全规格箱皮防差错检测系统及方法与流程
1.本发明涉及烟草行业,特别是涉及一种基于动态解码及热图扫描技术的装箱机全规格箱皮防差错检测系统及方法。
背景技术:
2.近年来,国家烟草专卖局着力推进烟草行业“资源节约型,环境友好型”企业建设。我厂箱皮品牌规格众多,且有部分箱装用材料采用二次再利用产品,在来料使用过程中经常发现有箱皮混装现象,如果将非生产品牌箱皮使用,则会造成严重质量事故;而且不同品牌、规格、材质的箱皮,条码位置不确定,传统意义上的扫码检测很难做到全覆盖扫描,需进行多检测器及位置调整才能够实现错品牌防护,箱皮切换后调整调试繁琐,效果差。
3.目前车间箱皮使用前采用人工筛选的方式,检测效率低,且易出现漏检现象。
4.部分卷烟厂在装箱机的设备产品中利用扫码器进行标识码扫描并对比进行牌号判断,但是有以下局限性:
5.1、在更换品牌时需要进行序列号重新录入,操作繁琐;
6.2、需使用独立的工控机,占用空间,不适宜现场使用;
7.3、只能扫描条形码,对于使用二维码的箱皮无法满足需求;
8.4、只能适用于条码位置固定的箱皮材料,当更换其他规格箱皮时,需重新调整检测位置甚至需更多个检测才能完成。
9.本技术旨在提高箱皮混用检测效率及准确率,提升产品质量形象,防止严重质量事故的发生。
技术实现要素:
10.为解决上述问题,本技术提供一种基于动态解码及热图扫描技术的装箱机全规格箱皮防差错检测系统及方法,实现对全规格装箱机箱皮进行实时监测,可以适用于各种材质及条码位置的箱皮产品,实现免维护、免调整的防差错检测。
11.本发明解决其技术问题所采用的技术方案为:
12.全规格箱皮防差错检测系统,包括
13.装箱机及扫码装置;
14.所述装箱机包括进出料装置、胶带封口装置、电控柜与工控机;
15.所述进出料装置包括设置于装箱机左右两侧的条烟进料通道和封箱出料通道,其还包括设置于电控柜上方的箱皮进料转盘;
16.所述电控柜与工控机分设于所述装箱机前后两侧,所述胶带封口装置设置于封箱出料通道前端;
17.所述扫码装置通过“门”型检测支架高度可调的安装在装箱机上方;
18.所述扫码装置通过线路与电控柜连接,并通过数据线与工控机连接;
19.所述工控机通信连接有交互界面,所述电控柜通信连接有声光报警装置;
20.所述扫码装置包括与工控机通信连接的in1输入端、in2输入端、b1
‑
out输出端,与电控柜通信连接的输入/输出公共端,以及外接电源端;
21.其中,in1输入端用于单周期内动态多帧解码信号的触发,in2输入端用于初次标识码学习信号的触发,b1
‑
out输出端用于解码判定信号的输出。
22.进一步地,所述检测支架采用铝型材制成,其高度可调节。
23.进一步地,所述扫码装置为安装于所述箱皮进料转盘上方1200mm处的智能扫码器。
24.进一步地,所述扫码装置的图像采集间隔为200ms。
25.进一步地,所述条烟进料通道为皮带传送通道,所述封箱出料通道为滚轴传送通道。
26.进一步地,所述封箱出料通道上方设置有喷码器。
27.本发明目的还在于提供一种全规格箱皮防差错检测方法,其包括:
28.s1,设备安装
29.通过检测支架将扫码装置固定在装箱机上方适当高度处;
30.s2,线路连接
31.将扫码装置的各功能端口与工控机和电控柜通信连接,并连接电源;
32.s3,设备调试
33.进行扫码装置各功能端口的功能调试及焦点矫正、图像采集时间间隔的设置,通过工控机plc控制器控制扫码装置的输入并接收其输出信号,其中in1输入端用于单周期内动态多帧解码信号的触发,in2输入端用于初次标识码学习信号的触发,b1
‑
out输出端用于解码判定信号的输出;
34.通过交互界面的多牌号识读/切换按钮,进行箱皮牌号与条码的初次学习;
35.进行声光报警装置与关/停机信号的调试;
36.s4,防差错检测
37.所述进出料装置启动;
38.由工控机plc控制器控制所述扫码装置进入工作状态,对下方经由箱皮进料转盘输送的箱皮进行单周期内动态多帧扫码解码判定,并通过b1
‑
out输出端输出解码判定信号:
39.当无牌号混用差错时,声光报警装置绿灯亮起;
40.当出现牌号混用差错时,声光报警装置红灯亮起,进行声光报警,设备停机;
41.当需要切换检测牌号时,通过交互界面进行牌号切换;
42.s5,封口与出料
43.经检测无差错的箱皮输送至封箱机内,通过封箱机完成折叠封口操作,在所述封箱出料通道上喷码并送出。
44.本发明带来的有益效果有:
45.本技术通过智能扫码器,基于动态解码及热图扫描技术,可实现对全规格装箱机箱皮牌号的实时监测,可以适用于各种材质及条码位置的箱皮产品,不需要调整箱皮位置/角度或限定条码位置,实现检测系统免维护、免调整,一经安装运行即可长期使用;
46.利用yp11装箱机工控机自动触发箱皮检测信号,可实现一维码、二位码、多码并发
拍摄实时解码判别等功能,实现高兼容性、高准确性系统判别;
47.利用yp11装箱机操作显示屏优化交互界面,增设牌号预设/切换按钮,可快速实现品牌预设与切换,简单易操作,无须外加工控机,节省空间和改装成本。
附图说明
48.下面结合附图及具体实施例对本发明作进一步说明,
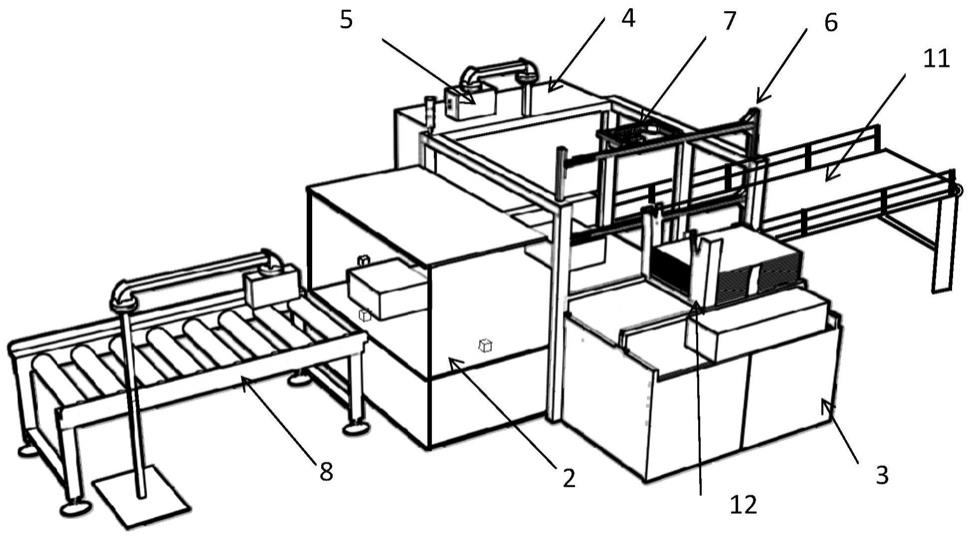
49.图1为本技术的全规格箱皮防差错检测系统结构示意图;
50.图2为附图1的扫码装置电气连接结构示意图;
51.图3为本技术的全规格箱皮防差错检测方法流程示意图。
具体实施方式
52.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
53.实施例1
54.参照图1~2,全规格箱皮防差错检测系统,包括
55.装箱机及扫码装置7;
56.所述装箱机为yp11型装箱机,包括进出料装置、胶带封口装置2、电控柜3与工控机4。
