一种自动化搪瓷板生产线
1.本发明属于机械领域,具体涉及一种自动化搪瓷板生产线。
背景技术:
2.自动化搪瓷板上料生产线,是要实现对搪瓷烤漆生产线上搪瓷原料板的自动化上料操作,搪瓷原料板规格通常为1250mm
×
2400mm和1250mm
×
2800mm(搪瓷原料板直径为60m和80m)。现用搪瓷原料板上料流程为:工人利用杠杆机构,将储料平台上的一片搪瓷原料板翘起,手动将两个挂钩对称的挂置在搪瓷原料板长一侧的孔洞内;挂钩完毕后,利用挑杠推车将搪瓷原料板挑起,并推送至搪瓷烤漆生产线附近;随后通过目测的方式将挂钩挂至搪瓷烤漆生产线上的横杠上,推走挑杠推车,完成一个完整的上料过程。在此过程中,存在着诸多问题。首先,圆弧形搪瓷原料板圆弧向下叠放在储料平台上,圆弧形原料板的自身重量排净板间空气,导致板间存在一定吸力,用杠杆机构直接翘起不仅费力,还可能损坏原料板边缘,造成不必要的损失。其次,手动挂钩过程需要多人配合,搪瓷板自身重量很大,挂钩在放置完成后角度不同,存在脱落的可能,给下一步挑起原料板造成了一定的困难,且存在单钩挑起的可能,导致搪瓷板摆动,存在安全隐患。另外,挑杠推车挑起搪瓷原料板后,移动路线不固定,占用加大空间,给附近的其他工作人员造成危险。再有,通过目测的方式将挂钩挂至搪瓷烤漆生产线上的横杠上,这一过程中,搪瓷烤漆生产线上的横杠是运动的,而挑杠推车是静止的,以静找动,操作难度大。此外,搪瓷原料板挂在横杠上的位置不一,对烤漆效果有一定的影响,降低工作效率。
技术实现要素:
3.本发明提供一种自动化搪瓷板生产线,能够实现自动上料,有效提高工作效率,降低了安全风险。
4.本发明的技术方案如下:
5.一种自动化搪瓷板生产线,包括上料装置、喷漆线、烤漆线和重载挑杠机械手,所述上料装置、喷漆线及烤漆线依次排列,重载挑杠机械手分别布置在上料装置与喷漆线及喷漆线与烤漆线之间,所述上料装置用于将搪瓷原料板从储料机构中取出,重载挑杠机械手用于将搪瓷原料板进行转序。
6.进一步地,所述的自动化搪瓷板生产线,所述上料装置包括桁架取料机构、桁架挂钩机构和翻转机构,所述桁架取料机构和桁架挂钩机构固定安装在地面上且连接在一起,所述桁架取料机构和桁架挂钩机构下方的地面上设有轨道,所述翻转机构在所述轨道上滑动。
7.进一步地,所述的自动化搪瓷板生产线,所述桁架取料机构包括立柱、y向滑轨一、y向滑台一、y向驱动电机一、x向滑轨一、x向滑台一、x向驱动电机一、丝杠结构一、z向驱动电机一、安装平台一和四爪气动吸盘,四根立柱固定安装在地面上,四根立柱上安装有两条平行的y向滑轨一,y向滑轨一外侧安装有相同长度的齿条,每个y向滑轨一上安装有y向滑
台一,y向滑台一外侧安装有y向驱动电机一,y向驱动电机一上安装有齿轮与y向滑轨一外侧的齿条啮合;两个y向滑台一上安装有两个平行的x向滑轨一,x向滑轨一外侧安装有相同长度的齿条,两个x向滑轨一上安装x向滑台一,x向滑台一单侧安装有x向驱动电机一,x向驱动电机一上安装有齿轮与x向滑轨一外侧的齿条啮合;x向滑台一上端安装有丝杠结构一,丝杠结构一上端安装有z向驱动电机一,x向滑台一下端设有安装平台一,安装平台一上安装有四爪气动吸盘。
