多卷布拉布机的制作方法
1.本发明涉及拉布机械领域,特别涉及多卷布拉布机。
背景技术:
2.现有的拉布机为单层送料,一次只能铺一卷布,多卷布料无法应用现有的拉布机进行同时铺布,只能人工作业,造成工作效率低,铺布质量差。
3.在先中国专利cn103318691b公开了一种双卷拉布机,其只能实现双卷布料铺布,满足一定使用需要,但是对于布卷重及大的双卷以上布料还是无法同时铺布。这是本技术需要着重改善的地方。
技术实现要素:
4.本发明所要解决的技术问题是要提供一种多卷布拉布机,同时进行多卷布料的铺布。
5.为了解决以上的技术问题,本发明提供了一种多卷布拉布机,包括铺床、主机、滑设在铺床上的机械手夹布组件,贯穿设在铺床下的多个卷筒布料支撑组件,所述卷筒布料支撑组件依次阵列分布设置在主机的一侧实现多卷筒布料送布,每个卷筒布料支撑组件包括活动机架单元、固定机架单元、纠偏单元及涨力摆臂单元,所述活动机架单元滑设在固定机架单元上,所述纠偏单元通过一固定板设在铺床上并位于活动机架单元的前下方,所述涨力摆臂单元通过一支撑板设在活动机架单元的前方,每个卷筒布料支撑组件的布料由活动机架单元的马达驱动辊轴输出,通过涨力摆臂单元的布料涨力调节和纠偏单元的左右调整,至主机前方的切布组件,滑设在铺床上的机械手夹布组件与切布组件配合,切断设定长度的布料,并转移到铺床上。
6.所述涨力摆臂单元包括摆臂、摆臂活动杆、松紧调节模块和大小齿轮,所述摆臂活动杆的两端通过两轴承座固设在支撑板上,在支撑板外侧面设有一松紧调节模块固定座,松紧调节模块固设在松紧调节模块固定座,在松紧调节模块的伸出轴端设有小齿轮,小齿轮与大齿轮啮合,大齿轮装在摆臂活动杆的一伸出轴端,摆臂杆的两端分别连接摆臂的一端,摆臂的另一端固设在摆臂活动杆上带动摆臂活动杆转动。
7.所述松紧调节模块包括一旋转传感器,旋转传感器接收小齿轮的转动数据,转换成电压输出到plc控制模块。
8.所述固定机架单元包括纠偏马达及其输出齿轮,两侧固定支架间设有两根平行的支撑管,两根支撑管的中部设有马达固定座支撑板,纠偏马达通过一纠偏马达固定座固设在马达固定座支撑板上,纠偏马达的伸出轴端固设一输出齿轮,输出齿轮与活动机架单元的齿条啮合,行程限位开关通过一固定板装在支撑管的内侧面。
9.所述活动机架单元是在两根平行支架上设有v字型托架,两v字型托架之间设有穿入卷筒布料的辊轴,一侧v字型托架的外侧面设有马达,马达转轴上固定有大齿轮,大齿轮与辊轴上的小齿轮啮合,辊轴转动带动卷筒布料送布,辊轴两头有端塞。
10.所述纠偏单元在两固定板间设有对边电眼管,对边电眼管上轴装有对边电眼固定座,纠偏模块通过对边电眼板固设在对边电眼固定座上。
11.所述纠偏模块包括对左右布料边缘进行照射的两个光电传感器,两个光电传感器实时反馈信号至plc控制模块,plc控制模块发出指令到纠偏马达,纠偏马达带动输出齿轮旋转,活动机架单元中的平行支架齿条移动,带动整个活动支架单元移动,从而带动卷筒布料移动完成左右调整纠偏,纠偏步骤如下:s1:两个光电传感器照射为off时,即无布料照射时,plc控制模块接收光电传感器的off信号,判断布料偏移当前位置右侧,plc控制模块发出指令给到纠偏马达,纠偏马达顺时针旋转,纠偏马达旋转带动其输出齿轮一起旋转,输出齿轮与平行支架齿条啮合,带动整个活动支架单元向左移动,进而带动卷筒布料向左移动,纠正偏移的位置;或s2:两个光电传感器照射为on时,即有布料照射时,plc控制模块接收光电传感器的on信号,判断布料偏移当前位置左侧,plc控制模块发出指令给到纠偏马达,纠偏马达逆时针旋转,纠偏马达旋转带动其输出齿轮一起旋转,输出齿轮与平行支架齿条啮合,带动整个活动支架单元向右移动,从而带动卷筒布料向右移动,纠正偏移的位置;或s3:两个光电传感器照射为1on1off时,即单边光电传感器有布料照射时,plc控制模块接收光电传感器的1on1off信号,判断布料无偏移,plc控制模块对纠偏马达无任何旋转和动作指令。
12.所述切布组件位于主机的前方,并架设于主机体上,在左右切刀壁之间设有导布板,导布板的上方设有下压板,下压板上均匀布设多个气缸,气缸通过连接方管固设于左右切刀壁之间;导布板及下压板的尾端均设有与机械手夹布组件的夹布板前端的锯齿部相互配合使用的锯齿部。
13.所述导布板的前方设有一切刀行走组件,切刀行走组件包括一导轨,在导轨的下方滑设有切刀组件,导轨通过螺丝固设在左右切刀壁之间的伸出端。
14.所述切布组件的下方设有压布组件,包括一压布杆,压布杆两端分别连接有竖直设置的压布气缸,压布气缸通过固定板固设于左右切刀壁上。