57.所述进出料装置包括设置于装箱机左右两侧的条烟进料通道11和封箱出料通道8,其中,条烟进料通道11为皮带传送通道,封箱出料通道8为滚轴传送通道,分别用于输送条烟与封装好的烟箱;该进出料装置还包括设置于电控柜3上方的箱皮进料转盘12,用于待封装箱皮的输送,箱皮进料转盘12上规则堆叠有若干箱皮,通过链式驱动的方式将下方箱皮输送至装箱工位,并利用负压使箱皮矫正折叠成型;本技术的箱皮防差错检测即发生在箱皮由箱皮进料转盘12输送至装箱工位的过程中,可实现对全规格装箱机箱皮牌号的实时监测,适用于各种材质及条码位置的箱皮产品而无需特殊调整。
58.所述电控柜3与工控机4分设于装箱机的前后两侧,所述胶带封口装置2设置于封箱出料通道8前端,封箱出料通道8上方还设置有现有设备喷码器。
59.上述扫码装置7为安装于箱皮进料转盘12上方1200mm处的智能扫码器,具体的通过“门”型检测支架6纵向高度可调节的安装在装箱机上方,便于调试图像采集焦距,检测支架6采用铝型材制成。扫码装置7安装好后,将其通过线路与电控柜3连接,并通过数据线与工控机4连接;所述装箱机的工控机4通信连接有交互界面5,交互界面5由装箱机自带操作显示屏进行功能优化后形成;电控柜3通信连接有声光报警装置。
60.扫码装置7的各功能端口包括与工控机4通信连接的in1输入端、in2输入端、b1
‑
out输出端,与电控柜3通信连接的输入/输出公共端,以及外接电源端;其中,in1输入端用于单周期内动态多帧解码信号的触发,in2输入端用于初次标识码学习信号的触发,b1
‑
out输出端用于解码判定信号的输出,输入/输出公共端用于停机信号、关机信号、使能信号等的输入输出,外接电源端外接+20vdc为其供电。
61.实施例2
62.本实施例为一种全规格箱皮防差错检测方法,参照图3,其包括:
63.s1,设备安装
64.通过检测支架6将扫码装置7固定在装箱机上方适当高度处;
65.s2,线路连接
66.将扫码装置7的各功能端口与工控机4和电控柜3通信连接,并连接电源;
67.s3,设备调试
68.进行扫码装置7各功能端口的功能调试及高度调节、焦点矫正、图像采集时间间隔(200ms)的设置,通过工控机4plc控制器控制扫码装置7的输入并接收其输出信号,其中in1输入端用于单周期内动态多帧解码信号的触发,in2输入端用于初次标识码学习信号的触发,b1
‑
out输出端用于解码判定信号的输出;
69.通过交互界面5的多牌号识读/切换按钮,进行箱皮牌号与条码的初次学习;
70.进行声光报警装置与关/停机信号的调试;
71.s4,防差错检测
72.所述进出料装置启动;
73.由工控机4plc控制器控制所述扫码装置7进入工作状态,对下方经由箱皮进料转盘12输送的箱皮进行单周期内动态多帧扫码解码判定,并通过b1
‑
out输出端输出解码判定信号:
74.当无牌号混用差错时,声光报警装置绿灯亮起;
75.当出现牌号混用差错时,声光报警装置红灯亮起,进行声光报警,设备停机;
76.当需要切换检测牌号时,通过交互界面5进行牌号切换;
77.s5,封口与出料
78.经检测无差错的箱皮输送至封箱机内,通过封箱机完成折叠封口操作,在所述封箱出料通道8上喷码并送出。
79.应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1