一种散状物料输送自动控制结构的制作方法
1.本发明涉及物料输送控制技术领域,更具体地说,涉及一种散状物料输送自动控制结构。
背景技术:
2.在国家2025智慧制造大背景下,钢铁冶金企业散状物料(煤粉、矿石等)输送生产线要求胶带机一键启停、逆启顺停及胶带机联锁控制。目前的常规的编程思路是:利用plc梯形图编写输送生产线自动控制逻辑,存在的问题是:若输送生产线拥有众多且繁琐的输送流程,用plc梯形图编写自动控制逻辑,耗时、费力、纠错性差以及可维护性差。
技术实现要素:
3.1.发明要解决的技术问题
4.针对现有技术存在的缺陷与不足,本发明提供了一种散状物料输送自动控制结构,本发明将散状物料输送生产线上的若干条胶带机看成一个“整体设备”,每条胶带机的启停步骤被看作为该“整体设备”顺序控制的一个“步”,引进sfc的编程理念,按照“步”的执行顺序和转换条件,从而实现高效、快速地编写控制逻辑,在现场调试阶段,节省了筒仓项目调试时间,实现了筒仓项目安全、可靠的运行。
5.2.技术方案
6.为达到上述目的,本发明提供的技术方案为:
7.本发明的一种散状物料输送自动控制结构,包括筒仓输入部分和筒仓输出部分,所述的筒仓输入部分由原料仓、起始胶带机、转运溜槽、第一受料侧、第二受料侧、筒仓端组成,原料仓内物料通过起始胶带机经转运溜槽输送至第一受料侧、第二受料侧,第一受料侧、第二受料侧的输出端分别与筒仓端连接;
8.所述的筒仓输出部分由转运胶带机、粉碎装置、焦炉端组成,筒仓端内物料通过转运胶带机、粉碎装置输出至焦炉端。
9.进一步地,所述的原料仓包括火车翻车机、汽车受料槽和火车螺旋卸料受煤坑,起始胶带机包括c-1胶带机、y-1可逆胶带机、y-2可逆胶带机,转运溜槽包括c1swc转运溜槽、y2swc转运溜槽。
10.进一步地,所述的焦炉端包括1#焦炉、2#焦炉、3#焦炉、4#焦炉、5#焦炉、6#焦炉、新七米焦炉,新七米焦炉为预留焦炉接口,转运胶带机由b111胶带机、b121胶带机、b211r可逆胶带机、b221r可逆胶带机组成,粉碎装置包括b112cr粉碎机、b123cr粉碎机、b134cr粉碎机、b212cr粉碎机和b223cr粉碎机。
11.进一步地,所述的原料仓的输出端与起始胶带机连接;
12.c-1胶带机的输入端连接原料仓,c-1胶带机的输出端连接c1swc转运溜槽;
13.c-1胶带机与c1swc转运溜槽之间设置有c-1l1犁式卸料器、c-1l2犁式卸料器;
14.c1swc转运溜槽的输出端分别与第一受料侧、第二受料侧连接;
15.y-1可逆胶带机的输入端连接原料仓,y-1可逆胶带机的输出端连接y-1l1犁式卸料器、y-1l2犁式卸料器,y-1l1犁式卸料器输出端与第一受料侧连接,y-1l2犁式卸料器输出端与第二受料侧连接;
16.y-2可逆胶带机的输入端连接原料仓,y-2可逆胶带机的输出端连接y2swc转运溜槽,y2swc转运溜槽的输出端分别与第一受料侧、第二受料侧连接;
17.第一受料侧包括a100胶带机、a101胶带机、a102胶带机、a103胶带机和a104shr可逆移动胶带机、a105胶带机、a106tr仓顶卸料车、a107胶带机、a108tr仓顶卸料车,a100胶带机、a101胶带机、a102胶带机、a103胶带机和a104shr可逆移动胶带机依次串联设置;
18.第二受料侧包括a200胶带机、a201胶带机、a202胶带机、a203胶带机、a204shr可逆移动胶带机,a205胶带机、a206tr仓顶卸料车、a207胶带机、a208tr仓顶卸料车,a200胶带机、a201胶带机、a202胶带机、a203胶带机和a204shr可逆移动胶带机依次串联设置;
19.筒仓端包括a01、a02、a03、a04、a05、a06、a07、a08、a09、a10、b01、b02、b03、b04、b05、b06、b07、b08、b09、b10共二十组筒仓;
