一种自动与人工分选混线交换装置的制作方法
1.本发明涉及一种自动与人工分选混线交换装置,属于锂电池分选技术领域。
背景技术:
2.目前国家大力提倡新能源汽车,锂电池行业也有了较大的发展,在这种情况下,对锂电池的生产效果和效率要求也越来越严格,因此,需要加强对电芯的生产工序进行有效控制从而提升产线的效率及产能,其中涉及的圆柱锂电池分选中锂电池从自动线到人工线混线问题还未解决。
技术实现要素:
3.为了解决自动与人工分选混线交换这一问题,本发明提出了一种自动与人工分选混线交换装置,该装置具有结构简单、兼容性强等优点,另外还可以直接与和现有产线进行快速对接,提高产线的工作效率。
4.本发明所述的一种自动与人工分选混线交换装置,其特征在于:包括用于抓取电芯的电芯抓手组件、用于驱动电芯抓手组件移动的直线模组、用于拉动电芯抓手组件移动的拖链组件以及用于支撑直线模组的机架组件,所述直线模组、所述拖链组件均铺设于所述机架组件的顶部;所述电芯抓手组件安装于所述直线模组上,并与所述直线模组的滑动部以及拖链组件的拖动部相连;所述电芯抓手组件包括升降调节部、竖向导向部、电芯夹持部、动作控制部以及位置检测传感器组件,所述升降调节部的顶部与所述直线模组的滑动部相连,所述升降调节部的底部升降端与所述电芯夹持部的顶部相连接,用于驱动所述电芯夹持部移动;所述竖向导向部设置于所述升降调节部与下方的所述电芯夹持部之间,用于引导所述电芯夹持部沿竖直方向升降;所述动作控制部设置于所述电芯夹持部上,用于控制所述电芯夹持部动作以夹持或放松电芯;所述位置检测传感器组件设置于所述电芯夹持部上,用于判断电芯夹持部与待夹取的电芯距离是否合适。
5.进一步,所述机架组件包括纵向支撑组件和横向支撑组件,所述纵向支撑组件有两组,包括底层固定板、纵向支柱、支腿加强板、第一连接板和第一圆角,两组纵向支撑组件的底层固定板相对设置于产线输送线两端支撑架上;所述纵向支柱两两为一组,共两组,分别竖向设置于相应的所述底层固定板上;所述支腿加强板两两为一组,共四组,每组支腿加强板均设置于相应所述纵向支柱相对两侧边;每块所述第一连接板连接于同一组所述纵向支柱的中间位置,实现同组的两根纵向支柱之间的连接;所述第一圆角分别设置于纵向支柱与第一连接板之间;所述横向支撑组件包括模组支撑板、横向支撑板、第二连接板和第二圆角,同组两所述纵向支柱之间共同支撑一块所述横向支撑板;所述模组支撑板有两组,连接于所述两组横向支撑板之间;所述第二连接板设置于两组模组支撑板之间;所述第二圆角分别设置于模组支撑板与第二连接板之间。
6.进一步,所述直线模组包括直线导轨、滑块和伺服电机,所述直线导轨有两组,分别铺装于相应所述模组支撑板上;所述滑块可滑动地设置于所述直线导轨上;所述伺服电
机分别设置于所述直线导轨上,并且所述伺服电机的驱动端与所述滑块相连,用于驱动所述滑块沿所述直线导轨轴向滑动。
7.进一步,所述升降调节部包括模组连接板、电缸、电缸安装板和第一加强板,所述模组连接板设置于所述滑块上;所述电缸设置于所述模组连接板上,所述电缸的伸缩端贯穿所述电缸安装板后配装浮动接头,使得所述浮动接头沿竖直方向伸缩;所述电缸安装板水平安装于所述模组连接板底部;所述第一加强板有两组,设置于所述电缸安装板上方,并且所述第一加强板的侧边连接在模组连接板上。
8.进一步,所述竖向导向部包括直线轴承、导向轴和连接块,所述直线轴承嵌装于所述电缸安装板中;所述导向轴可滑动地穿设于所述直线轴承中,并在所述导向轴的顶端固装连接块,所述导向轴的底端与所述电芯夹持部相连。
9.进一步,所述电芯夹持部包括法兰块、夹爪安装板、第二加强板和夹爪组件,所述夹爪安装板水平设置于竖向导向部的下方,并与所述导向轴的下端相连接;所述第二加强板设置于所述夹爪安装板上;所述法兰块设置于所述第二加强板上,并位于浮动接头正下方;所述夹爪组件悬装于所述夹爪安装板的底部。
10.进一步,所述夹爪组件包括固定块、固定座、弹簧、弹簧垫圈、底座、夹爪固定块、检测件、限位块、夹紧气缸和夹爪,所述固定块设置于所述夹爪安装板底部;所述固定座有四组,其中两组设置于所述固定块相对的两端,另外两组设置于所述夹爪固定块相对的两端;所述弹簧有两组,其上端连接在所述固定块的底部,下端通过所述弹簧垫圈与所述底座相连接;所述弹簧垫圈有两组,同时与相应所述弹簧的下端、所述底座相连接;所述底座有两组,设置于所述夹爪固定块上相对的两端;所述夹爪固定块设置于所述底座的底部,所述检测件设置于所述夹爪固定块的中间位置;所述限位块有两组,设置于所述夹爪固定块底部相对的两端部;所述夹紧气缸设置于所述夹爪固定块的底部中间位置;所述夹爪有两组,所述夹爪正对,且分别设置于所述气缸的两夹紧端,用于夹紧电芯。
