勺子下料机构的制作方法
1.本发明涉及勺子下料机构,属于塑料勺生产技术领域。
背景技术:
2.随着外卖的盛行,塑料勺子的需求量越来越大。塑料勺子从注塑成型到包装之间需要运输,并且为了与包装设备配合,运输完毕的下料过程只能依次下料每一个勺子。目前的勺子下料设备都是单线程的,下料过程十分缓慢,其他设备都需要等待下料完毕才能进行,浪费了很多时间,导致勺子生产效率低下。
技术实现要素:
3.本发明的目的是针对已有技术的缺点,提供一种自动运输勺子的勺子下料机构。
4.为实现目的本发明采用的技术方案是:
5.勺子下料机构,包括送料机构、成品移动机构以及成品下料机构,所述送料机构、所述成品移动机构以及所述成品下料机构共同完成勺子的下料,所述送料机构夹取所述转运机构上的勺子并带动勺子移动至所述成品移动机构,所述成品移动机构带动勺子往所述成品下料机构的方向移动,所述成品下料机构夹取所述成品移动机构上的勺子并带动勺子移动至下一工位。
6.作为对上述技术方案的进一步优化:所述送料机构包括送料平移电机、送料升降电缸以及若干组送料气爪组件,所述成品移动机构包括成品移动电机、成品升降气缸以及两块成品移动治具,所述成品下料机构共设有两组,两组所述成品下料机构分别夹取两块所述成品移动治具上的勺子,所述成品下料机构包括下料平移电机和若干组下料气爪组件。
7.作为对上述技术方案的进一步优化:所述送料气爪组件夹取勺子,所述送料平移电机、送料升降电缸带动勺子移动至其中一块所述成品移动治具上,所述成品移动电机、成品升降气缸带动所述成品移动治具和勺子往靠近所述成品下料机构的方向移动,其中一组所述成品下料机构的下料气爪组件夹取所述成品移动治具上的勺子并开始下料。
8.作为对上述技术方案的进一步优化:所述成品移动机构往靠近所述送料机构的方向移动,所述送料气爪组件继续夹取勺子,所述送料平移电机、送料升降电缸带动勺子移动至另一块所述成品移动治具上,所述成品移动机构往靠近所述成品下料机构的方向移动,另一组所述成品下料机构的下料气爪组件夹取所述成品移动治具上的勺子并等待下料。
9.作为对上述技术方案的进一步优化:所述送料气爪组件包括送料夹取气爪、第一取料导向块和第二取料导向块,所述第一取料导向块和第二取料导向块分别位于所述送料夹取气爪的两侧,所述第一取料导向块和所述第二取料导向块上均制有取料导向槽,所述送料夹取气爪两侧的气爪活塞杆上均连接有送料夹指,两个所述送料夹指相对的一侧均制有送料夹取槽,夹取勺子时,勺子勺柄先卡入所述取料导向槽内被所述第一取料导向块和所述第二取料导向块定位,接着所述送料夹取气爪带动两个所述送料夹指夹取勺子的勺柄
处。
10.作为对上述技术方案的进一步优化:所述送料机构还包括固定在机架台上的送料立柱,所述送料立柱的顶部安装有送料背板,所述送料背板上安装有送料平移导向块,所述送料平移电机安装在所述送料平移导向块或者所述机架台上,所述送料平移导向块上设置有送料平移滑块,所述送料平移滑块由所述送料平移电机带动并可沿所述送料平移导向块移动,所述送料平移滑块上固定有送料连接块,所述送料升降电缸固定在所述送料连接块上,所述送料升降电缸上设置有送料升降滑块,所述送料升降电缸带动所述送料升降滑块上下移动,所述送料升降滑块上固定有送料气爪固定板,所述送料夹取气爪和所述第一取料导向块分别固定在所述送料气爪固定板的两侧面,所述第二取料导向块固定在送料夹取气爪上。
11.作为对上述技术方案的进一步优化:所述送料背板上还安装有送料凸块,所述送料凸块上安装有送料滑轨,所述送料滑轨上设置有送料滑块,所述送料连接块也与所述送料滑块固定。
