一种无胶带换卷装置及换卷方法与流程
1.本发明涉及柔性材料生产收卷技术领域,具体涉及一种无胶带换卷装置及换卷方法。
背景技术:
2.随着锂电池、光学、光伏、屏蔽及电子等材料的快速发展,薄膜已成为柔性材料不可或缺的材料。高透明、高平坦、无折痕、无瑕疵的外观需求已成为当前高端材料的技术核心,实现这些材料的高品质外观,降低卷状薄膜因卷底材料厚度、胶带厚度引起的转印痕缺陷显得尤为重要。
3.目前,卷状薄膜类材料在涂布、分切、复合等相关过程中,其材料与卷芯的固定方式无论是手动换卷还是自动换卷均采用胶带固定的方式来实现材料的粘贴或定位,该方法有方便、易操作等特点而被广泛应用于卷材工艺中。然而,卷底材料在固定时受材料本身厚度以及胶带厚度影响,使得接头处材料与卷芯的段差增大,导致材料在此处的卷底印痕较深,在持续卷曲过程中,该印痕会逐步向外圈转移,严重金属薄膜、弹性薄膜、光学膜等高端材料的外观,造成产品不良。
4.因此,如何解决或减轻高端材料卷底接头转印痕,提高材料的外观品质和生产效率,降低各个加工过程的损失成为必须要解决的问题。
技术实现要素:
5.为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种无胶带换卷装置,能满足连续性加工需求的无胶带换卷装置,使材料能在连续生产条件下不停机换卷,且通过传输包覆机构实现无胶带接膜,进而实现金属薄膜、弹性薄膜、光学膜卷底无印痕的需求。
6.本发明的目的在于提供一种无胶带换卷方法,该换卷方法可以对无胶带接膜材料能在连续生产条件下不停机换卷,还可以最大限度的减轻因传统作业中胶带厚度和材料厚度在接头处的累积过大所导致的卷底印痕问题。
7.本发明的目的通过下述技术方案实现:一种无胶带换卷装置,包括换卷缓冲机构、传输包覆机构和旋转换卷机构,所述传输包覆机构包括机架、传动盘组件、第一压紧轮组件、第一直线气缸、第二直线气缸和包覆机构,所述传动盘组件设置于所述机架并位于所述机架的上端,所述第一压紧轮组件设置于所述机架并位于所述传动盘组件的一侧,所述包覆机构设置于所述机架并位于所述传动盘组件的下方,所述第一直线气缸横向设置于所述机架并位于所述包覆机构的下方,所述第二直线气缸设置于所述机架,且所述第二直线气缸的动力输出端与所述包覆机构的一端连接,所述第二直线气缸的另一出端与所述第一直线气缸的动力输出端连接;所述换卷缓冲机构设置于所述传输包覆机构的一侧,所述旋转换卷机构设置于所述传输包覆机构的另一侧。
8.优选的,所述第一直线气缸的动力输出端朝向远离旋转换卷机构的方向延伸。
9.优选的,所述第二直线气缸的动力输出端倾斜朝向旋转换卷机构的方向延伸。
10.优选的,所述包覆机构包括第一连接件、第二连接件、第一胶辊、压制辊和第三气缸,所述第一连接件的一端与所述第二直线气缸的动力输出端连接,所述第一连接件的另一端与所述第二连接件的一端活动连接,所述第三气缸固定于所述第一连接件,且所述第三气缸可驱动第二连接件绕第一连接件端部转动,所述压制辊设置于所述第二连接件的另一端,所述第一胶辊设置于所述第一连接件靠近第二直线气缸的一端。
11.优选的,所述旋转换卷机构包括机座、旋转架、收卷轴、换卷轴和裁切机构,所述旋转架夹设于所述机座,所述收卷轴设置于所述旋转架,所述换卷轴设置于所述旋转架,且所述收卷轴和换卷轴设置的位置关于旋转架的中心对称,所述裁切机构设置于旋转架并用于裁切收卷轴或收卷轴上的胶带。
12.优选的,所述收卷轴和换卷轴均设有卷芯,所述卷芯的表面包覆有海绵缓冲套或橡胶缓冲套。
13.优选的,所述裁切机构的切割方式为直线气缸横切方式、锯齿形飞刀砍断方式或其他可用于前后薄膜分段机构。
14.优选的,所述换卷缓冲机构包括升降架、第二压紧轮组件、升降驱动机构、浮动机构,所述升降驱动机构设置于所述升降架并位于所述升降架的下部,所述第二压紧轮组件设置于所述升降架并位于升降架的上部,所述浮动机构套设于所述升降架,且升降驱动机构可驱动浮动机构沿升降架上下移动。
15.优选的,所述浮动机构包括第二胶辊组和滑动固定件,所述滑动固定件套设于所述升降架,所述第二胶辊组固定于所述滑动固定件。
16.本发明还提供了一种无胶带换卷方法,所述换卷方法采用所述无胶带换卷装置就行换卷。