20.a104shr可逆移动胶带机的输出端分别与a105胶带机、a107胶带机、a205胶带机、a207胶带机、a10筒仓、b10筒仓连接;
21.a204shr可逆移动胶带机的输出端分别与a105胶带机、a107胶带机、a205胶带机、a207胶带机、a10筒仓、b10筒仓连接。
22.进一步地,所述的a206tr仓顶卸料车、a208tr仓顶卸料车的输出端分别连接b01、b02、b03、b04、b05、b06、b07、b08、b09其中任一筒仓,a106tr仓顶卸料车、a108tr仓顶卸料车的输出端分别连接a01、a02、a03、a04、a05、a06、a07、a08、a09其中任一筒仓。
23.进一步地,所述的y-2可逆胶带机的一侧输出端依次串联有b501胶带机、b502胶带机、b503胶带机。
24.进一步地,所述的b111胶带机输出端连接b111swc转运溜槽,b111swc转运溜槽的其中一个输出端连接有b112cr粉碎机,b112cr粉碎机的输出端连接有b113胶带机;
25.b121胶带机输出端连接b122r可逆胶带机,b122r可逆胶带机的一侧输出端连接有b123cr粉碎机,b123cr粉碎机的输出端连接有b213r可逆胶带机;
26.b122r可逆胶带机的另一侧输出端连接有b131胶带机,b131胶带机的输出端依次串联连接有b132胶带机、b133r可逆胶带机、b133swc转运溜槽,b133swc转运溜槽的一侧输出端连接有b134cr粉碎机,b134cr粉碎机的输出端连接有b134胶带机,b133swc转运溜槽的另一侧输出端与b134胶带机直连,b134胶带机的输出端连接有b134swc转运溜槽,b134swc转运溜槽的底部两个输出端分别与b113胶带机、b213r可逆胶带机相连;
27.b211r可逆胶带机的输出端连接有b211swc转运溜槽,b211swc转运溜槽的一侧输出端连接有b131胶带机,b211swc转运溜槽的另一侧输出端连接有b212cr粉碎机,b212cr粉碎机的输出端连接有b113胶带机;
28.b221r可逆胶带机的输出端连接有b222r可逆胶带机,b222r可逆胶带机的输出端连接有b223cr粉碎机,b223cr粉碎机的一侧输出端连接b131胶带机,b223cr粉碎机的另一侧输出端连接b213r可逆胶带机;
29.b113胶带机的输出端连接有b114r可逆胶带机,b114r可逆胶带机的一侧输出端依次串联有b115胶带机、b116胶带机、b116胶带机的输出端连接有b116swc转运溜槽,b116swc
转运溜槽的其中一个端口连接有煤15胶带机,煤15胶带机的输出端连接焦炉端,b116swc转运溜槽的其中另一个端口连接b117胶带机,b117胶带机的输出端连接有b117swc转运溜槽,b117swc转运溜槽的其中一个端口为新七米焦炉,b117swc转运溜槽的另一个端口连接有b304胶带机,b304胶带机的输出端连接焦炉端;
30.b213r可逆胶带机的其中一个输出端依次串联连接有b401胶带机、b519胶带机、b503胶带机,b503胶带机的输出端连接有二系统粉碎机,二系统粉碎机的输出端转运至bx513胶带机;
31.b213r可逆胶带机的另一个输出端连接有b214r可逆胶带机,b214r可逆胶带机其中一侧输出端串联连接有b215胶带机、b216胶带机、b216swc转运溜槽,b216swc转运溜槽的一侧端口连接有煤15胶带机,煤15胶带机的输出端连接焦炉端,b216swc转运溜槽的另一侧端口连接有b217胶带机和b217swc转运溜槽,b217swc转运溜槽的一侧端口连接有b304胶带机,b304胶带机的输出端连接焦炉端,b217swc转运溜槽的另一侧端口为新七米焦炉;
