排砖坯队,从而形成结构规整的矩形砖垛,由于矩形砖垛与蒸养釜的顶内壁之间仍有一定的空间,使得蒸养釜的空间被浪费。与现有技术不同的是,夹取砖坯组时,机器人每次夹取n排砖坯队;叠放砖坯组时,机器人每次放置n排砖坯队或(1/2)n排砖坯队。因此,本发明可通过调整码垛的方式,使砖垛的结构更为灵活。
34.如图3所示,本发明中的目标砖垛2包括基准砖垛2a及叠放于所述基准砖垛2a正上方的补充砖垛2b,基准砖垛2a为矩形体,所述补充砖垛2b为四棱台结构。因此,通过采用目标砖垛2的结构,可在保证砖坯与蒸养釜不干涉的情况下,实现蒸养釜内部空间1的充分利用,提高生产效率。
35.进一步,基准砖垛包括m层由下至上依次叠放的砖垛模块,每层砖垛模块包括由下至上依次叠放的底层基准单元、中层基准单元及顶层基准单元,底层基准单元、中层基准单元及顶层基准单元均包括多个沿纵向和/或横向放置的砖坯队,m为3的倍数;优选地,m的值为3,但不以此为限制,可根据每块砖坯的尺寸及蒸养釜的尺寸进行调整。同时,补充砖垛包括由下至上依次叠放的底层补充单元、中层补充单元及顶层补充单元,底层补充单元、中层补充单元及顶层补充单元均包括多个沿纵向和/或横向放置的砖坯队。
36.需要说明的是,通过纵向和横向放置的砖坯队之间的互相作用,可保证目标砖垛的稳定性,不易倒砖。同时,采用多层砖垛模块与补充砖垛相结合的方式,可形成针对性的
砖垛结构,便于后续码垛步骤的实现。
37.具体地,本发明中的底层基准单元包括(3/2)n排横向放置的砖坯队,中层基准单元包括(1/2)n排横向放置的砖坯队及n排纵向放置的砖坯队,顶层基准单元包括n排纵向放置的砖坯队及(1/2)n排横向放置的砖坯队;底层补充单元包括n排纵向放置的砖坯队,中层补充单元包括n排纵向放置的砖坯队,顶层补充单元包括(1/2)n排横向放置的砖坯队。
38.因此,本发明通过每次夹取n排砖坯队,每次放置n排砖坯队或(1/2)n排砖坯队的方式,实现了夹取正方形砖坯组,形成每层砖坯均为矩形的基准砖垛(每层均由(3/2)n排砖坯队组成),从而使得砖垛结构的变化成为可能,灵活性强。
39.另外,为了更好的保证砖垛的稳定性,码垛过程中,需使同一竖直方向上的砖坯每一层或两层旋转一次,以在竖直方向上形成纵横交错结构,从而实现砖垛不容易倒砖,安全性高。
40.因此,本发明机器人装釜码垛方法通过变换砖坯夹取方式与砖坯放置方式的情况下,搭建出灵活的目标砖垛,稳定性更强,可有效利用蒸养釜的内部空间。
41.参见图4,图4显示了本发明机器人装釜码垛方法的第二实施例流程图,本实施中,n的值为4,m的值为3,所述机器人装釜码垛方法包括以下步骤:
42.s201,驱动压机压制砖坯,并将砖坯输出至接坯机上以形成砖坯队。
43.s202,第一抓抓取4排砖坯队并沿横向放置4排砖坯队于砖垛模块的右端,第二抓抓取4排砖坯队并沿横向放置右边2排砖坯队于砖垛模块的左端(参见图5)。
44.需要说明的是,本实施例中砖坯队的放置位置并没有必然的限制。例如,步骤s202中,也可将第一抓抓取的4排砖坯队沿横向放置于砖垛模块的左端,然后,第二抓抓取4排砖坯队并沿横向放置左边2排砖坯队于砖垛模块的右端。
45.同时,由步骤s202可知,本实施例中底层基准单元由6排横向放置的砖坯队组成。
46.s203,沿横向放置左边2排砖坯队于砖垛模块的右端,第三抓抓取4排砖坯队并旋转后沿纵向放置4排砖坯队于砖垛模块的左端(参见图6)。
47.第二抓中的4排砖坯队分两次释放,其中,右边2排的砖坯队在步骤s202中释放并成为底层基准单元的一部分,而左边2排的砖坯队在步骤s203中释放并成为中层基准单元的一部分。
48.同时,本发明中对于沿横向放置的砖坯队不需要进行旋转处理,即砖坯队在接坯机上的默认方向为横向;而对应沿纵向放置的砖坯队需要进行90