15.所述机械手夹布组件,在铺床两侧设有支撑壁,支撑壁内侧面分别设有通过马达驱动的链条传动模块和竖直设置的导轨,链条传动模块的侧面设有一升降板,升降板的前侧面设有一夹布模块,升降板的外侧面设有多个导轮与导轨相配合;夹布模块包括一截面呈l形的槽架,槽架的内侧面设有若干个夹布气缸,夹布气缸一端连接有一夹布板,夹布气缸控制夹布板与槽架下端的内侧面张开或闭合,夹布板前端设有若干个锯齿部,槽架两端外侧面设有与升降板连接的手臂。
16.扫滚风固定板固设在机械手夹布组件手臂上,扫滚风固定板上设有一气缸,气缸伸出轴端设有扫滚风活动板,扫滚风活动板另一端连接有扫滚风滚轮。
17.本发明的优越功效在于:1)能够同时自动进行多卷布料的铺布,极大提高了工作效率,并且实现单卷自动对边纠偏提高了铺布质量;2)采用机械手夹布组件进行单拉叠布,定位准确、精度高,叠布整齐,能有效控制好布两端的整齐度,提高裁布的精确度;3)有效解决布幅宽、布卷重的布料使用铺布机自动铺布的技术问题,设备利用率
高,有效满足工厂的使用需求。
附图说明
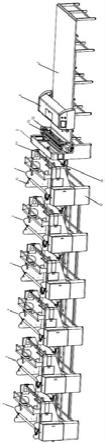
18.构成本技术的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:图1为本发明实施例的轴测图;图2为图1的侧视图;图3为本发明实施例装有卷筒布料的结构示意图;图4为本发明实施例的第一个卷筒布料支撑组件与主机、铺床的结构示意图;图5为本发明实施例主机的结构示意图;图6为本发明实施例卷筒布料支撑组件的涨力摆臂单元的结构示意图;图7为本发明实施例卷筒布料支撑组件的纠偏单元的结构示意图;图8为本发明实施例卷筒布料支撑组件的固定支架单元的结构示意图;图9为本发明实施例卷筒布料支撑组件的活动支架单元的结构示意图;图10为本发明实施例切布组件的结构示意图;图11为本发明实施例机械手夹布组件的结构示意图;图中标号说明1— 铺床;2— 主机;11
‑
齿条;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12—导轨;21—切布组件;211
‑
导布板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
212—锯齿部;213—右切刀壁;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
214—左切刀壁;215—下压板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
216—气缸;217—连接方管;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
218—切刀行走组件;219—切刀组件;22—压布组件;221—压布杆;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
222—压布气缸;223—压布固定板;3—机械手夹布组件;31—支撑臂;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32—马达;33—链条传动模块;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
34—导轨;35—升降板;36—夹布模块;361—槽架;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
362—夹布气缸;363—夹布板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
364—手臂;37—导轮;38—扫滚风模块;381—扫滚风固定板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
382—气缸;
383—扫滚风活动板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
384—扫滚风滚轮;4—卷筒布料支撑组件;41—活动支架单元;411—平行支架;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
412—v字型托架;413—辊轴;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
414—马达;415—小齿轮;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
416—大齿轮;417—端塞;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
