PI膜输送用的镜面轮及其使用方法与流程
pi膜输送用的镜面轮及其使用方法
技术领域
1.本发明涉及载带制造技术领域,尤其涉及一种pi膜输送用的镜面轮及其使用方法。
背景技术:
2.载带(carrier tape)是指在一种应用于电子包装领域的带状产品,它具有特定的厚度,在其长度方向上等距分布着用于承放电子元器件的孔穴和用于进行索引定位的定位孔。
[0003] cof(覆晶薄膜)全称为chip on film,将显示驱动芯片不经过任何封装形式,直接安到挠性电路板上,达到缩小体积、能自由弯曲的目的。cof柔性封装载带,是连接半导体显示芯片和终端产品的柔性线路板,是cof封装环节的关键材料;cof封装显示驱动芯片目前主要应用于电视、电脑及手机等产品的显示屏,是lcd/oled显示屏的关键核心芯片之一。
[0004]
在cof载带的生产工艺中,会涉及到溅镀工艺,将pi膜作为基材,在pi膜(聚酰亚胺薄膜)表面溅镀金属层。在目前的溅镀过程中,将pi膜放置在镜面轮的表面,镜面轮的转动使得pi膜能够被顺利传送,在pi膜的传送过程中,对pi膜的表面溅镀金属层。在溅镀过程中,由于pi膜的宽度是小于镜面轮的宽度的,金属溅镀物不仅会溅镀在pi膜表面,还会溅镀在镜面轮的表面,导致镜面轮表面逐渐会沉积一层金属镀层,随着时间的推移,该金属镀层的厚度会增加,达到一定厚度时,该金属镀层会从镜面轮表面脱落,导致产品被污染。现有技术中,pi膜溅镀150米左右时,镜面轮上的金属镀层厚度会达到临界值,此时,需要将溅镀设备关机,打开舱门,工作人员对镜面轮上的金属镀层进行清理,这个清理过程大概需要耗费3小时左右,这样不仅会降低产品的良率,而且会降低输送溅镀工作的效率。
技术实现要素:
[0005]
本发明要解决的技术问题是:为了解决现有技术中pi膜加工时输送效率较低的技术问题。本发明提供一种pi膜输送用的镜面轮及其使用方法,通过在镜面轮表面的空白区粘贴一层粗化铜箔薄片,多余的金属溅镀物能够被粗化铜箔薄片所吸附,在粗化铜箔薄片表面形成金属镀层,该金属镀层不容易从粗化铜箔薄片中脱落,从而能够提高pi膜加工的输送效率,延长pi膜溅镀的长度,也能提高溅镀效率。
[0006]
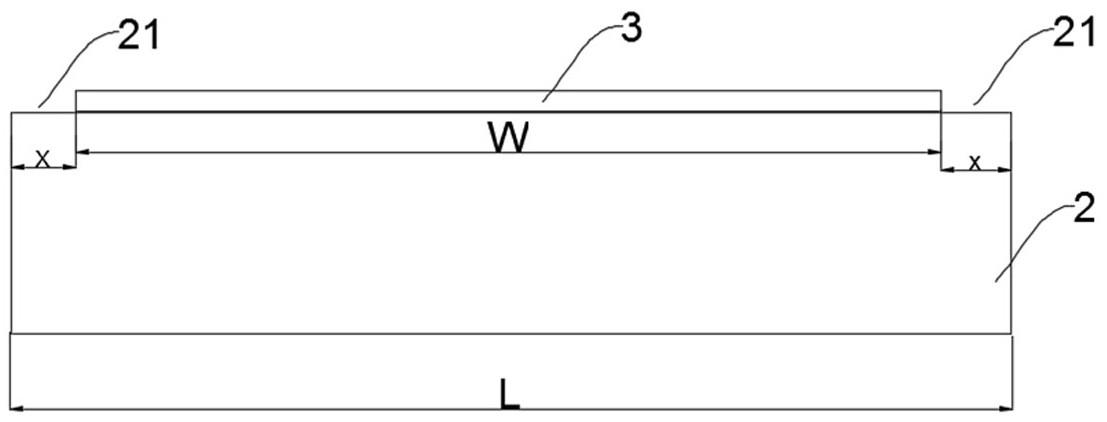
本发明解决其技术问题所采用的技术方案是:一种pi膜输送用的镜面轮,所述镜面轮的宽度为l,pi膜的宽度为w,w小于l,输送时,所述pi膜位于所述镜面轮的上方,所述pi膜在所述镜面轮表面的正投影的中心线b与所述镜面轮的中心线c重合,使得所述镜面轮靠近两端部的表面形成两个空白区,每个所述空白区的宽度为x=(l
‑
w)/2,所述两个空白区的表面均包覆有粗化铜箔薄片;所述粗化铜箔薄片的宽度y大于所述空白区的宽度x。由于pi膜在被传送的过程中可能轻微的左右晃动,如果宽度y等于宽度x,那么在晃动时,粗化铜箔薄片和pi膜之间会出现缝隙,导致金属溅镀物穿过缝隙溅射在镜面轮表面。
[0007]
进一步地,所述粗化铜箔薄片表面的粗糙度为rz6μm
‑
rz9μm。也就是说,粗化铜箔
薄片表面是具有凹坑的,能够提高金属溅镀物与粗化铜箔薄片表面之间的附着力,使得粗化铜箔薄片能够承受更多的金属溅镀物,能够减少清洁的次数,从而延长加工时pi膜输送的长度。
[0008]
进一步地,所述粗化铜箔薄片的厚度为0.018mm或0.035mm。
[0009]
进一步地,所述镜面轮表面的粗糙度为rz0.01μm
‑
rz0.03μm。镜面轮表面是光滑的,否则在传送过程中可能会破坏pi膜。
[0010]
本发明还提供了一种pi膜输送用的镜面轮的使用方法,包括以下步骤:s1:将粗化铜箔薄片粘贴在两个空白区的表面,启动镜面轮开始转动,使得pi膜能够被传送加工。
[0011]
