一种自动上料翻转的检测设备的制作方法
1.本发明涉及检测设备,尤其涉及一种自动上料翻转的检测设备。
背景技术:
2.针对部分产品,如苹果watch电芯成品在出厂前需要进行外观检测,以确保其外观品质;常规采用将产品放置在检测设备的检测台上,之后检测设备的摄像机对产品朝向摄像机的面进行拍摄,后续通过手动翻转产品,从而获得产品多个面的外观,上述过程需要手动放料和翻面,增加人工劳动强度,降低效率。
技术实现要素:
3.为了克服现有技术的不足,本发明的目的在于提供一种自动上料翻转的检测设备,其能实现机械化翻面和上料,以降低工人劳动强度,提高效率。
4.本发明的目的采用如下技术方案实现:
5.一种自动上料翻转的检测设备,包括:
6.上料工位;
7.送料装置,所述送料装置用于将产品输送至所述上料工位;
8.第一拾取结构,所述第一拾取结构用于拾取所述上料工位的产品;
9.摄像装置,所述摄像装置用于获取所述第一拾取结构所拾取的产品的外观图像;
10.第一旋转驱动装置,所述第一旋转驱动装置用于驱动所述第一拾取结构旋转,以调整产品朝向所述摄像装置的面的朝向,还可使所述第一拾取结构朝向所述上料工位;
11.位置调整装置,位置调整装置用于调整所述第一拾取结构和所述摄像装置的相对位置,以使所述摄像装置对产品进行对焦,还可使所述第一拾取结构靠近或远离所述上料工位。
12.进一步地,所述第一拾取结构的数量为至少两个;所述上料工位的数量有至少两个,至少两个所述上料工位与至少两个所述第一拾取结构一一对应;所述摄像装置的数量为至少两个,至少两个所述摄像装置与至少两个所述第一拾取结构一一对应。
13.进一步地,所述第一拾取结构包括吸嘴和防晃动结构;所述吸嘴用于吸附产品;所述防晃动结构用于与产品相抵以阻止产品相对所述吸嘴侧向晃动。
14.进一步地,所述防晃动结构还可相对所述吸嘴升降,所述第一拾取结构还包括弹性缓冲元件,所述弹性缓冲元件用于提供促使所述防晃动结构相对所述吸嘴下降的弹性应力。
15.进一步地,所述第一旋转驱动装置包括用于驱动所述第一拾取结构绕水平轴线旋转的第一电机和用于驱动所述第一拾取结构绕竖向轴线旋转的第二电机。
16.进一步地,所述位置调整装置包括第一z向驱动装置和双向驱动装置;所述第一z向驱动装置用于驱动所述第一拾取结构沿z向运动,并在沿z向运动时可靠近或远离所述上料工位;所述双向驱动装置用于驱动所述摄像装置分别沿x向和y向运动。
17.进一步地,还包括中转平台和升降驱动装置,所述上料工位设置在所述中转平台上,所述升降驱动装置用于驱动所述中转平台沿y向升降。
18.进一步地,所述中转平台上设置有吸附腔,所述上料工位上开设有吸附孔,所述吸附孔连通所述吸附腔和外部。
19.进一步地,还包括第二拾取结构、第二旋转驱动装置和第二z向驱动装置;所述第二拾取结构用于接收所述第一拾取结构拾取的产品;所述第二旋转驱动装置用于驱动所述第二拾取结构旋转,以调整产品朝向所述摄像装置的面的朝向,还可使所述第二拾取结构朝向所述第一拾取结构;所述第二z向驱动装置用于驱动所述第二拾取结构沿z向运动;所述第一旋转驱动装置还用于使所述第一拾取结构朝向所述第二拾取结构。
20.进一步地,还包括合格工位、残次工位、输出装置;所述输出装置用于将所述第二拾取结构拾取的产品输送至所述合格工位或所述残次工位。
21.相比现有技术,本发明的有益效果在于:
22.本发明通过设置送料装置、上料工位、第一拾取结构、第一旋转驱动装置、位置调整装置和摄像装置,这样,送料装置将产品输送至上料工位,第一旋转驱动装置和位置调整装置配合使第一拾取结构朝向并靠近上料工位的产品,如此,第一拾取结构能够拾取产品,实现机械上料,之后在第一旋转驱动装置和位置调整装置的配合下,可实现机械化翻转产品朝向摄像装置的面,之后进行产品多个面外观的拍照,由此,降低工人劳动强度,提高效率。
附图说明
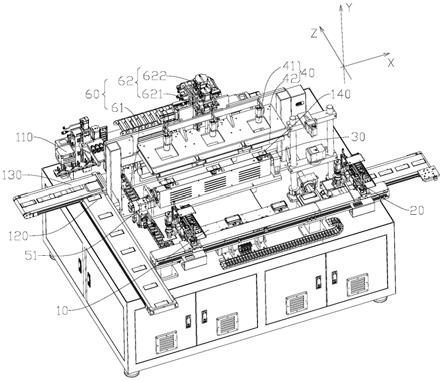
23.图1为本发明自动上料翻转的检测设备的结构示意图;
24.图2为本发明第一拾取结构、第一旋转驱动装置、位置调整装置、第二拾取结构、第二旋转驱动装置和第二z向驱动装置的结构示意图;
25.图3为本发明第一拾取结构、第一旋转驱动装置、第一z向驱动装置、第二拾取结构、第二旋转驱动装置和第二z向驱动装置的结构示意图;
26.图4为本发明图3的局部a的结构放大图;
27.图5为本发明第一拾取结构的结构示意图;
28.图6为本发明中转平台和升降驱动装置的结构示意图。
29.图中:10、中转平台;11、上料工位;12、吸附孔;20、送料装置;30、第一拾取结构;31、吸嘴;32、防晃动结构;33、弹性缓冲元件;34、安装座;40、摄像装置;41、摄像头;42、光源组件;50、第一旋转驱动装置;51、第一电机;52、第二电机;60、位置调整装置;61、第一z向驱动装置;62、双向驱动装置;621、y向驱动装置;622、x向驱动装置;70、升降驱动装置;80、第二拾取结构;90、第二旋转驱动装置;100、第二z向驱动装置;110、输出装置;120、残次工位;130、合格工位;140、产品。
具体实施方式
30.请参看图1至图6,本发明公开了一种自动上料翻转的检测设备,包括上料工位11、送料装置20、第一拾取结构30、摄像装置40、第一旋转驱动装置50和位置调整装置60,其中:
31.送料装置20用于将产品140输送至上料工位11;
32.第一拾取结构30用于拾取上料工位11的产品140;
33.摄像装置40用于获取第一拾取结构30所拾取的产品140的外观图像;
34.第一旋转驱动装置50用于驱动第一拾取结构30旋转,以调整产品140朝向摄像装置40的面的朝向,还可使第一拾取结构30朝向上料工位11;
35.位置调整装置60用于调整第一拾取结构30和摄像装置40的相对位置,以使摄像装置40对产品140进行对焦,还可使第一拾取结构30靠近或远离上料工位11。
36.在上述结构的基础上,使用时,送料装置20将产品140输送至上料工位11,位置调整装置60带动第一拾取结构30靠近上料工位11,第一旋转驱动装置50带动第一拾取结构30朝向上料工位11正上方,这,拾取结构能够拾取产品140,完成产品140的自动上料;之后,第一旋转驱动装置50将产品140需检测的面朝向摄像装置40,再通过位置调整装置60调整摄像装置40与产品140的相对位置,从而实现摄像装置40的对焦,以对产品140进行拍照,之后第一旋转驱动装置50调整产品140朝向摄像装置40的面,再通过位置调整装置60进行重新对焦,由此,实现产品140的自动化翻面,之后即可获得产品140多面的外观图像;由上,降低工人劳动强度,提高效率。
37.本实施例中,第一拾取结构30的数量为至少两个;上料工位11的数量有至少两个,至少两个上料工位11与至少两个第一拾取结构30一一对应;摄像装置40的数量为至少两个,至少两个摄像装置40与至少两个第一拾取结构30一一对应;这样,可同步进行多个产品140的拍摄,提高效率。