11.进一步,所述动作控制部包括电磁阀组件和歧管块组件,所述电磁阀组件设置于所述夹爪安装板上,并且所述电磁阀组件的控制端与所述夹紧气缸的控制端电连接,用于控制所述夹紧气缸动作;所述歧管块组件有两组,设置于所述夹爪安装板的长边两侧,且所述歧管块组件的通气口与所述夹紧气缸的通气口管路连通。
12.进一步,所述传感器组件有两组,包括传感器安装板和传感器,所述传感器安装板设置于所述夹爪安装板上;所述传感器有两组,设置于所述传感器安装板上。
13.利用本发明所述的一种自动与人工分选混线交换装置进行自动与人工分选混线交换动作说明:
14.(1)带有电池的治具随输送线向前方输送,自动与人工分选混线装置设置于两种输送线交接位置;
15.(2)电芯抓手组件中的电缸动作,调整夹爪组件距离输送线上电芯的距离,传感器组件判断距离合适后,夹紧气缸动作,夹爪进行电芯夹取;
16.(3)电芯夹取后,两组电芯抓手组件沿着直线模组进行直线运动,将电芯从自动线交换到人工线上。
17.本发明的有益效果是:提出了一种自动与人工分选混线交换装置,该装置具有结构简单、兼容性强等优点,另外还可以直接与和现有产线进行快速对接,提高产线的工作效
率。
附图说明
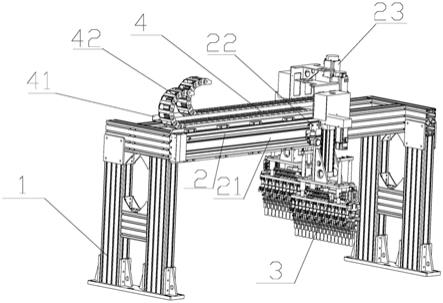
18.图1是本发明的自动与人工分选混线交换装置的结构图;
19.图2是该机架组件的结构图;
20.图3是该电芯抓手组件的左视图;
21.图4是该电芯抓手组件的正视图;
22.图5是该夹爪组件的结构图。
具体实施方式
23.下面结合附图进一步说明本发明。
24.参照附图:
25.实施例1本发明所述的一种自动与人工分选混线交换装置,;包括用于抓取电芯的电芯抓手组件3、用于驱动电芯抓手组件移动的直线模组2、用于拉动电芯抓手组件移动的拖链组件4以及用于支撑直线模组的机架组件1,所述直线模组2、所述拖链组件4均水平铺设于所述机架组件1的顶部,并保持直线模组2与所述拖链组件4并排设置;所述电芯抓手组件3安装于所述直线模组2上,并与所述直线模组2的滑动部以及拖链组件4的拖动部相连;所述电芯抓手组件3包括升降调节部31、竖向导向部32、电芯夹持部33、动作控制部34以及位置检测传感器组件35,所述升降调节部31的顶部与所述直线模组2的滑动部相连,所述升降调节部31的底部升降端与所述电芯夹持部33的顶部相连接,用于驱动所述电芯夹持部33移动;所述竖向导向部32设置于所述升降调节部31与下方的所述电芯夹持部33之间,用于引导所述电芯夹持部33沿竖直方向升降;所述动作控制部34设置于所述电芯夹持部33上,用于控制所述电芯夹持部动作以夹持或放松电芯;所述位置检测传感器组件35设置于所述电芯夹持部上,用于判断电芯夹持部与待夹取的电芯距离是否合适。
26.所述机架组件1包括纵向支撑组件11和横向支撑组件12,所述纵向支撑组件11有两组,包括底层固定板111、纵向支柱112、支腿加强板113、第一连接板114和第一圆角115,两组纵向支撑组件11的底层固定板111相对设置于产线输送线两端支撑架上;所述纵向支柱112两两为一组,共两组,分别竖向设置于相应的所述底层固定板111上;所述支腿加强板113两两为一组,共四组,每组支腿加强板113均设置于相应所述纵向支柱112相对两侧边;每块所述第一连接板114连接于同一组所述纵向支柱112的中间位置,实现同组的两根纵向支柱112之间的连接;所述第一圆角115共八组,分别设置于纵向支柱112与第一连接板114之间;所述横向支撑组件12包括模组支撑板121、横向支撑板122、第二连接板123和第二圆角124,同组两所述纵向支柱112之间共同支撑一块所述横向支撑板122;所述模组支撑板121有两组,连接于所述两组横向支撑板122之间;所述第二连接板123设置于两组模组支撑板121之间;所述第二圆角124共四组,分别设置于模组支撑板121与第二连接板123之间。
27.所述直线模组2包括直线导轨21、作为滑动部的滑块22和伺服电机23,所述直线导轨21有两组,分别铺装于相应所述模组支撑板121上;所述滑块22共四组,可滑动地设置于所述直线导轨上,且同一直线导轨上的所述滑块22之间相互连接在一起,使得所述滑块22在相应所述伺服电机23驱动下同步滑动;所述伺服电机23共两组,分别设置于相应的所述
直线导轨21上,并且所述伺服电机23的驱动端与相应的所述滑块22相连,用于驱动所述滑块沿所述直线导轨轴向滑动。