8.进一步地,所述的自动化搪瓷板生产线,所述桁架挂钩机构包括立柱、y向滑轨二、y向滑台二、y向驱动电机二、x向滑轨二、x向滑台二、x向驱动电机二、丝杠结构二、z向驱动电机二、安装平台二和挂钩机械手,四根立柱固定安装在地面上,其中两根立柱与所述桁架取料机构共用;四根立柱上安装有两条平行的y向滑轨二,y向滑轨二外侧安装有相同长度的齿条,每个y向滑轨二上安装有y向滑台二,y向滑台二外侧安装有y向驱动电机二,y向驱动电机二上安装有齿轮与y向滑轨二外侧的齿条啮合;两个y向滑台二上安装有两个平行的x向滑轨二,x向滑轨二外侧安装有相同长度的齿条,两个x向滑轨二上安装两个并列的x向滑台二,x向滑台二单侧安装有x向驱动电机二,x向驱动电机二上安装有齿轮与x向滑轨二外侧的齿条啮合;x向滑台二上端安装有丝杠结构二,丝杠结构二上端安装有z向驱动电机二,x向滑台二下端设有安装平台二,安装平台二上安装有所述挂钩机械手;所述挂钩机械手包括挂钩电机、夹爪滑块和夹爪,所述夹爪滑块一端与挂钩电机输出轴相连,所述夹爪滑块另一端上安装有所述夹爪。
9.进一步地,所述的自动化搪瓷板生产线,所述桁架挂钩机构设有对射型光电传感器,用于辅助所述挂钩机械手定位对准搪瓷原料板上的孔洞以进行挂钩操作。
10.进一步地,所述的自动化搪瓷板生产线,所述挂钩一端为双向钩,另一端为单向钩;所述挂钩中间部分设有凸台,所述夹爪通过所述凸台夹住所述挂钩。
11.进一步地,所述的自动化搪瓷板生产线,所述翻转机构包括底板、支杆、液压杆、翻转平台、丝杠滑轨结构和板夹紧结构,所述底板下部设有电机驱动的滚轮,所述滚轮与所述轨道配合安装;所述底板上安装有两个对称的支杆及两个对称的液压杆,所述支杆的端头与所述翻转平台转动连接,所述液压杆的端头固定连接在所述翻转平台上;所述翻转平台上安装有四个步进电机驱动的丝杠滑轨结构,四个丝杠滑轨结构两两一组对称分布在所述翻转平台上且运动方向相反;所述板夹紧结构包括两个对称设置的夹紧块,每个夹紧块安装在两个一组的丝杠滑轨结构上。
12.进一步地,所述的自动化搪瓷板生产线,所述重载挑杠机械手包括底座、回转座、大臂、小臂、前臂、手腕及挑杠机构,所述底座固装在地面上,所述回转座安装在所述底座上,所述回转座通过第一回转驱动电机提供回转驱动力;所述大臂一端通过第一回转关节与所述回转座相连,所述大臂另一端通过第二回转关节与所述小臂一端相连;所述第一回转关节通过回转驱动液压杆提供回转驱动力,所述第二回转关节通过第二回转驱动电机提供回转驱动力;所述前臂一端与所述小臂另一端连接,所述前臂通过所述小臂上的外置回转电机提供回转驱动力;所述手腕连接在所述前臂另一端,所述手腕上设有快换接头,所述挑杠机构通过所述快换接头与所述手腕连接;所述挑杠机构包括板体、两个电机丝杠副和挂钩槽,所述板体上设有两个对称的凹槽,所述电机丝杠副安装在所述凹槽处,所述挂钩槽设置在所述电机丝杠副上。
13.进一步地,所述的自动化搪瓷板生产线,所述喷漆线和烤漆线上安装有编码器,所述编码器用于测量和控制生产线速度,以使所述重载挑杠机械手进行定位测速挂装搪瓷原料板。
14.本发明的有益效果为:本发明能够实现自动化上料,减少了安全隐患,有效提高上料位置准确性和上料效率。
