一种全自动装车系统的制作方法
1.本发明属于煤炭企业地面生产系统领域,涉及一种全自动装车系统。
背景技术:
2.现行的煤炭企业地面生产系统装车逻辑为,在火车到达装车环线后,先由人工喷洒防冻液,然后继续行驶到装煤点后,通过给煤机将煤放入胶带输送机输送到缓冲仓,然后由装车员操作装车溜槽从缓冲仓中放出煤,并经过定量仓精确计量放入火车车厢中。在完成装煤作业后,由工人操作压实辊进行压实后驶出装车位置,然后由工人喷淋抑尘剂后,火车才能驶出环线将煤炭运输到其他地区。
3.可见,传统的火车装车操作,至少需要防冻液喷洒人员1人、装车人员1人(如为双溜槽则为2人)、压实辊操作人员1人、清扫工人2人及抑尘剂喷洒人员1人,一共需要6至7个工人,人工的成本投入量过大,且人工进行清扫时还极有可能会出现安全事故,而不进行清扫容易造成大量煤炭散落的情况,形成了资源浪费和污染环境的负面情况。并且,全部过程由人工操作,还会影响运煤列车的装车速度,成为限制提高煤炭外运效率的重要一环。
技术实现要素:
4.本发明的目的在于克服上述现有技术的缺点,提供一种全自动装车系统。
5.为达到上述目的,本发明采用以下技术方案予以实现:
6.一种全自动装车系统,包括装车环线、数据处理服务器以及plc控制器;装车环线上依次设置防冻液喷洒装置、速度传感器、第一3d激光扫描仪、料仓、第二3d激光扫描仪、清扫装置以及压实装置;防冻液喷洒装置下方的装车环线上设置红外对射单元以及温度传感器;料仓下方设置装车溜槽;防冻液喷洒装置、装车溜槽、清扫装置、压实装置、红外对射单元以及温度传感器均与plc控制器连接;速度传感器、第一3d激光扫描仪、第二3d激光扫描仪以及plc控制器均与数据处理服务器连接;红外对射单元用于当车辆位于防冻液喷洒装置下方时,生成遮挡信号并发送至plc控制器;温度传感器用于检测当前温度并发送至plc控制器;速度传感器用于检测车辆当前速度并发送至数据处理服务器;第一3d激光扫描仪用于检测车厢体积并发送至数据处理服务器;第二3d激光扫描仪用于检测车厢内装载物的高度并发送至数据处理服务器;数据处理服务器用于根据车辆当前速度、速度传感器到装车溜槽的距离以及车厢体积,生成装车溜槽控制信号并发送至plc控制器;根据车辆当前速度、速度传感器到清扫装置和压实装置的距离以及车厢内装载物的高度,生成清扫装置控制信号和压实装置控制信号并发送至plc控制器;plc控制器用于在接收到遮挡信号且当前温度小于预设温度时,开启防冻液喷洒装置喷洒防冻液,根据装车溜槽控制信号控制装车溜槽,根据清扫装置控制信号控制清扫装置,根据压实装置控制信号控制压实装置。
7.本发明进一步的改进在于:
8.所述红外对射单元包括6组红外对射传感器,每组红外对射传感器均设置在装车环线两侧。
9.所述预设温度为-10摄氏度。
10.所述装车溜槽上设置位移传感器,位移传感器用于实时检测装车溜槽的移动距离。
11.所述清扫装置包括驱动机构、悬挂机构和清扫机构;悬挂机构一端连接驱动机构,另一端连接清扫机构,驱动机构与plc控制器连接,用于在plc控制器的控制下通过悬挂机构驱动清扫机构上升以及下降;清扫机构包括第一板件,第一板件的两侧均设置向外倾斜的第二板件。
12.所述压实装置包括驱动装置和压实辊;驱动装置一端连接plc控制器,另一端连接压实辊,用于在plc控制器的控制下驱动压实辊上升、下降以及转动。
13.还包括无线广播装置,无线广播装置与数据处理服务器连接;数据处理服务器还用于当车辆当前速度小于第一预设速度时,生成车辆速度过低信号并发送至无线广播装置进行广播;当车辆当前速度大于第二预设速度时,生成车辆速度过高信号并发送至无线广播装置进行广播。
14.还包括抑尘液喷洒装置,抑尘液喷洒装置设置在装车环线上,且位于压实装置远离清扫装置的一侧,抑尘液喷洒装置与plc控制器连接;数据处理服务器还用于根据车辆当前速度以及速度传感器到抑尘液喷洒装置的距离,生成抑尘液喷洒控制信号并发送至plc控制器;plc控制器还用于根据抑尘液喷洒控制信号,控制抑尘液喷洒装置喷洒抑尘液。
15.所述料仓、清扫装置以及压实装置外罩设壳体。
16.所述壳体内设置除尘器。
17.与现有技术相比,本发明具有以下有益效果:
18.本发明全自动装车系统,通过红外对射单元以及温度传感器的自动检测,在plc控制器的控制下,实现防冻液的自动喷洒,通过设置速度传感器、第一3d激光扫描仪、第二3d激光扫描仪、料仓、装车溜槽、清扫装置以及压实装置,基于速度传感器、第一3d激光扫描仪及第二3d激光扫描仪的检测信号,在数据处理服务器的处理下,得到装车溜槽控制信号、清扫装置控制信号和压实装置控制信号并发送至plc控制器,继而在plc控制器的控制下,实现自动装车、清扫和压实,能够实现装车的全自动操作,减少人力成本的投入,并减少因为人工平煤作业时造成的安全风险。清扫后将外落的煤清扫进车厢,减少大量煤炭散落的情况,避免了资源浪费和污染环境的负面情况,减少环境污染和资源浪费。
附图说明
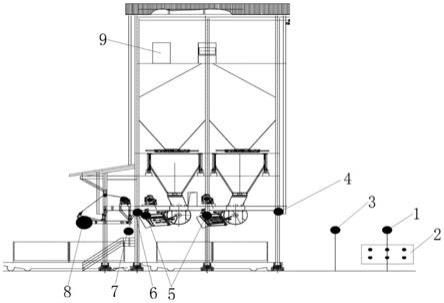
19.图1为本发明的全自动装车系统结构示意图;
20.图2为本发明的清扫装置结构示意图;
21.图3为本发明的全自动装车流程示意图。
22.其中:1-防冻液喷洒装置;2-红外对射单元;3-速度传感器;4-第一3d激光扫描仪;5-位移传感器;6-第二3d激光扫描仪;7-清扫装置;8-压实装置;9-除尘器。
具体实施方式
23.为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是
本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
24.需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
25.下面结合附图对本发明做进一步详细描述:
26.参见图1,本发明实施例中,提供一种全自动装车系统,自动完成煤炭行业自火车进入装车环线后的防冻液喷洒、装车、清扫及压实的技术方案,以弥补传统的技术方案下作业人员数量多、工作强度大及人员清扫时容易受到机械伤害的问题,该全自动装车系统包括装车环线、数据处理服务器以及plc控制器。
27.装车环线上依次设置防冻液喷洒装置1、速度传感器3、第一3d激光扫描仪4、料仓、第二3d激光扫描仪6、清扫装置7以及压实装置8;防冻液喷洒装置1下方的装车环线上设置红外对射单元2以及温度传感器;料仓下方设置装车溜槽;防冻液喷洒装置1、装车溜槽、清扫装置7、压实装置8、红外对射单元2以及温度传感器均与plc控制器连接;速度传感器3、第一3d激光扫描仪4、第二3d激光扫描仪6以及plc控制器均与数据处理服务器连接。
28.其中,红外对射单元2用于当车辆位于防冻液喷洒装置1下方时,生成遮挡信号并发送至plc控制器;温度传感器用于检测当前温度并发送至plc控制器;速度传感器3用于检测车辆当前速度并发送至数据处理服务器;第一3d激光扫描仪4用于检测车厢体积并发送至数据处理服务器;第二3d激光扫描仪6用于检测车厢内装载物的高度并发送至数据处理服务器;数据处理服务器用于根据车辆当前速度、速度传感器3到装车溜槽的距离以及车厢体积,生成装车溜槽控制信号并发送至plc控制器;根据车辆当前速度、速度传感器3到清扫装置7和压实装置8的距离以及车厢内装载物的高度,生成清扫装置控制信号和压实装置控制信号并发送至plc控制器;plc控制器用于在接收到遮挡信号且当前温度小于预设温度时,开启防冻液喷洒装置1喷洒防冻液,根据装车溜槽控制信号控制装车溜槽,根据清扫装置控制信号控制清扫装置7,根据压实装置控制信号控制压实装置8。
29.火车进入装车环线后向前继续行走,检测到到达防冻液喷淋点后,通过防冻液喷洒装置1开始喷淋防冻液,然后驶入装车站内部,由第一3d激光扫描仪4自动识别区分为c60、c70或是集装箱车型,进而确定车厢体积,然后由plc控制器控制装车溜槽完成自动装车操作,火车驶出装车站后由清扫装置进行清扫后由压实辊下降压实后完成装车作业,最后驶出装车环线。
30.本发明全自动装车系统,通过红外对射单元2以及温度传感器的自动检测,在plc控制器的控制下,实现防冻液的自动喷洒,通过设置速度传感器3、第一3d激光扫描仪4、第二3d激光扫描仪6、料仓、装车溜槽、清扫装置7以及压实装置8,基于速度传感器3、第一3d激光扫描仪4及第二3d激光扫描仪6的检测信号,在数据处理服务器的处理下,得到装车溜槽
控制信号、清扫装置控制信号和压实装置控制信号并发送至plc控制器,继而在plc控制器的控制下,实现自动装车、清扫和压实,能够实现装车的全自动操作,减少人力成本的投入,节约人力成本,减少因为人工平煤作业时造成的安全风险。清扫后将外落的煤清扫进车厢,减少大量煤炭散落的情况,避免了资源浪费和污染环境的负面情况,减少环境污染和资源浪费。
31.优选的,所述红外对射单元2包括6组红外对射传感器,每组红外对射传感器均设置在装车环线两侧,保证检测精度。