°
的旋转处理。相应地,由步骤s203可知,本实施例中的中层基准单元包括2排横向放置的砖坯队及4排纵向放置的砖坯队。
49.s204,第四抓抓取4排砖坯队并旋转后沿纵向放置4排砖坯队于砖垛模块的右端,第五抓抓取4排砖坯队并沿横向放置右边2排砖坯队于砖垛模块的左端(参见图7)。
50.相应地,由步骤s203可知,本实施例中的顶层基准单元包括4排纵向放置的砖坯队及2排横向放置的砖坯队。综上,通过步骤s202
‑
204即完成了第一个砖垛模块的构建。
51.s205,沿横向放置左边2排砖坯队于砖垛模块的右端,第六抓抓取4排砖坯队并沿横向放置4排砖坯队于砖垛模块的左端(参见图8)。
52.需要说明的是,步骤s205中所形成的底层基准单元的结构与步骤s202中所形成的底层基准单元的结构相同,均是由6排横向放置的砖坯队组成,但步骤s205与s202的具体操
作步骤不同。
53.s206,第七抓抓取4排砖坯队并旋转后沿纵向放置4排砖坯队于砖垛模块的左端,第八抓抓取4排砖坯队并沿横向放置左边2排砖坯队于砖垛模块的右端(参见图9)。
54.同理,步骤s206中所形成的中层基准单元的结构与步骤s203中所形成的中层基准单元的结构相同,均是由2排横向放置的砖坯队及4排纵向放置的砖坯队组成,但步骤s206与s203的具体操作步骤不同。
55.s207,沿横向放置右边2排砖坯队于砖垛模块的左端,第九抓抓取4排砖坯队并旋转后沿纵向放置4排砖坯队于砖垛模块的右端(参见图10)。
56.同理,步骤s207中所形成的顶层基准单元的结构与步骤s204中所形成的顶层基准单元的结构相同,均是由4排纵向放置的砖坯队及2排横向放置的砖坯队组成,但步骤s207与s204的具体操作步骤不同。
57.综上,通过步骤s205
‑
207即完成了第二个砖垛模块的构建。
58.s208,第十抓抓取4排砖坯队并沿横向放置4排砖坯队于砖垛模块的右端,第十一抓抓取4排砖坯队并沿横向放置右边2排砖坯队于砖垛模块的左端(参见图11)。
59.需要说明的是,步骤s208中所形成的底层基准单元的结构与步骤s202中所形成的底层基准单元的结构相同,均是由6排横向放置的砖坯队组成,且步骤s208与s202的具体操作步骤相同。
60.s209,沿横向放置左边2排砖坯队于砖垛模块的右端,第十二抓抓取4排砖坯队并旋转后沿纵向放置4排砖坯队于砖垛模块的左端(参见图12)。
61.同理,步骤s209中所形成的中层基准单元的结构与步骤s203中所形成的中层基准单元的结构相同,均是由2排横向放置的砖坯队及4排纵向放置的砖坯队组成,且步骤s209与s203的具体操作步骤相同。
62.s210,第十三抓抓取4排砖坯队并旋转后沿纵向放置4排砖坯队于砖垛模块的右端,第十四抓抓取4排砖坯队并沿横向放置右边2排砖坯队于砖垛模块的左端(参见图13)。
63.同理,步骤s210中所形成的顶层基准单元的结构与步骤s204中所形成的顶层基准单元的结构相同,均是由4排纵向放置的砖坯队及2排横向放置的砖坯队组成,且步骤s210与s204的具体操作步骤相同。
64.综上,通过步骤s208
‑
210即完成了第三个砖垛模块的构建。
65.结合步骤s202
‑
210可知,奇数层砖垛模块的叠放步骤包括:
66.(1)构建奇数层砖垛模块的底层基准单元:抓取n排砖坯队并沿横向放置n排砖坯队于砖垛模块的一端,再抓取n排砖坯队并沿横向放置(1/2)n排砖坯队于砖垛模块的另一端,两次连续放置的砖坯队并排放置以形成矩形结构;
67.(2)构建奇数层砖垛模块的中层基准单元:沿横向放置(1/2)n排砖坯队于砖垛模块的一端,再抓取n排砖坯队并旋转后沿纵向放置n排砖坯队于砖垛模块的另一端,两次连续放置的砖坯队并排放置以形成矩形结构;