附图说明
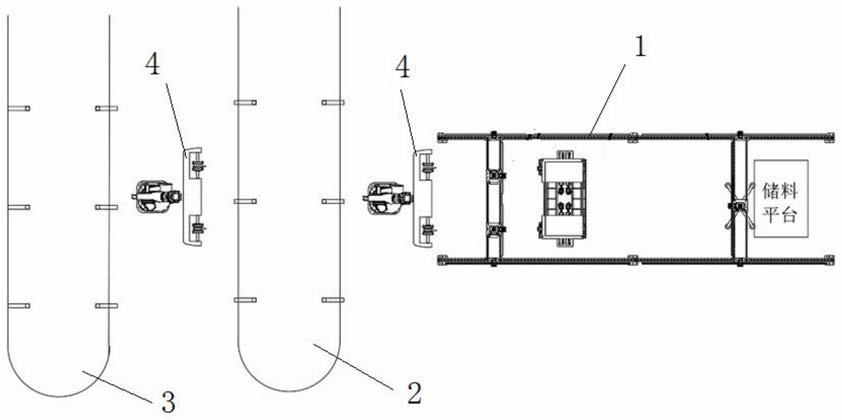
15.图1为自动化搪瓷板生产线示意图;
16.图2为上料装置示意图;
17.图3为桁架取料机构及桁架挂钩机构示意图;
18.图4为挂钩机械手结构图;
19.图5为翻转机构结构图;
20.图6为重载挑杠机械手结构图;
21.图7为挂钩结构图;
22.图8为四爪气动吸盘结构图。
具体实施方式
23.如图1
‑
8所示,一种自动化搪瓷板生产线,包括上料装置1、喷漆线2、烤漆线3和重载挑杠机械手4,所述上料装置1、喷漆线2及烤漆线3依次排列,重载挑杠机械手4分别布置在上料装置1与喷漆线2及喷漆线2与烤漆线3之间,所述上料装置1用于将搪瓷原料板从储料机构中取出,重载挑杠机械手4用于将搪瓷原料板进行转序。
24.所述上料装置1包括桁架取料机构5、桁架挂钩机构6和翻转机构7,所述桁架取料机构5和桁架挂钩机构6固定安装在地面上且连接在一起,所述桁架取料机构5和桁架挂钩机构6下方的地面上设有轨道,所述翻转机构7在所述轨道上滑动。
25.所述桁架取料机构5包括立柱8、y向滑轨一9、y向滑台一10、y向驱动电机一、x向滑轨一11、x向滑台一12、x向驱动电机一、丝杠结构一、z向驱动电机一、安装平台一和四爪气动吸盘13,四根立柱8固定安装在地面上,四根立柱8上安装有两条平行的y向滑轨一9,y向滑轨一9外侧安装有相同长度的齿条,每个y向滑轨一9上安装有y向滑台一10,y向滑台一10外侧安装有y向驱动电机一,y向驱动电机一上安装有齿轮与y向滑轨一9外侧的齿条啮合;两个y向滑台一10上安装有两个平行的x向滑轨一11,x向滑轨一11外侧安装有相同长度的齿条,两个x向滑轨一11上安装x向滑台一12,x向滑台一12单侧安装有x向驱动电机一,x向驱动电机一上安装有齿轮与x向滑轨一11外侧的齿条啮合;x向滑台一12上端安装有丝杠结构一,丝杠结构一上端安装有z向驱动电机一,x向滑台一12下端设有安装平台一,安装平台一上安装有四爪气动吸盘13。
26.所述桁架挂钩机构6包括立柱8、y向滑轨二14、y向滑台二15、y向驱动电机二、x向滑轨二16、x向滑台二17、x向驱动电机二、丝杠结构二、z向驱动电机二、安装平台二18和挂钩机械手,四根立柱8固定安装在地面上,其中两根立柱8与所述桁架取料机构5共用;四根立柱8上安装有两条平行的y向滑轨二14,y向滑轨二14外侧安装有相同长度的齿条,每个y向滑轨二14上安装有y向滑台二15,y向滑台二15外侧安装有y向驱动电机二,y向驱动电机
二上安装有齿轮与y向滑轨二14外侧的齿条啮合;两个y向滑台二15上安装有两个平行的x向滑轨二16,x向滑轨二16外侧安装有相同长度的齿条,两个x向滑轨二16上安装两个并列的x向滑台二17,x向滑台二17单侧安装有x向驱动电机二,x向驱动电机二上安装有齿轮与x向滑轨二16外侧的齿条啮合;x向滑台二17上端安装有丝杠结构二,丝杠结构二上端安装有z向驱动电机二,x向滑台二17下端设有安装平台二18,安装平台二18上安装有所述挂钩机械手;所述挂钩机械手包括挂钩电机19、夹爪滑块20和夹爪21,所述夹爪滑块20一端与挂钩电机19输出轴相连,所述夹爪滑块20另一端上安装有所述夹爪21;所述桁架挂钩机构6设有对射型光电传感器,用于辅助所述挂钩机械手定位对准搪瓷原料板上的孔洞以进行挂钩操作;所述挂钩一端为双向钩41,另一端为单向钩42;所述挂钩中间部分设有凸台43,所述夹爪21通过所述凸台43夹住所述挂钩。