32.优选的,所述预设温度为-10摄氏度,在该温度之下才进行防冻液的喷洒,有效防止防冻液的浪费,并且能够有效保证防冻效果。
33.优选的,所述装车溜槽上设置位移传感器5,位移传感器5用于实时检测装车溜槽的移动距离,通过实时检测,提升系统的安全性和稳定性。
34.优选的,参见图2,所述清扫装置7包括驱动机构、悬挂机构71和清扫机构72;悬挂机构71一端连接驱动机构,另一端连接清扫机构72,驱动机构与plc控制器连接,用于在plc控制器的控制下通过悬挂机构71驱动清扫机构72上升以及下降;清扫机构72的结构类似梯形板,包括第一板件,第一板件的两侧均设置向外倾斜的第二板件,将车厢顶部洒出来的料清扫进车厢。
35.优选的,所述压实装置8包括驱动装置和压实辊;驱动装置一端连接plc控制器,另一端连接压实辊,用于在plc控制器的控制下驱动压实辊上升、下降以及转动,通过压实辊与物料的摩擦作用,使压实辊不断旋转将物料刮平压实。
36.优选的,还包括无线广播装置,无线广播装置与数据处理服务器连接;数据处理服务器还用于当车辆当前速度小于第一预设速度时,生成车辆速度过低信号并发送至无线广播装置进行广播;当车辆当前速度大于第二预设速度时,生成车辆速度过高信号并发送至无线广播装置进行广播。在系统中设定车辆速度的下限和上限,即第一预设速度和第二预设速度,并且设置无线广播装置,当车辆速度高于设定车辆速度的上限时,提醒司机减速,当车辆速度低于设定车辆速度的下限时,提醒司机加速,确保整个装车过程车辆速度在装车所需速度范围内。
37.优选的,还包括抑尘液喷洒装置,抑尘液喷洒装置设置在装车环线上,且位于压实装置8远离清扫装置7的一侧,抑尘液喷洒装置与plc控制器连接;数据处理服务器还用于根据车辆当前速度以及速度传感器3到抑尘液喷洒装置的距离,生成抑尘液喷洒控制信号并发送至plc控制器;plc控制器还用于根据抑尘液喷洒控制信号,控制抑尘液喷洒装置喷洒抑尘液。通过设置抑尘液喷洒装置,完成抑尘降尘操作以满足绿色生产要求。
38.优选的,所述料仓、清扫装置7以及压实装置8外罩设壳体,保护内部的各部件,延长使用寿命。
39.优选的,所述壳体内设置除尘器9,清除工作环境中的灰尘,避免灰尘影响。
40.参见图3,本发明全自动装车系统的全自动装车流程:
41.车辆进入装车环线后向前继续行走,当行走至红外对射单元2时,红外对射单元2检测到中间有物体被挡住后,生成遮挡信号并发送至plc控制器;同时,通过温度传感器检测当前温度并发送至plc控制器;plc控制器在接收到遮挡信号且当前温度小于预设温度时,开启防冻液喷洒装置1喷洒防冻液,实现防冻液的自动喷洒,喷洒完成后车辆继续行走。
当车辆经过速度传感器3时,速度传感器3实时监控车辆的速度v并发送至数据处理服务器,在此基础上,数据处理服务器利用速度传感器3到装车溜槽的距离l1、到清扫装置7的距离l2、到压实装置8的距离l3以及到抑尘剂喷洒装置的距离l4,通过v-t数据模型计算出火车车厢到达各个位置的时间,作为装车溜槽控制信号、清扫装置控制信号、压实装置控制信号和抑尘液喷洒控制信号的一部分。
42.当车辆经过第一3d激光扫描仪4时,实时扫描经过的车辆,通过成像结果判断车辆型号,得到具体的车厢体积并发送至数据处理服务器,通过数据处理服务器得到待装载物料量,进而根据待装载物料量得到装车溜槽的控制参数,结合到达装车溜槽的时间,生成装车溜槽控制信号并发送至plc控制器,通过plc控制器控制装车溜槽实现自动装料,装料后车辆继续行走。
43.当车辆经过第二3d激光扫描仪6时,实时扫描车厢内装载物的高度,传输到数据处理服务器中,数据处理服务器根据装载物的高度得到清扫装置7和压实装置8的下降距离,结合到达清扫装置7和压实装置8的时间,生成清扫装置控制信号和压实装置控制信号并发送至plc控制器,通过plc控制器根据清扫装置控制信号控制清扫装置7完成对物料的清扫,根据压实装置控制信号控制压实装置8完成对物料的压实,压实后车辆继续行走。数据处理服务器根据车辆当前速度以及速度传感器3到抑尘液喷洒装置的距离,生成抑尘液喷洒控制信号并发送至plc控制器,当车辆到达控制抑尘液喷洒装置时,通过plc控制器控制抑尘液喷洒装置喷洒抑尘液,完成抑尘液的自动喷洒。
44.以上内容仅为说明本发明的技术思想,不能以此限定本发明的保护范围,凡是按照本发明提出的技术思想,在技术方案基础上所做的任何改动,均落入本发明权利要求书的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1