32.b214r可逆胶带机其中另一侧输出端依次串联连接有bx501胶带机、bx502胶带机、bx503胶带机、bx504胶带机、bx513胶带机,bx513胶带机的输出端连接二系统,二系统的输出端连接焦炉端;
33.b114r可逆胶带机的输出端也连接有bx501胶带机。
34.进一步地,所述的b133r可逆胶带机的一侧输出端连接筒仓应急排口。
35.3.有益效果
36.采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:
37.本发明由于运用创新的编程思路,将散状物料输送生产线上的若干条胶带机看成一个“整体设备”,每条胶带机的启停步骤被看作为该“整体设备”顺序控制的一个“步”,继而,引进sfc的编程理念,按照“步”的执行顺序和转换条件,逐“步”编出所有控制逻辑,以上编程理念,将复杂的逻辑编写过程转化为的“绘画”过程,从而实现高效、快速地编写控制逻辑,在现场调试阶段,节省了筒仓项目调试时间,实现了筒仓项目安全、可靠的运行。
附图说明
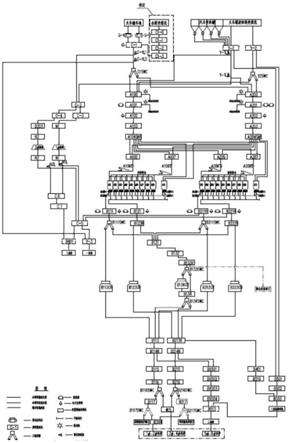
38.图1为本发明的整体系统流程图;
39.图2为本发明的筒仓输入部分流程图;
40.图3为本发明的筒仓输出部分流程图;
41.图4为本发明的筒仓输入部分步骤组成图;
42.图5为本发明的筒仓输入部分启动sfc逻辑控制图;
43.图6为本发明的筒仓输入部分局部放大图a;
44.图7为本发明的筒仓输入部分局部放大图b;
45.图8为本发明的筒仓输入部分局部放大图c;
46.图9为本发明的筒仓输入部分局部放大图d;
47.图10为本发明的筒仓输入部分停止sfc逻辑控制图;
48.图11为本发明的停止sfc逻辑控制放大图e;
49.图12为本发明的停止sfc逻辑控制放大图f;
50.图13为本发明的典型流程1顺序控制编程效果图。
具体实施方式
51.下面结合附图和实施例对本发明作进一步的描述:
52.实施例1
53.从图1-3可以看出,本实施例的一种散状物料输送自动控制结构,包括筒仓输入部分和筒仓输出部分,筒仓输入部分由原料仓、起始胶带机、转运溜槽、第一受料侧、第二受料侧、筒仓端组成,原料仓内物料通过起始胶带机经转运溜槽输送至第一受料侧、第二受料侧,第一受料侧、第二受料侧的输出端分别与筒仓端连接;
54.筒仓输出部分由转运胶带机、粉碎装置、焦炉端组成,筒仓端内物料通过转运胶带机、粉碎装置输出至焦炉端。
55.原料仓包括火车翻车机、汽车受料槽和火车螺旋卸料受煤坑,起始胶带机包括c-1胶带机、y-1可逆胶带机、y-2可逆胶带机,转运溜槽包括c1swc转运溜槽、y2swc转运溜槽。
56.焦炉端包括1#焦炉、2#焦炉、3#焦炉、4#焦炉、5#焦炉、6#焦炉、新七米焦炉,新七米焦炉为预留焦炉接口,转运胶带机由b111胶带机、b121胶带机、b211r可逆胶带机、b221r可逆胶带机组成,粉碎装置包括b112cr粉碎机、b123cr粉碎机、b134cr粉碎机、b212cr粉碎机和b223cr粉碎机。
57.原料仓的输出端与起始胶带机连接;
58.c-1胶带机的输入端连接原料仓,c-1胶带机的输出端连接c1swc转运溜槽;
59.c-1胶带机与c1swc转运溜槽之间设置有c-1l1犁式卸料器、c-1l2犁式卸料器;
60.c1swc转运溜槽的输出端分别与第一受料侧、第二受料侧连接;
61.y-1可逆胶带机的输入端连接原料仓,y-1可逆胶带机的输出端连接y-1l1犁式卸料器、y-1l2犁式卸料器,y-1l1犁式卸料器输出端与第一受料侧连接,y-1l2犁式卸料器输出端与第二受料侧连接;
62.y-2可逆胶带机的输入端连接原料仓,y-2可逆胶带机的输出端连接y2swc转运溜槽,y2swc转运溜槽的输出端分别与第一受料侧、第二受料侧连接;