s2:传送加工时,金属溅镀物被溅射在pi膜的表面和粗化铜箔薄片的表面;当金属溅镀物被溅镀在粗化铜箔薄片的表面时,金属溅镀物能够被粗化铜箔薄片上的凹坑所吸附。
[0012]
由于pi膜的宽度w小于镜面轮的宽度l,并且,pi膜是放置在镜面轮表面的居中位置,使得镜面轮表面的边缘处会形成两个空白区,在输送加工过程中,金属溅镀物不仅会溅射在pi膜表面,也会溅射在两个空白区的表面,而本发明在两个空白区的表面均包覆了粗化铜箔薄片,在加工过程中,金属溅镀物就不会溅射在空白区表面而是溅射在粗化铜箔薄片的表面,使得金属溅镀物不会与镜面轮表面直接接触,从而能够使得镜面轮表面保持干净,并保护镜面轮。
[0013]
本发明的有益效果如下:本发明的pi膜输送用的镜面轮及其使用方法,通过在空白区包覆粗化铜箔薄片,使得在输送加工时,金属溅镀物不会直接溅射到镜面轮的表面,而是被粗化铜箔薄片表面所吸附。由于粗化铜箔薄片表面是粗糙的,对金属溅镀物的吸附力更强,能够承受更多的金属溅镀物,从而减少清洁的次数,延长pi膜输送溅镀的长度(从原来的150米延长至1500米),显著提高了溅镀产能,带来了预料不到的经济效益。
附图说明
[0014]
下面结合附图和实施例对本发明进一步说明。
[0015]
图1是本发明镜面轮和pi膜放置位置的示意图。
[0016]
图2是本发明的粗化铜箔薄片粘贴后的结构示意图。
[0017]
图3是本发明的pi膜输送用的镜面轮的使用方法的流程图。
[0018]
图4是本发明的pi膜输送加工设备的结构示意图。
[0019]
图中:1、粗化铜箔薄片,2、镜面轮,3、pi膜,21、空白区,10、设备,30、加工腔体,40、卷出轮,50、卷取轮。
具体实施方式
[0020]
现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
[0021]
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时
针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
[0022]
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0023]
实施例一如图1至图2所示,一种pi膜输送用的镜面轮,镜面轮2的长度为l,pi膜3的宽度为w,w小于l,溅镀时,pi膜3位于镜面轮2的上方,pi膜3在镜面轮2表面的正投影的中心线b与镜面轮2的中心线c重合,使得镜面轮2靠近两端部的表面形成两个空白区21,每个空白区21的宽度为x=(l
‑
w)/2,两个空白区21的表面均包覆有粗化铜箔薄片1。在本实施例中,镜面轮2的粗糙度为rz0.01μm
‑
rz0.03μm,也就是说,镜面轮2的表面是光滑的。因为pi膜3在传送过程中是位于镜面轮2上方的,且与镜面轮2表面是接触的,如果镜面轮2的表面是粗糙的,将会损坏产品,同时也会影响传送效率。图2中的a方向为溅射方向。
[0024]
在本实施例中,粗化铜箔薄片1的粗糙度为rz6μm
‑
rz9μm。也就是说,粗化铜箔薄片1的表面是具有凹坑的,在溅镀时,为了能够在pi膜3表面溅镀均匀,溅射的范围一般会设置为大于pi膜的宽度,这就会导致有一部分的金属溅镀物会沉积在镜面轮2的表面,而随着时间的推移,沉积在镜面轮2表面的金属溅镀物的厚度会增加,也就是金属溅镀物的重量会增加,而镜面轮2的表面又是光滑的,所以,当沉积在镜面轮2表面的金属溅镀物的厚度超过一定值时,这些金属溅镀物会从镜面轮2表面自己脱落,导致产品被污染。而粗化铜箔薄片1由于表面是粗糙的,金属溅镀物能够被粗化铜箔薄片1表面的凹坑牢牢吸附住,粗化铜箔薄片1能够承受更多的金属溅镀物,进而能够延长pi膜3溅镀的长度,例如,可以延长至1500米,是现有技术的10倍。也就是说,现有技术在pi膜3溅镀150米时,就需要停机,对镜面轮2表面进行清洁。