28.所述升降调节部31包括模组连接板301、电缸302、电缸安装板303和第一加强板304,所述模组连接板301设置于所述滑块22上;所述电缸302设置于所述模组连接板上,所述电缸302的伸缩端贯穿所述电缸安装板303后配装浮动接头308,使得所述浮动接头308沿竖直方向伸缩;所述电缸安装板303水平安装于所述模组连接板301底部;所述第一加强板304有两组,设置于所述电缸安装板303上方,并且所述第一加强板304的侧边连接在模组连接板301上。
29.所述竖向导向部32包括直线轴承305、导向轴306和连接块307,所述直线轴承305共四组,嵌装于所述电缸安装板303中;所述导向轴306共四组,分别可滑动地穿设于相应所述直线轴承305中,并在每两根所述导向轴306的顶端固装一块所述连接块307,每根所述导向轴306的底端均连接在所述电芯夹持部33上。
30.所述电芯夹持部33包括法兰块309、夹爪安装板310、第二加强板311和夹爪组件315,所述夹爪安装板310水平设置于竖向导向部32的下方,并与所述导向轴306的下端相连接;所述第二加强板311设置于所述夹爪安装板310上;所述法兰块309设置于所述第二加强板311上,并位于浮动接头308正下方,可在浮动接头308的驱动下竖向升降;所述夹爪组件315悬装于所述夹爪安装板310的底部。
31.所述夹爪组件315共十六组,包括固定块31501、固定座31502、弹簧31503、弹簧垫圈31504、底座31505、夹爪固定块31506、检测件31507、限位块31508、夹紧气缸31509和夹爪31510,所述固定块31501设置于所述夹爪安装板310底部;所述固定座31502有四组,其中两组设置于所述固定块31501相对的两端,另外两组设置于所述夹爪固定块31506相对的两端;所述弹簧31503有两组,其上端连接在所述固定块31501的底部,下端通过所述弹簧垫圈31504与所述底座31505相连接;所述弹簧垫圈31504有两组,同时与相应所述弹簧31503的下端、所述底座31505相连接;所述底座31505有两组,设置于所述夹爪固定块31506上相对的两端;所述夹爪固定块31506设置于所述底座31505的底部,所述检测件31507设置于所述夹爪固定块31506的中间位置;所述限位块31508有两组,设置于所述夹爪固定块31506底部相对的两端部;所述夹紧气缸31509设置于所述夹爪固定块31506的底部中间位置;所述夹爪31510有两组,所述夹爪正对,且分别设置于所述夹紧气缸31509的两夹紧端,用于夹紧电芯31511。
32.所述动作控制部34包括电磁阀组件312和两组歧管块组件313,所述电磁阀组件312设置于所述夹爪安装板310上,并且所述电磁阀组件312的控制端与所述夹紧气缸31509的控制端电连接,用于控制所述夹紧气缸31509动作;所述歧管块组件312有两组,设置于所述夹爪安装板310的长边两侧,且所述歧管块组件313的通气口与所述夹紧气缸31509的通气口管路连通。
33.所述位置检测传感器组件314有两组,包括传感器安装板3141和传感器3142,所述传感器安装板3141设置于所述夹爪安装板310上;所述传感器3142有两组,设置于所述传感器安装板3141上。
34.所述拖链组件4共2组,包括拖链板41和拖链42,所述拖链板41沿所述直线模组2的轴向并排铺装于两套直线模组2之间,所述拖链板41表面设置拖链槽;所述拖链42设置于所
述拖链槽内,并且所述拖链的拉动端与所述滑块固定连接,用于拉动所述滑块22沿直线导轨21轴向滑动。
35.实施例2利用实施例1所述的一种自动与人工分选混线交换装置进行自动与人工分选混线交换动作说明:
36.(1)带有电池的治具随输送线向前方输送,自动与人工分选混线装置设置于两种输送线交接位置。
37.(2)电芯抓手组件3中的电缸302动作,调整夹爪组件315距离输送线上电芯31511的距离,位置检测传感器组件314判断距离合适后,夹紧气缸31509动作,夹爪31510进行电芯31511夹取。
38.(3)电芯31511夹取后,两组电芯抓手组件3沿着直线模组2进行直线运动,将电芯31511从自动线交换到人工线上。
39.本说明书实施例所述的内容仅仅是对发明构思的实现形式的列举,本发明的保护范围不应当被视为仅限于实施例所陈述的具体形式,本发明的保护范围也包括本领域技术人员根据本发明构思所能够想到的等同技术手段。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1