63.第一受料侧包括a100胶带机、a101胶带机、a102胶带机、a103胶带机和a104shr可逆移动胶带机、a105胶带机、a106tr仓顶卸料车、a107胶带机、a108tr仓顶卸料车,a100胶带机、a101胶带机、a102胶带机、a103胶带机和a104shr可逆移动胶带机依次串联设置;
64.第二受料侧包括a200胶带机、a201胶带机、a202胶带机、a203胶带机、a204shr可逆移动胶带机,a205胶带机、a206tr仓顶卸料车、a207胶带机、a208tr仓顶卸料车,a200胶带机、a201胶带机、a202胶带机、a203胶带机和a204shr可逆移动胶带机依次串联设置;
65.筒仓端包括a01、a02、a03、a04、a05、a06、a07、a08、a09、a10、b01、b02、b03、b04、b05、b06、b07、b08、b09、b10共二十组筒仓;
66.a104shr可逆移动胶带机的输出端分别与a105胶带机、a107胶带机、a205胶带机、a207胶带机、a10筒仓、b10筒仓连接;
67.a204shr可逆移动胶带机的输出端分别与a105胶带机、a107胶带机、a205胶带机、a207胶带机、a10筒仓、b10筒仓连接。
68.a206tr仓顶卸料车、a208tr仓顶卸料车的输出端分别连接b01、b02、b03、b04、b05、b06、b07、b08、b09其中任一筒仓,a106tr仓顶卸料车、a108tr仓顶卸料车的输出端分别连接a01、a02、a03、a04、a05、a06、a07、a08、a09其中任一筒仓。
69.y-2可逆胶带机的一侧输出端依次串联有b501胶带机、b502胶带机、b503胶带机。
70.b111胶带机输出端连接b111swc转运溜槽,b111swc转运溜槽的其中一个输出端连接有b112cr粉碎机,b112cr粉碎机的输出端连接有b113胶带机;
71.b121胶带机输出端连接b122r可逆胶带机,b122r可逆胶带机的一侧输出端连接有b123cr粉碎机,b123cr粉碎机的输出端连接有b213r可逆胶带机;
72.b122r可逆胶带机的另一侧输出端连接有b131胶带机,b131胶带机的输出端依次串联连接有b132胶带机、b133r可逆胶带机、b133swc转运溜槽,b133swc转运溜槽的一侧输出端连接有b134cr粉碎机,b134cr粉碎机的输出端连接有b134胶带机,b133swc转运溜槽的另一侧输出端与b134胶带机直连,b134胶带机的输出端连接有b134swc转运溜槽,b134swc转运溜槽的底部两个输出端分别与b113胶带机、b213r可逆胶带机相连;
73.b211r可逆胶带机的输出端连接有b211swc转运溜槽,b211swc转运溜槽的一侧输出端连接有b131胶带机,b211swc转运溜槽的另一侧输出端连接有b212cr粉碎机,b212cr粉碎机的输出端连接有b113胶带机;
74.b221r可逆胶带机的输出端连接有b222r可逆胶带机,b222r可逆胶带机的输出端连接有b223cr粉碎机,b223cr粉碎机的一侧输出端连接b131胶带机,b223cr粉碎机的另一侧输出端连接b213r可逆胶带机;
75.b113胶带机的输出端连接有b114r可逆胶带机,b114r可逆胶带机的一侧输出端依次串联有b115胶带机、b116胶带机、b116胶带机的输出端连接有b116swc转运溜槽,b116swc转运溜槽的其中一个端口连接有煤15胶带机,煤15胶带机的输出端连接焦炉端,b116swc转运溜槽的其中另一个端口连接b117胶带机,b117胶带机的输出端连接有b117swc转运溜槽,b117swc转运溜槽的其中一个端口为新七米焦炉,b117swc转运溜槽的另一个端口连接有b304胶带机,b304胶带机的输出端连接焦炉端;
76.b213r可逆胶带机的其中一个输出端依次串联连接有b401胶带机、b519胶带机、b503胶带机,b503胶带机的输出端连接有二系统粉碎机,二系统粉碎机的输出端转运至bx513胶带机;