38.上述的送料装置20可采用输送带输送装置和吸盘机械手的配合,输送带输送装置输送产品140,吸盘机械手将输送的产品140移送至上料工位11;上述的输出装置110可为机械手。
39.上述的摄像装置40包括摄像头41和光源组件42,摄像头41位于拾取结构上方并朝下设置,光源组件42用于朝产品140发射光线。
40.上述的第一拾取结构30可采用夹具或者夹紧机构等等,本发明中,优选地,拾取结构包括吸嘴31,吸嘴31可通过软管与外部抽气机连通,并在外部抽气机作用下实现内部负压,从而吸附产品140,此时,吸嘴31仅吸附产品140的一个面,而不对产品140其它面造成遮挡,从而能够尽可能地对产品140的多个面进行拍摄。
41.由于吸嘴31多采用软胶材料支撑,导致在吸附产品140后,产品140可相对其侧向倾斜晃动,因此,本实施例的第一拾取结构30还包括防晃动结构32;防晃动结构32用于与被吸嘴31吸附的产品140相抵碰,以阻止产品140相对吸嘴31侧向晃动,以使后续产品140移动更稳定。
42.本实施例中防晃动结构32具有用于与产品140相抵碰的防晃动面,防晃动面环绕于吸嘴31外,这样,防晃动面对产品140环绕于吸嘴31的部分实现全面抵碰。
43.本防晃动吸附装置包括安装座34,吸嘴31和防晃动结构32均设置在安装座34上,这样,将吸嘴31和防晃动结构32组装一起,防丢失,且利于整体移动。
44.本实施例中吸嘴31在吸附产品140时,吸嘴31被压缩,此时防晃动结构32向下按压产品140,为了避免电芯等产品140受压过度爆炸,第一拾取结构30还包括弹性缓冲元件33,防晃动结构32可相对吸嘴31升降;弹性缓冲元件33用于提供促使防晃动结构32向下运动的弹性应力;这样,在防晃动结构32抵压到产品140并存在继续向下运动趋势时,防晃动结构
32能够被产品140向上推,从而避免对产品140过度挤压,此时,缓冲弹性件能够提供防晃动结构32向下运动的力,从而使防晃动结构32和产品140保持抵接。
45.具体地,弹性缓冲元件33分别抵在安装座34和防晃动结构32上,或者,弹性缓冲元件33分别抵在防晃动结构32和吸嘴31上;弹性缓冲元件33可为弹簧、弹力片等等。
46.本实施例中,第一旋转驱动装置50包括用于驱动第一拾取结构30绕水平轴线旋转的第一电机51和用于驱动第一拾取结构30绕竖向轴线旋转的第二电机52;这样,实现第一拾取结构30上产品140竖向以及水平方向的360
°
旋转,调整范围广,从而可对产品140除了被拾取面的其它面的拍摄;再者,通过第一电机51带动第一拾取结构30绕水平轴线旋转,可使第一拾取结构30朝向上料工位11;即,通过第一电机51和第二电机52的结合,即可同步实现产品140的翻面以及朝向上料工位11。
47.本实施例的位置调整装置60包括第一z向驱动装置61和双向驱动装置62;第一z向驱动装置61用于驱动第一拾取结构30沿z向运动,并在沿z向运动时可靠近或远离上料工位11;这样,可使第一拾取结构30靠近或远离上料工位11,同时,在第一拾取结构30沿z向运动时,还可调整第一拾取结构30相对摄像装置40在z向上的相对位置;再配合双向驱动装置62用于驱动摄像装置40分别沿x向和y向运动,由此,实现摄像装置40和第一拾取结构30分别在x、y和z三向上的相对位置,实现摄像装置40对焦,上述可同时进行驱动摄像装置40和第一拾取结构30的移动,提高效率。
