一种自动吊牌穿绳机的制作方法
1.本发明涉及吊牌穿绳机技术领域,特别是涉及一种自动吊牌穿绳机。
背景技术:
2.吊牌作为时装的名牌,体积虽小却是时装本身联结消费者的一种纽带。它是现代时装文化的必然产物,对提高和保护服装企业的声誉,推销产品都有着积极作用。目前市场上以服装为主的吊牌种类繁多,吊牌上一般印有厂名、厂址、电话、邮编、徽标等,有些服装厂家把小小的吊牌视为一张缩微的广告,把名模身着产品的照片印在上面给人以更直观的感受。因此一个吊牌通常由一片可翻折的长纸牌和几块小纸牌通过吊绳穿绕在一起,大多数依靠人工穿绳,加工效率低下使得企业浪费日益增加的人工成本。
3.目前市场上已经存在一些自动吊牌穿绳机,当工人按要求放置好吊牌的纸片后,自动吊牌穿绳机可将纸片自动叠好、翻折再穿绳形成吊牌。然而现有技术中的自动吊牌穿绳机还存在穿绳精度不够高和加工速度慢生产效率低等问题。因此目前需要一种用于吊牌自动化穿绳机的翻折结构用以解决上述问题。
技术实现要素:
4.本发明的目的是克服了现有技术的问题,提供了一种自动吊牌穿绳机。
5.为了达到上述目的,本发明采用以下方案:
6.一种自动吊牌穿绳机,包括机架,机架上设有:
7.吊牌上料装置,吊牌上料装置包括若干物料槽、上落料架以及设于所述上落料架上的滑轨,滑轨上设有用于吸取物料槽内吊牌的若干吸料板,吸料板可通过吸料气缸在上落料架中上下移动,吸料板可将所述物料槽中的吊牌送至吊牌折叠装置中的穿绳板上;
8.绳子上料装置,绳子上料装置包括拉绳夹、剪绳装置、送绳夹以及设于所述机架一侧的卷绳架,送绳夹夹持绳子两端后拉绳夹通过拉绳气缸前行至剪绳装置外侧夹持绳子,剪绳装置将拉绳夹与送绳夹之间的绳子剪断后拉绳夹卷绳架上的绳子一端后行等待所述送绳夹夹取,同时送绳夹通过送绳气缸将绳子送至穿绳装置的绳子固定台中;绳子上料装置自动将绳子剪好送至穿绳推杆上方,待第二压料板将吊牌紧压在穿绳板上后穿绳推杆可自动推动绳子穿过吊牌完成穿绳。第二压料板可防止吊牌在穿绳过程中发生位移,提高穿绳精准度,全程自动化生产大大提高了生产效率。
9.吊牌折叠装置,吊牌折叠装置包括用于放置吊牌的穿绳板以及设于穿绳板两侧的第一压料板、第二压料板和折叠板,第二压料板前端设有半包围穿绳孔的矩形压料槽。穿绳板上每放置一张吊牌第一压料板通过第一压料气缸进行一次压料,短吊牌放置结束后第二压料板通过第二压料气缸压住所有吊牌,随后折叠板通过翻折气缸旋转将长吊牌进行翻折。吊牌折叠装置对长纸牌的折叠效果好,可以提高后续工序多层吊牌的穿绳准确率,提高了加工品质和生产效率。
10.穿绳装置,穿绳装置包括绳子固定台以及可从绳子固定台中穿过的穿绳推杆,穿
绳推杆可将绳子固定台中的绳子从穿绳板中的穿绳孔顶出从而使绳子穿过吊牌上的绳孔;
11.下料装置,下料装置包括下料转臂和落料架,下料转臂上设有下料夹,下料转臂可通过下料夹将穿绳后的吊牌放入落料架内完成自动下料。
12.进一步的,物料槽包括用于放置长吊牌的长牌料槽和用于放置短吊牌的短牌料槽,吸料板包括对应长牌料槽的第一吸料板和对应短牌料槽的第二吸料板,第二吸料板上设有至少两个吸料头。
13.进一步的,第一压料板连接有第一压料气缸,穿绳板上每放置一张吊牌第一压料板通过第一压料气缸进行一次90
°