77.b213r可逆胶带机的另一个输出端连接有b214r可逆胶带机,b214r可逆胶带机其中一侧输出端串联连接有b215胶带机、b216胶带机、b216swc转运溜槽,b216swc转运溜槽的一侧端口连接有煤15胶带机,煤15胶带机的输出端连接焦炉端,b216swc转运溜槽的另一侧端口连接有b217胶带机和b217swc转运溜槽,b217swc转运溜槽的一侧端口连接有b304胶带机,b304胶带机的输出端连接焦炉端,b217swc转运溜槽的另一侧端口为新七米焦炉;
78.b214r可逆胶带机其中另一侧输出端依次串联连接有bx501胶带机、bx502胶带机、bx503胶带机、bx504胶带机、bx513胶带机,bx513胶带机的输出端连接二系统,二系统的输出端连接焦炉端;
79.b114r可逆胶带机的输出端也连接有bx501胶带机。
80.b133r可逆胶带机的一侧输出端连接筒仓应急排口。
81.从图4-13可以看出,
82.筒仓输入流程包括以下:
83.首先:操作人员发出a208tr自动定位到bx(x:1-9)仓的指令,待筒仓输入系统接受到a208tr定位成功后,操作人员启动典型流程1。
84.典型流程1:
85.s1:胶带机a107启动;
86.s2:可逆移动胶带机a204shr行走至a107位置并且输煤皮带反转;
87.s3:胶带机a203启动;
88.s4:胶带机a202启动;
89.s5:胶带机a201启动;
90.s6:胶带机a200启动;
91.s7:三通溜槽y2swc旋转至a200侧;
92.s8:胶带机y2启动。
93.具体与sfc流程图结合后,步骤操作如下:
94.第一步:操作人员按下典型流程1启动按钮,置位流程启动信号;
95.sfc流程图执行第一步指令:发出a107自动启动命令,接着sfc流程图检查转换条件(a107运行反馈信号);
96.上面转换条件满足转入下一步指令:发出a204shr行走至a107位置自动定位命令,接着sfc流程图检查转换条件(a204shr已到达a107位置反馈信号);
97.上面转换条件满足转入下一步指令:发出a204shr所属胶带机自动启动命令,接着sfc流程图检查转换条件(a204shr所属胶带机运行反馈信号);
98.上面转换条件满足转入下一步指令:发出a203自动启动命令,接着sfc流程图检查转换条件(a203运行反馈信号);
99.上面转换条件满足转入下一步指令:发出a202自动启动命令,接着sfc流程图检查转换条件(a202运行反馈信号);
100.上面转换条件满足转入下一步指令:发出a202自动启动命令,接着sfc流程图检查转换条件(a202运行反馈信号);
101.上面转换条件满足转入下一步指令:发出a201自动启动命令,接着sfc流程图检查转换条件(a201运行反馈信号);
102.上面转换条件满足转入下一步指令:发出y2swc自动旋转至a200侧的命令,接着sfc流程图检查转换条件(y2swc处于a200侧反馈信号);
103.上面转换条件满足转入下一步指令:发出可逆胶带机y2正转启动命令,接着sfc流程图检查转换条件(可逆胶带机y2正转启动反馈信号);
104.最后一步:sfc流程图复位流程启动命令。
105.至此,即可通过sfc流程图实现关于典型流程1的全部指令,实现由原料仓经胶带机y2、胶带机a200、胶带机a201、胶带机a202、胶带机a203、可逆移动胶带机a204shr、胶带机a107,再通过a208tr向bx(x:1-9)仓定位输送的指令,完成由原料仓向筒仓输入的全部流程。
106.典型流程2:
107.s1:胶带机a105启动启动;
108.s2:可逆移动胶带机a104shr行走至a105位置并且输煤皮带正转;
109.s3:胶带机a103启动;
110.s4:胶带机a102启动;
111.s5:胶带机a101启动;