68.(3)构建奇数层砖垛模块的顶层基准单元:抓取n排砖坯队并旋转后沿纵向放置n排砖坯队于砖垛模块的一端,再抓取n排砖坯队并沿横向放置(1/2)n排砖坯队于砖垛模块的另一端,两次连续放置的砖坯队并排放置以形成矩形结构。
69.相应地,偶数层砖垛模块的叠放步骤包括:
70.(1)构建偶数层砖垛模块的底层基准单元:沿横向放置(1/2)n排砖坯队于砖垛模块的一端,再抓取n排砖坯队并沿横向放置n排砖坯队于砖垛模块的另一端,两次连续放置的砖坯队并排放置以形成矩形结构;
71.(2)构建偶数层砖垛模块的中层基准单元:抓取n排砖坯队并旋转后沿纵向放置n排砖坯队于砖垛模块的一端,再抓取n排砖坯队并沿横向放置(1/2)n排砖坯队于砖垛模块的另一端,两次连续放置的砖坯队并排放置以形成矩形结构;
72.(3)构建偶数层砖垛模块的顶层基准单元:沿横向放置(1/2)n排砖坯队于砖垛模块的一端,再抓取n排砖坯队并旋转后沿纵向放置n排砖坯队于砖垛模块的另一端,两次连续放置的砖坯队并排放置以形成矩形结构。
73.因此,通过上述构建方法,可实现基准砖垛的可重复、多层次构建,操作方便,还可以通过纵横设置的摆放方式保证基准砖垛的稳定性。
74.s211,旋转后沿纵向放置左边2排砖坯队,第十五抓抓取4排砖坯队并旋转后沿纵向放置左边2排砖坯队(参见图14)。
75.由步骤s211可知,本实施例中的底层补充单元包括4排纵向放置的砖坯队。
76.s212,沿纵向放置右边2排砖坯队,第十六抓抓取4排砖坯队并旋转后沿纵向放置左边2排砖坯队(参见图15)。
77.由步骤s212可知,本实施例中的中层补充单元包括4排纵向放置的砖坯队。
78.s213,回转后沿横向放置右边2排砖坯队(参见图16)。
79.由步骤s213可知,本实施例中的中层补充单元包括2排横向放置的砖坯队。
80.综上,通过步骤s211
‑
213即完成了补充砖垛的构建。相应地,补充砖垛的叠放步骤包括:
81.(1)构建底层补充单元:旋转后沿纵向放置(1/2)n排砖坯队,再抓取n排砖坯队并旋转后沿纵向放置1/2)n排砖坯队,两次连续放置的砖坯队并排放置以形成矩形结构;
82.(2)构建中层补充单元:沿纵向放置(1/2)n排砖坯队,再抓取n排砖坯队并旋转后沿纵向放置(1/2)n排砖坯队,两次连续放置的砖坯队并排放置以形成矩形结构;
83.(3)构建顶层补充单元:回转后沿横向放置(1/2)n排砖坯队。
84.因此,通过上述构建方法,可构建出四棱台结构的补充砖垛,可实现蒸养釜内部空间的充分利用,还可以通过纵横设置的摆放方式保证基准砖垛的稳定性。
85.综上所述,通过本发明机器人装釜码垛方法,可实现砖垛的快速码放,灵活性强。
86.参见图17,图17显示了本发明机器人装釜码垛系统100的具体结构,其包括计算机设备、压机、接坯机、蒸养小车3及机器人。其中,所述计算机设备用于对所述机器人进行控制,所述压机用于压制砖坯,所述接坯机用于传输砖坯,所述蒸养小车用于装载砖垛,所述机器人包括机器人本体及安装于机器人本体前端的抓爪总成,所述抓爪总成用于执行抓砖,砖坯间收拢,放砖等操作,可由机器人本体带着抓爪总成实现从接坯机到蒸养小车的码垛过程。
87.用于将接坯机上的砖坯夹取至蒸养小车上进行码垛以形成目标砖垛。
88.需要说明的是,所述计算机设备包括存储器和处理器,所述存储器存储有计算机程序,其中,处理器执行计算机程序时实现上述机器人装釜码垛方法的步骤。
89.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员
来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1