12.作为对上述技术方案的进一步优化:所述成品移动治具的上表面制有第一移动凸块、若干个第二移动凸块、若干个第三移动凸块、第四移动凸块和第五移动凸块,所述第一移动凸块上制有若干移动弧形槽,相邻两个所述第二移动凸块相对的一侧面均制有移动托勺斜面,相邻两个所述第三移动凸块相对的一侧面均制成移动弧形面,所述第四移动凸块制有若干移动夹槽,所述第五移动凸块上制有若干移动定位槽,勺子放置好后,勺子勺面的一端与所述移动弧形槽相接触,勺子勺柄卡入所述移动夹槽和所述移动定位槽内。
13.作为对上述技术方案的进一步优化:所述移动弧形槽的上部制成第一移动斜面,所述移动弧形面的上部制成第二移动斜面,所述移动夹槽两侧槽壁的上部制成第三移动斜面,所述移动定位槽两侧槽壁的上部制成第四移动斜面,所述第三移动凸块靠近所述第二移动凸块的一侧面还制有移动凹槽。
14.作为对上述技术方案的进一步优化:所述成品移动机构还包括固定在机架台上的移动底板、位于所述移动底板上方的移动支撑板、位于所述移动支撑板上方的治具升降板,所述移动底板上固定有成品移动导向块,所述成品移动电机安装在所述成品移动导向块或者所述机架台上,所述成品移动导向块上设置有成品移动滑块,所述成品移动滑块由所述成品移动电机带动并可沿所述成品移动导向块移动,所述移动支撑板与所述成品移动滑块相固定,所述成品升降气缸固定在所述移动支撑板上,所述成品升降气缸的活塞杆固定在所述治具升降板的底部,所述成品升降气缸带动所述治具升降板上下移动,两块所述成品移动治具固定在所述治具升降板上。
15.作为对上述技术方案的进一步优化:所述移动底板上还固定有移动侧板,所述移动侧板的顶部固定有移动滑轨,所述移动滑轨上设置有移动滑块,所述移动支撑板与所述移动滑块相固定,所述移动支撑板上设置有移动导向套,所述移动导向套内穿设有移动导向柱,所述移动导向柱的顶部固定所述治具升降板上,所述移动导向柱的底部固定有移动限位板,所述移动支撑板上安装有与所述移动限位板配合的移动下缓冲器,所述治具升降板上安装有与所述移动支撑板配合的移动上缓冲器。
16.作为对上述技术方案的进一步优化:所述下料气爪组件包括下料夹取气爪、第一下料导向块和第二下料导向块,所述第一下料导向块和第二下料导向块分别位于所述下料
夹取气爪的两侧,所述第一下料导向块和所述第二下料导向块上均制有下料导向槽,所述下料夹取气爪两侧的气爪活塞杆上均连接有下料夹指,两个所述下料夹指相对的一侧均制有下料夹取槽,夹取勺子时,勺子勺柄先卡入所述下料导向槽内被所述第一下料导向块和所述第二下料导向块定位,接着所述下料夹取气爪带动两个所述下料夹指夹取勺子的勺柄处。
17.作为对上述技术方案的进一步优化:所述成品下料机构还包括固定在机架台上的下料立柱,所述下料立柱的顶部安装有下料背板,所述下料背板上安装有下料平移导向块,所述下料平移电机安装在所述下料平移导向块或者所述机架台上,所述下料平移导向块上设置有下料平移滑块,所述下料平移滑块由所述下料平移电机带动并可沿所述下料平移导向块移动,所述下料平移滑块上固定有下料连接块,所述下料连接块的底部固定有下料气爪固定板,所述下料夹取气爪和所述第一下料导向块分别固定在所述下料气爪固定板的两侧面,所述第二下料导向块固定在所述下料夹取气爪上。
18.作为对上述技术方案的进一步优化:所述下料背板上还安装有下料凸块,所述下料凸块上安装有下料滑轨,所述下料滑轨上设置有下料滑块,所述下料连接块也与所述下料滑块相固定。
19.与现有技术相比,本发明中的送料机构、成品移动机构和两组成品下料机构配合防止勺子下料中断,充分利用时间,提高生产节拍,提高勺子生产效率。
附图说明
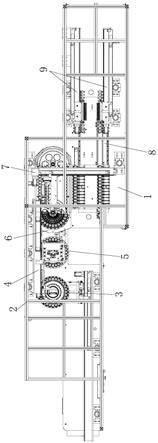