48.具体地,双向驱动装置62包括用于驱动摄像装置40沿y向运动的y向驱动装置621和用于驱动摄像装置40沿x向运动的x向驱动装置622;y向驱动装置621和x向驱动装置622均可为气缸或者电机与丝杆配合的结构。
49.上述由于第一拾取结构30仅做旋转和z向的运动,为避免第一拾取结构30与上料工位11在y向上的距离过远,而不利于拾取,本自动上料翻转的检测设备还包括中转平台10和升降驱动装置70,上料工位11设置在中转平台10上,升降驱动装置70用于驱动中转平台10沿y向升降,如此,可使中转平台10靠近第一拾取结构30;再者,在第一拾取结构30包括用于吸附产品140的吸嘴31时,通过中转平台10上升,还能实现吸嘴31与产品140的贴合,从而确保产品140能够被吸嘴31稳定吸附。
50.上述的升降驱动装置70可为但不仅限于现有的气缸、电机和丝杆配合的结构。
51.本实施例中,中转平台10上设置有吸附腔,上料工位11上开设有吸附孔12,吸附孔12连通吸附腔和外部,这样,产品140放置在吸附孔12上,通过外部设备实现吸附腔和吸附孔12的负压,从而可避免产品140偏转或掉落,以确保后续更稳定进行拾取。
52.本自动上料翻转的检测设备第二拾取结构80、第二旋转驱动装置90和第二z向驱动装置100;第二拾取结构80用于接收第一拾取结构30拾取的产品140;第二旋转驱动装置90用于驱动第二拾取结构80旋转,以调整产品140朝向摄像装置40的面的朝向,还可使第二拾取结构80朝向第一拾取结构30;第二z向驱动装置100用于驱动第二拾取结构80沿z向运动;第一旋转驱动装置50还用于使第一拾取结构30朝向第二拾取结构80。
53.在上述结构基础上,第一拾取结构30拾取产品140,通过第一旋转驱动装置50和第二旋转驱动装置90使两个第一拾取结构30和第二拾取结构80朝向彼此,并通过第一z向驱动装置61和第二z向驱动装置100使两个第一拾取结构30和第二拾取结构80彼此靠近至一定位置时,第二拾取结构80能够拾取第一拾取结构30所抓取产品140,从而使产品140原本
朝向其中第一拾取结构30的面得以暴露出来,此处需要说明地是,产品140的面得以暴露出来是指产品140的面不朝向第二拾取结构80,即,不受到第二拾取结构80的遮挡;由上,实现产品140的翻面抓取,无需手动进行翻面;之后,在第二旋转驱动装置90的作用下,可将新暴露出来的外观图像朝向摄像装置40,并配合第二z向驱动装置100和双向驱动装置62实现摄像装置40的重新对焦,即可实现自动化获取产品140新暴露出来面的外观图像,由上可知,在实现摄像装置40分别与第一拾取结构30和第二拾取结构80上的产品140在x向和y向上进行移动以对焦时,仅需一个双向驱动装置62,简化结构,且进一步降低人工劳动强度。
54.本自动上料翻转的检测设备还包括合格工位130、残次工位120、输出装置110;输出装置110用于将第二拾取结构80拾取的产品140输送至合格工位130或残次工位120,这样,在获取产品140外观,并对产品140品质进行判断后,可将合格的产品140移送至合格工位130,并将残次的产品140移送至残次工位120,进行产品140的自动分类,进一步降低劳动强度。
55.上述的第二拾取结构80、第二旋转驱动装置90和第二z向驱动装置100可对应采用与上述的第一拾取结构30、第一旋转驱动装置50和第一z向驱动装置61相同的结构,第一z向驱动装置61可为气缸。
56.上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1