418—支撑滚轮臂;419—支撑滚轮;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
420—齿条;42—固定支架单元;421—固定支架;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
422—支撑管;423—齿轮;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
424—纠偏马达固定座;425—纠偏马达固定座支撑板;
ꢀꢀꢀ
426—纠偏马达;427—行程限位开关;43—纠偏单元;431—固定板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
432—纠偏模块;433—对边电眼板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
434—对边电眼固定板;435—对边电眼管;44—涨力摆臂单元;441—支撑板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
442—摆臂杆;443—摆臂;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
444—摆臂活动杆;445—松紧调节模块固定座;
ꢀꢀꢀꢀꢀ
446—松紧调节模块;447—小齿轮;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
448—大齿轮;5—卷筒布料。
具体实施方式
19.以下结合附图对本发明的实施例进行详细说明。
20.如图1
‑
图5所示,本发明提供了一种多卷布拉布机,包括铺床1、主机2、滑设在铺床1上的机械手夹布组件3,贯穿设在铺床1下的多个卷筒布料支撑组件4,本实施例中卷筒布料支撑组件4共有六个,依次阵列分布设置在主机2的一侧实现多卷筒布料送布,每个卷筒布料支撑组件4的送布都是独立的,每个卷筒布料支撑组件4均包括活动机架单元41、固定机架单元42、纠偏单元43及涨力摆臂单元44,所述活动机架单元41滑设在固定机架单元42上,所述纠偏单元43通过固定板431设在铺床1上并位于活动机架单元41的前下方,所述涨力摆臂单元44通过支撑板441设在活动机架单元41的前方,每个卷筒布料支撑组件4的卷筒布料5由活动机架单元41的马达414驱动辊轴413输出,通过涨力摆臂单元44的布料涨力调节和纠偏单元43的左右调整,至主机2前方的切布组件21,滑设在铺床1上的机械手夹布组件3与切布组件21配合,切断设定长度的卷筒布料5,并转移到铺床1上。
21.如图6所示,所述涨力摆臂单元44包括摆臂443、摆臂活动杆444、松紧调节模块446、小齿轮447和大齿轮448,摆臂活动杆444的两端通过两轴承座固设在支撑板441上,在支撑板441外侧面设有松紧调节模块固定座445,松紧调节模块446固设在松紧调节模块固
定座445,在松紧调节模块446的伸出轴端设有小齿轮447,小齿轮447与大齿轮448啮合,大齿轮448装在摆臂活动杆444的一伸出轴端,摆臂杆442的两端分别连接摆臂443的一端,摆臂443的另一端固设在摆臂活动杆444上,带动摆臂活动杆444转动。
22.所述松紧调节模块446包括一旋转传感器,旋转传感器接收小齿轮447的转动数据,转换成电压输出到plc控制模块。
23.本实施例涨力摆臂单元44的布料涨力调节原理:机械手夹布组件3夹布向前拖动卷筒布料5时,卷筒布料5表层因向前拖动产生涨力变化,当布料涨力大于摆臂杆442的重量时,卷筒布料5使摆臂杆442抬高上升,摆臂422的重量由配重块的杠杆原理,向前增加重量,向后减轻重量使摆臂杆442的重量适用于不同的布料涨力调节。
24.摆臂杆442做抬高上升动作时,与其连接的摆臂443同时做出一个圆弧运动,最终通过小齿轮447、大齿轮448的啮合动作反馈给松紧调节模块446,得到一个当前旋转角度的电信号,把这个电信号反馈至plc控制模块,进行pid控制,持续输出脉冲给活动支架单元41的马达414控制的变频器(如图9所示),变频器输出马达414的工作方向和速度,马达414旋转经过小齿轮415、大齿轮416啮合传动最终使卷筒布料5旋转送出布料,旋转的速度配合摆臂杆442的高度,从而避免布料被过度的拉伸。
25.其中:pid关系式为:“松紧调节模块446的初始值~最大值”对应“控制范围0~60hz”,对应“马达414的0速度~最高速度”。