112.s6:胶带机a100启动;
113.s7:三通溜槽c1swc旋转至a100侧;
114.s8:犁式卸料器c-1l1、c-1l2抬起;
115.s9:胶带机c1启动。
116.通过sfc流程图可实现关于典型流程2的全部指令,实现由原料仓经胶带机c-1、第一受料侧筒仓输入的全部流程。
117.筒仓输出流程包括以下:
118.典型流程3:
119.s1:三通溜槽b117swc旋转至左侧;
120.s2:胶带机b117启动;
121.s3:三通溜槽b116swc旋转至左侧;
122.s4:胶带机b116启动;
123.s5:胶带机b115启动;
124.s6:可逆胶带机b114r正转;
125.s7:胶带机b113启动;
126.s8:粉碎机b112cr启动;
127.s9:三通溜槽b111swc旋转至左侧;
128.s10:胶带机b111启动。
129.通过sfc流程图可实现关于典型流程3的全部指令,实现由筒仓端经胶带机b111、粉碎机b112cr、胶带机b113、可逆胶带机b114r、胶带机b115、胶带机b116、胶带机b117向新七米焦炉输出的全部流程。
130.典型流程4:
131.s1:三通溜槽b217swc旋转至右侧;
132.s2:胶带机b217启动;
133.s3:三通溜槽b216swc旋转至右侧;
134.s4:胶带机b216启动;
135.s5:胶带机b215启动;
136.s6:可逆胶带机b214r正转;
137.s7:可逆胶带机b213r正转;
138.s8:粉碎机b212cr启动;
139.s9:三通溜槽b211swc旋转至右侧。
140.s10:可逆胶带机b211r正转;
141.通过sfc流程图可实现关于典型流程4的全部指令,实现由筒仓端经可逆胶带机b211r、粉碎机b212cr、可逆胶带机b213r、可逆胶带机b214r、胶带机b215、胶带机b216、胶带机b217向新七米焦炉输出的全部流程。
142.典型流程5:
143.s1:三通溜槽b217swc旋转至右侧;
144.s2:胶带机b217启动;
145.s3:三通溜槽b216swc旋转至右侧;
146.s4:胶带机b216启动;
147.s5:胶带机b215启动;
148.s6:可逆胶带机b214r正转;
149.s7:可逆胶带机b213r正转;
150.s8:三通溜槽b134swc旋转至右侧;
151.s9:胶带机b134启动;
152.s10:粉碎机b134cr启动;
153.s11:三通溜槽b133swc旋转至左侧;
154.s12:可逆胶带机b133r正转;
155.s13:胶带机b132启动;
156.s14:胶带机b131启动;
157.s15:可逆胶带机b222r反转;
158.s16:可逆胶带机b221r正转。
159.通过sfc流程图可实现关于典型流程5的全部指令,实现由筒仓端经可逆胶带机b221r、可逆胶带机b222r、胶带机b131、胶带机b132、可逆胶带机b133r、粉碎机b134cr、可逆胶带机b213r、可逆胶带机b214r、胶带机b215、胶带机b216、胶带机b217向新七米焦炉输出的全部流程。
160.典型流程1-5中,均采用逆启顺停的控制方式,确保运行安全。
161.本发明由于运用创新的编程思路,将散状物料输送生产线上的若干条胶带机看成一个“整体设备”,每条胶带机的启停步骤被看作为该“整体设备”顺序控制的一个“步”。继而,引进sfc(顺序功能图)的编程理念,按照“步”的执行顺序和转换条件,逐“步”编出所有控制逻辑,以上编程理念,将复杂的逻辑编写过程转化为的“绘画”过程,从而实现高效、快速地编写控制逻辑,在现场调试阶段,节省了筒仓项目调试时间,实现了筒仓项目安全、可靠的运行。
162.以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1