27.所述翻转机构7包括底板22、支杆、液压杆23、翻转平台24、丝杠滑轨结构25和板夹紧结构26,所述底板22下部设有电机驱动的滚轮,所述滚轮与所述轨道配合安装;所述底板22上安装有两个对称的支杆及两个对称的液压杆23,所述支杆的端头与所述翻转平台24转动连接,所述液压杆23的端头固定连接在所述翻转平台24上;所述翻转平台24上安装有四个步进电机驱动的丝杠滑轨结构25,四个丝杠滑轨结构25两两一组对称分布在所述翻转平台24上且运动方向相反;所述板夹紧结构26包括两个对称设置的夹紧块,每个夹紧块安装在两个一组的丝杠滑轨结构25上。
28.所述重载挑杠机械手4包括底座27、回转座29、大臂31、小臂35、前臂36、手腕37及挑杠机构,所述底座27固装在地面上,所述回转座29转动连接安装在所述底座27上,所述回转座29通过第一回转驱动电机28提供回转驱动力;所述大臂31一端通过第一回转关节30与所述回转座29相连,所述大臂31另一端通过第二回转关节33与所述小臂35一端相连;所述第一回转关节30通过回转驱动液压杆32提供回转驱动力,所述第二回转关节33通过第二回转驱动电机34提供回转驱动力;所述前臂36一端与所述小臂35另一端连接,所述前臂36通过所述小臂35上的外置回转电机提供回转驱动力;所述手腕37连接在所述前臂36另一端,所述手腕37上设有快换接头,所述挑杠机构通过所述快换接头与所述手腕37连接;所述挑杠机构包括板体38、两个电机丝杠副39和挂钩槽40,所述板体38上设有两个对称的凹槽,所述电机丝杠副39安装在所述凹槽处,所述挂钩槽40设置在所述电机丝杠副39上。
29.所述喷漆线2和烤漆线3上安装有编码器,所述编码器用于测量和控制生产线速度,以使所述重载挑杠机械手4进行定位测速挂装搪瓷原料板。
30.上述自动化搪瓷板生产线工作过程如下:首先将桁架取料机构5上的四爪气动吸盘13移动到储料机构上端,利用四爪气动吸盘13将一片搪瓷原料板从储料机构中吸出;翻转机构7的翻转平台24保持水平移动到桁架取料机构5下,四爪气动吸盘13控制搪瓷原料板水平放置在板夹紧结构26上,四爪气动吸盘13脱离;翻转机构7沿着轨道移动至桁架挂钩机构6下,在移动过程中翻转机构7实现搪瓷原料板的竖起和夹紧对中;翻转平台24竖起后,桁架挂钩机构6的挂钩机械手夹持挂钩的凸台43,并分别对准搪瓷原料板的两个挂钩孔洞,将挂钩的单向钩42挂到搪瓷原料板上;上料装置1与喷漆线2之间的重载挑杠机械手4启动,将挂钩槽40移动到两个挂钩的位置,挂上挂钩的双向钩41的一侧;挂钩机械手与挂钩脱离,重载挑杠机械手4将搪瓷原料板挂装到喷漆线2上;喷漆线2与烤漆线3之间的重载挑杠机械手4,负责将喷漆后的搪瓷原料板挂装在烤漆线3上,完成一个工作过程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1