26.如图8所示,所述固定机架单元42包括纠偏马达426及其输出齿轮423,两侧固定支架421间设有两根平行的支撑管422,两根支撑管422的中部设有纠偏马达固定座支撑板425,纠偏马达426通过纠偏马达固定座424固设在纠偏马达固定座支撑板425上,纠偏马达426的伸出轴端固设一输出齿轮423,输出齿轮423与活动机架单元41的齿条420啮合,行程限位开关427通过固定板装在支撑管422的内侧面,防止活动机架单元41超出移动范围。
27.如图9所示,所述活动机架单元41是在两根平行支架411上设有v字型托架412,两v字型托架412之间设有穿入卷筒布料5的辊轴413,一侧v字型托架412的外侧面设有马达413,马达414转轴上固定有大齿轮416,大齿轮416与辊轴413上的小齿轮415啮合,辊轴413转动带动卷筒布料5送布,辊轴413两头有端塞417。支撑滚轮臂418通过螺丝固设在v字型托架412上,支撑滚轮419通过支撑滚轮轴固设在支撑滚轮臂418上,齿条420焊接在平行支架411上。
28.如图7所示,所述纠偏单元43在两固定板431间设有对边电眼管435,对边电眼管435上轴装有对边电眼固定座434,纠偏模块432通过对边电眼板433固设在对边电眼固定座434上。
29.所述纠偏模块432包括对左右布料边缘进行照射的两个光电传感器,两个光电传感器实时反馈信号至plc控制模块,plc控制模块发出指令到纠偏马达426,纠偏马达426带动输出齿轮423旋转,活动机架单元41中的平行支架齿条420移动,带动整个活动支架单元41移动,从而带动卷筒布料5移动完成左右调整纠偏,纠偏步骤如下:s1:两个光电传感器照射为off时,即无布料照射时,plc控制模块接收光电传感器的off信号,判断卷筒布料5偏移当前位置右侧,plc控制模块发出指令给到纠偏马达426,纠偏马达426顺时针旋转,纠偏马达426旋转带动其输出齿轮423一起旋转,输出齿轮423与齿条420啮合,带动整个活动支架单元41向左移动,进而带动卷筒布料5向左移动,纠正偏移的
位置;或s2:两个光电传感器照射为on时,即有布料照射时,plc控制模块接收光电传感器的on信号,判断卷筒布料5偏移当前位置左侧,plc控制模块发出指令给到纠偏马达426,纠偏马达426逆时针旋转,纠偏马达426旋转带动其输出齿轮423一起旋转,输出齿轮423与齿条420啮合,带动整个活动支架单元41向右移动,从而带动卷筒布料5向右移动,纠正偏移的位置;或s3:两个光电传感器照射为1on1off时,即单边光电传感器有布料照射时,plc控制模块接收光电传感器的1on1off信号,判断卷筒布料5无偏移,plc控制模块对纠偏马达426无任何旋转和动作指令。
30.如图10所示,所述切布组件21位于主机2的前方,并架设于主机体上,在左切刀壁214和右切刀壁213之间设有导布板211,导布板211的上方设有下压板215,下压板215上均匀布设多个气缸216,气缸216通过连接方管217固设于左切刀壁214和右切刀壁213之间;导布板211及下压板215的尾端均设有与机械手夹布组件3的夹布板363前端的锯齿部相互配合使用的锯齿部212。
31.如图10所示,所述导布板211的前方设有切刀行走组件218,切刀行走组件218包括一导轨,在导轨的下方滑设有切刀组件219,导轨通过螺丝固设在左切刀壁214和右切刀壁213之间的伸出端。
32.如图5所示,所述切布组件21的下方设有压布组件22,包括压布杆221,压布杆221两端分别连接有竖直设置的压布气缸222,压布气缸222通过固定板固设于左右切刀壁上。
33.如图11所示,所述机械手夹布组件3,在铺床1两侧设有支撑壁31,支撑壁31内侧面分别设有通过马达32驱动的链条传动模块33和竖直设置的导轨34,链条传动模块33的侧面设有升降板35,升降板35的前侧面设有夹布模块36,升降板35的外侧面设有多个导轮37与导轨34相配合;夹布模块36包括截面呈l型的槽架361,槽架361的内侧面设有若干个夹布气缸362,夹布气缸362一端连接有夹布板363,夹布气缸362控制夹布板363与槽架361下端的内侧面张开或闭合,夹布板363前端设有若干个锯齿部,槽架361两端外侧面设有与升降板35连接的手臂354。机械手夹布组件3进行单拉叠布,叠布整齐,有效控制布料两端的整齐度,提高裁布的精确度。
34.扫滚风固定板381固设在机械手夹布组件手臂354上,扫滚风固定板381上设有气缸382,气缸382伸出轴端设有扫滚风活动板383,扫滚风活动板383另一端连接有扫滚风滚轮384。
35.以上所述仅为本发明的优先实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1