20.图1是勺子中转装置的俯视结构示意图。
21.图2是本发明中送料机构的立体结构示意图。
22.图3是本发明中送料夹指的立体结构示意图。
23.图4是本发明中成品移动机构的立体结构示意图。
24.图5是本发明中成品移动治具的立体结构示意图。
25.图6是本发明中成品下料机构的立体结构示意图。
26.图7是本发明中下料气爪组件的立体结构示意图。
具体实施方式
27.下面结合附图和具体实施方式对本发明作进一步说明。如图1
‑
7所示,勺子中转装置,包括位于机架台1上方的接料移动机构3、移料机构4、转盘机构5、转运机构6、送料机构7、成品移动机构8、成品下料机构9。机架台1上还安装有防护罩2。注塑出来的勺子组件包括若干个环绕设置的勺子以及位于各勺子中间并且连接各勺子勺柄的浇口环。与本发明配合的勺子组件中勺子的数量为28个。
28.上述技术方案中:如图1、2、3所示,送料机构7负责夹取转运机构6上呈直线排列的勺子并带动勺子移动至成品移动机构8。送料机构7包括送料平移电机72、送料升降电缸73以及固定在机架台1上的送料立柱71。送料立柱71的顶部安装有送料背板74,送料背板74上安装有送料平移导向块75,送料平移电机72安装在送料平移导向块75或者机架台1上。本实施例中,送料平移电机72安装在送料平移导向块75上,减少了送料平移电机72工作时受到小勺中转装置其他零部件的震动影响;同时使得送料平移电机72与送料机构7的其它部件
组合形成独立的模块,方便安装和拆卸。送料平移导向块75上设置有送料平移滑块76,送料平移滑块76由送料平移电机72带动并可沿送料平移导向块75移动。送料平移电机72、送料平移导向块75和送料平移滑块76之间的传动方式与申请号为202110027391.6的血液测试机专利中标本电机、标本导向块以及标本定位滑块之间的传动方式相同。送料背板74上还安装有送料凸块77,送料凸块77上安装有送料滑轨78,送料滑轨78上设置有送料滑块79。送料平移滑块76和送料滑块79之间固定有送料连接块710,送料升降电缸73固定在送料连接块710上。送料升降电缸73上设置有送料升降滑块711,送料升降电缸73带动送料升降滑块711上下移动。送料升降滑块711上固定有送料气爪固定板712,送料气爪固定板712底部固定有若干组送料气爪组件。送料气爪组件包括送料夹取气爪713、第一取料导向块714和第二取料导向块715,第一取料导向块714和第二取料导向块715分别位于送料夹取气爪713的两侧。送料夹取气爪713和第一取料导向块714分别固定在送料气爪固定板712的两侧面,第二取料导向块715固定在送料夹取气爪713上。第一取料导向块714和第二取料导向块715上均制有取料导向槽716。送料夹取气爪713两侧的气爪活塞杆上均固定有气爪垫块,两个气爪垫块的底部均固定有送料夹指717。两个送料夹指717相对的一侧均制有送料夹取槽7171。取料时勺子的勺柄进入到取料导向槽716内,以此对勺子进行定位,防止勺子位置偏移,方便后续夹取;接着送料夹取气爪713带动两个送料夹指717夹取勺子的勺柄处;送料平移电机72和送料升降电缸73带动勺子移动至成品移动机构8。