旋转压料。第一压料板可让短纸牌和长纸牌上的孔位进一步对齐,方便后续穿绳工序的进行。
14.进一步的,第一压料板为p字形压料板,第一压料板前端设有半包围穿绳杆的弧形压料槽。
15.进一步的,第二压料板连接有第二压料气缸,第二压料气缸包括用于控制第二压料板左右移动的左右压料气缸和用于控制第二压料板上下移动的上下压料气缸,当吊牌放置完成后第二压料板通过左右压料气缸平移进入穿绳板上方后下行压住吊牌并在吊牌穿绳后复位。
16.进一步的,下料装置还包括下料压板,下料压板连接有第三压料气缸,当下料夹将吊牌送至落料架上时第三压料气缸推动下料压板将吊牌紧压在落料架上。
17.进一步的,下料转臂设于穿绳板和落料架之间,下料转臂与设于机架上的旋转气缸连接,下料夹上设有伸缩气缸以及用于控制下料夹开合的夹取气缸,伸缩气缸推动下料夹伸入穿绳工位后夹取气缸收紧下料夹夹取吊牌,下料夹夹取吊牌后通过下料转臂旋转至落料架上。通过下料夹自动将吊牌从穿绳工位送至落料架,自动化程度高,提高了生产效率降低了人工成本。
18.进一步的,折叠板中间位置设有可供穿绳杆穿出的穿绳长槽,折叠板为n形翻折板,折叠板旋转角度为180
°
。
19.进一步的,落料架包括滑轨、落料气缸、落料板以及设于落料板两侧的挡板和挡条,挡板和挡条与机架固定连接,落料板可通过落料气缸在滑轨上滑动,当落料板上的吊牌数量增加时落料板通过落料气缸向下滑动。下料装置可通过下料夹自动将吊牌从穿绳工位送至落料架,自动化程度高,提高了生产效率降低了人工成本。同时通过下料压板可将吊牌紧压在落料架上,使吊牌堆料更加紧凑无需人工频繁取料。
20.进一步的,送绳夹包括第一绳夹和第二绳夹,第一绳夹下方设有用于控制第一绳夹开合的第一绳夹气缸,第二绳夹下方设有用于控制第二绳夹开合的第二绳夹气缸。第一绳夹和第二绳夹均设有便于绳子卡入的第一弧形卡入槽。
21.与现有的技术相比,本发明具有如下优点:该自动吊牌穿绳机实现了吊牌上料、绳子剪切、绳子上料、吊牌翻折、穿绳和下料等工序的全自动化,大大提高了生产效率。第一压料板和第二压料板使吊牌折叠装置对长纸牌的折叠效果更好提高了后续穿绳装置的穿绳准确率和穿绳效果。
附图说明
22.下面结合附图和具体实施方式对本技术作进一步详细的说明。
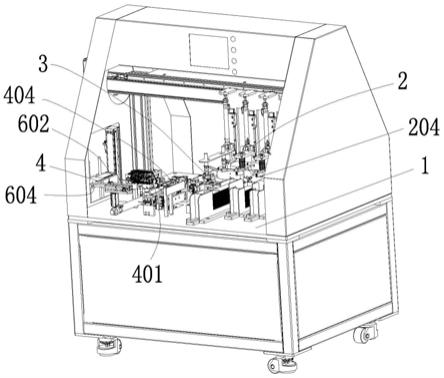
23.图1是本发明的一种自动吊牌穿绳机的整体结构示意图。
24.图2是本发明的一种自动吊牌穿绳机的吊牌上料装置的结构示意图。
25.图3是本发明的一种自动吊牌穿绳机的绳子上料装置和吊牌折叠装置的结构示意图。
26.图4是本发明的一种自动吊牌穿绳机的穿绳装置的结构示意图。
27.图5是本发明的一种自动吊牌穿绳机的下料装置的部分结构示意图。
28.图6是本发明的一种自动吊牌穿绳机的下料装置的部分结构示意图。
29.图7是本发明的一种自动吊牌穿绳机的下料装置的部分结构示意图。
具体实施方式
30.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
31.如图1所示,一种自动吊牌穿绳机,包括机架1,机架1上设有:
32.吊牌上料装置2,机架1上方设有横梁,横梁上设有轨道和电机,吊牌上料装置2通过电机和轨道可在横梁上左右滑动。吊牌上料装置2包括若干物料槽203、上落料架202以及设于上落料架202上的滑轨201,物料槽203设于上落料架202下方,滑轨201上设有用于吸取物料槽203内吊牌的若干吸料板204,吸料板204可通过滑轨201在机架1上往返滑动,吸料板204可通过吸料气缸206在上落料架202中上下移动,吸料板204可将物料槽203中的吊牌送至吊牌折叠装置4中的穿绳板401上。在本实施例中,吊牌上料装置2中共有4个吸料板204,其中一个长吊牌吸料板2043个短吊牌吸料板204。吊牌上料装置2运动到物料槽203后通过4个吸料板204同时吸取一个长吊牌3个短吊牌,待吊牌上料装置2通过轨道移动到穿绳板401上方时,4个吸料板204依次将吊牌放置到穿绳板401上。
33.绳子上料装置3,绳子上料装置3包括拉绳夹301、剪绳装置302、送绳夹303以及设于所述机架1一侧的卷绳架304,卷绳架304一侧设有用于将绳子校直的辊轴305。送绳夹303夹持绳子两端后拉绳夹301通过拉绳气缸306前行至剪绳装置302外侧夹持绳子,剪绳装置302将拉绳夹301与送绳夹303之间的绳子剪断后拉绳夹301拉动卷绳架304上的绳子一端后行等待所述送绳夹303夹取,同时送绳夹303通过送绳气缸307将绳子送至穿绳装置5的绳子固定台501中;绳子上料装置3自动将绳子剪好送至穿绳推杆502上方,待第二压料板403将吊牌紧压在穿绳板401上后穿绳推杆502可自动推动绳子穿过吊牌完成穿绳。第二压料板403可防止吊牌在穿绳过程中发生位移,提高穿绳精准度,全程自动化生产大大提高了生产效率。
34.吊牌折叠装置4,吊牌折叠装置4包括用于放置吊牌的穿绳板401以及设于穿绳板401两侧的第一压料板402、第二压料板403和折叠板404,第二压料板403前端设有半包围穿绳孔的矩形压料槽。穿绳板401上每放置一张吊牌第一压料板402通过第一压料气缸405进行一次压料,短吊牌放置结束后第二压料板403通过第二压料气缸406压住所有吊牌,随后折叠板404通过翻折气缸旋转将长吊牌进行翻折。长吊牌翻折后第二压料板403退出穿绳板401复位,待下料装置6中的下料夹603将吊牌夹取后折叠板404复位。吊牌折叠装置4对长纸牌的折叠效果好,可以提高后续工序多层吊牌的穿绳准确率,提高了加工品质和生产效率。
35.穿绳装置5,穿绳装置5包括绳子固定台501以及可从绳子固定台501中穿过的穿绳
推杆502,穿绳推杆502可将绳子固定台501中的绳子从穿绳板401中的穿绳孔顶出从而使绳子穿过吊牌上的绳孔;
36.下料装置6,下料装置6包括下料转臂601和落料架602,下料转臂601上设有下料夹603,下料转臂601可通过下料夹603将穿绳后的吊牌放入落料架602内完成自动下料。
37.优选的,物料槽203包括用于放置长吊牌的长牌料槽和用于放置短吊牌的短牌料槽,吸料板204包括对应长牌料槽的第一吸料板和对应短牌料槽的第二吸料板,第二吸料板上设有至少两个吸料头205。
38.优选的,第一压料板402连接有第一压料气缸405,穿绳板401上每放置一张吊牌第一压料板402通过第一压料气缸405进行一次90
°
旋转压料。第一压料板402可让短纸牌和长纸牌上的孔位进一步对齐,方便后续穿绳工序的进行。
39.优选的,第一压料板402为p字形压料板,第一压料板402前端设有半包围穿绳杆的弧形压料槽。