而本发明可以在pi膜3溅镀1500米时,再停机,将粗化铜箔薄片1撕掉即可,整个清洁过程只要30分钟左右。假设溅镀速度为3m/min,pi膜溅镀150米需要花费耗费50分钟(约0.83小时),150米后停机清洁需要花费3小时,重新启动时,高真空抽气需要花费7小时,共10小时,也就是说,现有技术中一天能够溅镀pi膜3的长度为300米左右,而本发明在pi膜3溅镀1500米后才需要停机清洁,清洁过程只需0.5小时(停机后重新启动抽真空的时间与现有技术相同)。也就是说,本发明在24小时内,溅镀pi膜3的长度可以达到3000米以上,比现有技术可以多溅镀2700米以上pi膜3,一天的产能是原来的10倍,产能有了显著提高,从而能够带来预料不到的经济效益。
[0025]
在本实施例中,粗化铜箔薄片1的厚度优选为0.018mm或0.035mm。粗化铜箔薄片1的厚度越薄,成本越高,但是粗化铜箔薄片1的厚度也不能太厚,否则不便于粘贴。
[0026]
在本实施例中,粗化铜箔薄片1的宽度y大于空白区的宽度x。也就是说,粗化铜箔薄片1的一部分是与pi膜3的边缘重叠的,pi膜3的两边边缘覆盖住一部分的粗化铜箔薄片
1。这是由于pi膜3在传送过程中会有轻微地左右晃动,如果粗化铜箔薄片1的宽度与空白区21的宽度是相等的,那么在传送过程中,在pi膜3和粗化铜箔薄片1之间可能会产生缝隙,金属溅镀物仍然会通过这个缝隙沉积在镜面轮2的表面,导致无法根本解决技术问题。
[0027]
如图3至图4所示,本发明的输送加工过程是在设备10中完成的,设备10内部有一个加工腔体30,镜面轮2设置在该加工腔体30内,在加工腔体30外部设有卷出轮40和卷取轮50,pi膜3的一端卷绕在卷取轮50上,pi膜3的另一端卷绕在卷出轮40上,当卷出轮40转动时,pi膜3能够连续地从卷出轮40移动至卷取轮50上。在pi膜3的移动过程中会经过加工腔体30内的镜面轮2表面,pi膜3位于镜面轮2的上方,镜面轮2可以由电机带动转动,镜面轮2的转动速度与pi膜3的移动速度相同,防止刮伤pi膜3。pi膜输送用的镜面轮的使用方法包括以下步骤。
[0028]
s1:将粗化铜箔薄片1粘贴在两个空白区21的表面,启动镜面轮2转动,使得pi膜3能够被传送加工。
[0029]
需要说明的是,镜面轮2的表面是光滑的,镜面轮2的转动速度和pi膜3的移动速度相同,可以防止刮伤pi膜3,同时,镜面轮2在pi膜3传送时,可以起到支撑作用。卷取轮50的转动例如可以是通过电机来驱动。
[0030]
在本实施例中,粗化铜箔薄片1例如可以是长方形的薄片,例如可以通过双面胶将粗化铜箔薄片1粘贴在镜面轮2的表面。由于粗化铜箔薄片1是很薄的,在粘贴的时候要非常小心,例如可以是在粗化铜箔表面1的四周边缘处间隔地布置双面胶,方便粘贴和清理。
[0031]
s2:传送加工时,金属溅镀物被溅射在pi膜3的表面和粗化铜箔薄片1的表面;当金属溅镀物被溅镀在粗化铜箔薄片1的表面时,金属溅镀物能够被粗化铜箔薄片1上的凹坑所吸附。
[0032]
需要说明的是,粗化铜箔薄片1粘贴后是将空白区21完全覆盖,不留缝隙的。
[0033]
综上所述,本发明的pi膜输送用的镜面轮,通过在空白区包覆粗化铜箔薄片,使得在加工时,金属溅镀物不会直接溅射到镜面轮的表面,而是被粗化铜箔薄片表面所吸附。由于粗化铜箔薄片表面是粗糙的,对金属溅镀物的吸附力更强,能够承受更多的金属溅镀物,从而减少清洁的次数,延长pi膜输送溅镀的长度(从原来的150米延长至1500米),显著提高了输送溅镀产能,带来了预料不到的经济效益。
[0034]
以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要如权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1