29.上述技术方案中:如图1、4、5所示,成品移动机构8负责向成品下料机构9转运勺子。成品移动机构8包括成品移动电机81、成品升降气缸82以及固定在机架台1上的移动底板83。移动底板83上固定有成品移动导向块84,成品移动电机81安装在成品移动导向块84或者机架台1上。本实施例中,成品移动电机81安装在成品移动导向块84上,减少了成品移动电机81工作时受到小勺中转装置其他零部件的震动影响;同时使得成品移动电机81与成品移动机构8的其它部件组合形成独立的模块,方便安装和拆卸。成品移动导向块84上设置有成品移动滑块813,成品移动滑块813由成品移动电机81带动并可沿成品移动导向块84移动。成品移动电机81、成品移动导向块84和成品移动滑块813之间的传动方式与申请号为202110027391.6的血液测试机专利中标本电机、标本导向块以及标本定位滑块之间的传动方式相同。移动底板83上还固定有两块移动侧板85,移动侧板85的顶部固定有移动滑轨86,移动滑轨86上设置有移动滑块812。移动滑块812和成品移动滑块813之间固定有移动支撑板87,成品升降气缸82固定在移动支撑板87的底部。移动支撑板87上设置有移动导向套88,移动导向套88内穿设有移动导向柱816,移动导向柱816的顶部固定有治具升降板810,移动导向柱816的底部固定有移动限位板811。成品升降气缸82的活塞杆固定在治具升降板810的底部,成品升降气缸82带动治具升降板810上下移动。移动支撑板87上安装有移动下缓冲器814,移动下缓冲器814与移动限位板811相接触时,治具升降板810移至最高处;治具升降板810上安装有移动上缓冲器815,移动上缓冲器815与移动支撑板87相接触时,治具升降板810移至最低处。
30.上述技术方案中:治具升降板810上固定有两个成品移动治具89。成品移动治具89的上表面制有第一移动凸块891、第二移动凸块892、第三移动凸块893、第四移动凸块894和第五移动凸块895。第一移动凸块891上制有若干移动弧形槽8911,移动弧形槽8911的上部制成第一移动斜面。第二移动凸块892设有若干个,相邻两个第二移动凸块892相对的侧面
均制有移动托勺斜面8921。第三移动凸块893设有若干个,相邻两个第三移动凸块893相对的侧面均制成移动弧形面8931,移动弧形面8931的上部制成第二移动斜面。第三移动凸块893靠近第二移动凸块892的侧面还制有移动凹槽8932,成品移动治具89通过螺钉固定在治具升降板810上,移动凹槽8932防止第三移动凸块893与螺钉安装之间发生干涉。第四移动凸块894制有若干移动夹槽8941,移动夹槽8941两侧槽壁的上部制成第三移动斜面8942。第五移动凸块895上制有若干移动定位槽8951,移动定位槽8951两侧槽壁的上部制成第四移动斜面8952。送料机构7夹取转运机构6上呈直线排列的勺子并带动勺子移动至移动治具89上,勺子放置好后,勺子勺面的一端与移动弧形槽8911相接触,勺子勺柄卡入移动夹槽8941和移动定位槽8951内,移动托勺斜面8921和移动弧形面8931均对勺子起到承托的作用。第一移动斜面和第三移动斜面8942方便勺子卡入移动弧形槽8911和移动夹槽8941内。
31.上述技术方案中:如图1、6、7所示,成品下料机构9共设有两组,分别位于成品移动机构8的两侧,分别用于夹取两个成品移动治具89上的勺子。成品下料机构9负责夹取成品移动机构8上的勺子并移动至下一工位的包装设备。成品下料机构9包括下料平移电机92以及固定在机架台1上的下料立柱91。下料立柱91的顶部安装有下料背板94,下料背板94上安装有下料平移导向块95,下料平移电机92安装在下料平移导向块95或者机架台1上。本实施例中,下料平移电机92安装在下料平移导向块95上,减少了下料平移电机92工作时受到小勺中转装置其他零部件的震动影响;同时使得下料平移电机92与成品下料机构9的其它部件组合形成独立的模块,方便安装和拆卸。下料平移导向块95上设置有下料平移滑块96,下料平移滑块96由下料平移电机92带动并可沿下料平移导向块95移动。