40.优选的,第二压料板403连接有第二压料气缸406,第二压料气缸406包括用于控制第二压料板403左右移动的左右压料气缸和用于控制第二压料板403上下移动的上下压料气缸,当吊牌放置完成后第二压料板403通过左右压料气缸平移进入穿绳板401上方后下行压住吊牌并在吊牌穿绳后复位。
41.优选的,下料装置6还包括下料压板604,下料压板604连接有第三压料气缸605,当下料夹603将吊牌送至落料架602上时第三压料气缸605推动下料压板604将吊牌紧压在落料架602上。
42.优选的,下料转臂601设于穿绳板401和落料架602之间,下料转臂601与设于机架1上的旋转气缸606连接,下料夹603上设有伸缩气缸以及用于控制下料夹603开合的夹取气缸607,伸缩气缸推动下料夹603伸入穿绳工位后夹取气缸607收紧下料夹603夹取吊牌,下料夹603夹取吊牌后通过下料转臂601旋转至落料架602上。通过下料夹603自动将吊牌从穿绳工位送至落料架602,自动化程度高,提高了生产效率降低了人工成本。
43.优选的,折叠板404中间位置设有可供穿绳推杆502穿出的穿绳长槽,折叠板404为n形翻折板,折叠板404旋转角度为180
°
。
44.优选的,落料架602包括滑轨201、落料气缸609、落料板608以及设于落料板608两侧的挡板610和挡条611,挡板610和挡条611与机架1固定连接,落料板608可通过落料气缸609在滑轨201上滑动,当落料板608上的吊牌数量增加时落料板608通过落料气缸609向下滑动。下料装置6可通过下料夹603自动将吊牌从穿绳工位送至落料架602,自动化程度高,提高了生产效率降低了人工成本。同时通过下料压板604可将吊牌紧压在落料架602上,使吊牌堆料更加紧凑无需人工频繁取料。
45.优选的,送绳夹303包括第一绳夹3031和第二绳夹3032,第一绳夹3031下方设有用于控制第一绳夹3031开合的第一绳夹气缸,第二绳夹3032下方设有用于控制第二绳夹3032开合的第二绳夹气缸。第一绳夹3031和第二绳夹3032均设有便于绳子卡入的第一弧形卡入槽。
46.与现有的技术相比,本发明具有如下优点:该自动吊牌穿绳机实现了吊牌上料、绳子剪切、绳子上料、吊牌翻折、穿绳和下料等工序的全自动化,大大提高了生产效率。第一压料板402和第二压料板403使吊牌折叠装置4对长纸牌的折叠效果更好提高了后续穿绳装置
5的穿绳准确率和穿绳效果。
47.该自动吊牌穿绳机的工作流程如下:吊牌上料装置2通过吸料板204将物料槽203中的吊牌移入穿绳板401上方,与此同时绳子上料装置3中送绳夹303将剪绳装置302剪好的绳段送至穿绳装置5的绳子固定台501中。随后第二压料板403将穿绳板401上的所有吊牌按压住,穿绳推杆502从绳子固定台501中穿出,绳段跟随穿绳推杆502穿过吊牌。最后下料装置6中的下料夹603将穿绳后的吊牌夹取放入落料架602内。
48.以上所述仅是本技术的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本技术的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1