下料平移电机92、下料平移导向块95以及下料平移滑块96之间的传动方式与申请号为202110027391.6的血液测试机专利中移液电机、移液导向块以及移液滑块之间的传动方式相同。下料背板94上还安装有下料凸块97,下料凸块97上安装有下料滑轨98,下料滑轨98上设置有下料滑块99。下料平移滑块96和下料滑块99之间固定有下料连接块910,下料连接块910的底部固定有下料气爪固定板912,下料气爪固定板912的底部固定有若干组下料气爪组件,下料气爪组件的结构与送料气爪组件的结构相同。下料气爪组件包括下料夹取气爪913、第一下料导向块914和第二下料导向块915,下料夹取气爪913和第一下料导向块914分别固定在下料气爪固定板912的两侧面,第二下料导向块915固定在下料夹取气爪913上。第一下料导向块914和第二下料导向块915上均制有下料导向槽916。下料夹取气爪913两侧的气爪活塞杆上均固定有气爪垫块911,两个气爪垫块911的底部均固定有下料夹指917。两个下料夹指917相对的一侧均制有下料夹取槽9171。取料时勺子的勺柄进入到下料导向槽916内,以此对勺子进行定位,方便后续夹取;接着下料夹取气爪913带动两个下料夹指917夹取勺子的勺柄处;下料平移电机92带动勺子移动至下一个工位。
32.本发明的工作过程如下,接料移动机构3带动注塑成型的勺子组件移动,移料机构吸取接料移动机构3上的勺子组件并带动勺子组件移动至转盘机构5,勺子组件被转盘机构5定位。移料机构4对转盘机构5上的勺子组件进行分切,使得各勺子与浇口环分离,移料机构4吸取切料转盘59上已分切的一半数量的呈半圆形排列的勺子,并带动勺子移动至转运机构6上。转运机构6带动分切好的勺子呈直线排列。送料平移电机72、送料升降电缸73带动送料气爪组件移动至转运机构6夹取勺子,勺子的勺柄进入到取料导向槽716内,以此对勺子进行定位,防止勺子位置偏移,方便后续夹取;接着送料夹取气爪713带动两个送料夹指
717夹取勺子的勺柄处;送料平移电机72和送料升降电缸73带动勺子移动至成品移动机构8的其中一个成品移动治具89上。成品移动电机81和成品升降气缸82带动成品移动治具89上的勺子往靠近成品下料机构9的方向移动。其中一组成品下料机构9的下料平移电机92带动下料气爪组件移动,下料气爪组件夹取成品移动治具89上的勺子,下料平移电机92带动勺子移动至下一个工位开始下料。
33.由于成品下料机构9中若干组下料气爪组件的下料动作不是同时下料,而是陆续下料,因此该组成品下料机构9的全部下料气爪组件下料完成需要一定的时间。该成品下料机构9下料完毕之前,当成品移动治具89上的勺子被成品下料机构9取走时,成品移动治具89往靠近送料机构7的方向移动,送料气爪组件夹取直线排列的剩余勺子,送料平移电机72和送料升降电缸73带动剩余勺子移动至成品移动机构8的另一个成品移动治具89上。成品移动电机81和成品升降气缸82带动成品移动治具89上的勺子往靠近成品下料机构9的方向移动。另一组成品下料机构9的下料平移电机92带动下料气爪组件移动,下料气爪组件夹取成品移动治具89上的勺子,下料平移电机92带动勺子移动至下一个工位,等待下料。送料机构7、成品移动机构8和两组成品下料机构9配合防止下料中断,充分利用时间,提高生产节拍。
34.以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本发明的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应落入本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1