17.本发明的有益效果在于:本发明中的无胶带换卷装置通过换卷缓冲机构对连续生产的来料进行储存,以满足收卷单元的压制、包覆、裁切动作所需的工作时间,最终完成整个收卷动作,该工艺过程中所用收卷轴心表面无需粘贴胶带,且轮面有弹性材质,故可以最大限度的减轻因传统作业中胶带厚度和材料厚度在接头处的累积过大所导致的卷底印痕问题,进而实现金属薄膜、弹性薄膜、光学膜卷底无印痕的需求。
18.本发明的一种无胶带换卷方法,该换卷方法可以对无胶带接膜材料能在连续生产条件下不停机换卷,还可以最大限度的减轻因传统作业中胶带厚度和材料厚度在接头处的累积过大所导致的卷底印痕问题。
附图说明
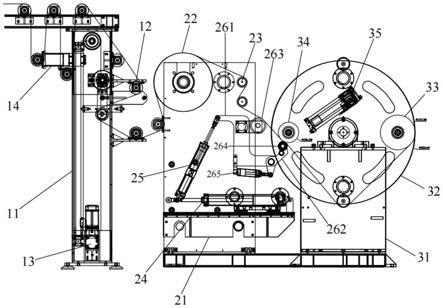
19.图1是本发明的第一种状态的立体图;
20.图2是本发明的第二种状态的立体图;
21.图3是本发明的第三种状态的立体图;
22.图4是本发明的第四种状态的立体图;
23.图5是本发明的第五种状态的立体图;
24.图6是本发明的第六种状态的立体图。
25.附图标记为:1-换卷缓冲机构、11-升降架、12-第二压紧轮组件、13-升降驱动机
构、14-浮动机构、141-第二胶辊组、142-滑动固定件、2-传输包覆机构、21-机架、22-传动盘组件、23-第一压紧轮组件、24-第一直线气缸、25-第二直线气缸、26-包覆机构、261-第一连接件、262-第二连接件、263-第一胶辊、264-压制辊、265-第三气缸、和3-旋转换卷机构、31-机座、32-旋转架、33-收卷轴、34-换卷轴和35-裁切机构。
具体实施方式
26.为了便于本领域技术人员的理解,下面结合实施例及附图1-6对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
27.见图1-6,一种无胶带换卷装置,包括换卷缓冲机构1、传输包覆机构2和旋转换卷机构3,所述传输包覆机构2包括机架21、传动盘组件22、第一压紧轮组件23、第一直线气缸24、第二直线气缸25和包覆机构26,所述传动盘组件22设置于所述机架21并位于所述机架21的上端,所述第一压紧轮组件23设置于所述机架21并位于所述传动盘组件22的一侧,所述包覆机构26设置于所述机架21并位于所述传动盘组件22的下方,所述第一直线气缸24横向设置于所述机架21并位于所述包覆机构26的下方,所述第二直线气缸25设置于所述机架21,且所述第二直线气缸25的动力输出端与所述包覆机构26的一端连接,所述第二直线气缸25的另一出端与所述第一直线气缸24的动力输出端连接;所述换卷缓冲机构1设置于所述传输包覆机构2的一侧,所述旋转换卷机构3设置于所述传输包覆机构2的另一侧。所述旋转换卷机构3包括机座31、旋转架32、收卷轴33、换卷轴34和裁切机构35,所述旋转架32夹设于所述机座31,所述收卷轴33设置于所述旋转架32,所述换卷轴34设置于所述旋转架32,且所述收卷轴33和换卷轴34设置的位置关于旋转架32的中心对称,所述裁切机构35设置于旋转架32并用于裁切收卷轴33或收卷轴33上的胶带;所述收卷轴33和换卷轴34均设有卷芯,所述卷芯的表面包覆有海绵缓冲套或橡胶缓冲套。
28.本实施例中的无胶带换卷装置通过换卷缓冲机构1对连续生产的来料进行储存,以满足收卷单元的压制、包覆、裁切动作所需的工作时间,最终完成整个收卷动作,该工艺过程中所用收卷轴33心表面无需粘贴胶带,且轮面有弹性材质,故可以最大限度的减轻因传统作业中胶带厚度和材料厚度在接头处的累积过大所导致的卷底印痕问题,进而实现金属薄膜、弹性薄膜、光学膜卷底无印痕的需求。具体的从生产线传输过来的胶带先经换卷缓冲机构1后输送至传输包覆机构2的传动盘组件22,经传动盘组件22传送后穿过第一压紧轮组件23,最后收卷于旋转换卷机构3的收卷轴33,待收卷长度达到设定值时,旋转架32开始转动,将换卷轴34转动到收卷轴33的位置,旋转到位后换卷轴34以线速度转动,第一直线气缸24收缩带动包覆机构26沿第一直线气缸24收缩方向移动至接近换卷轴34并与换卷轴34接触,包覆机构26将将胶带紧贴卷芯表面,接着包覆机构26工作移动至将如图5中所示位置,收卷轴33和换卷轴34均停止工作,换卷缓冲机构1工作将连续生产的料暂时储存,同时,裁切机构35工作将材料切断,切断后包覆机构26的二段行程气缸工作,将切断后膜料的接头进一步包覆至换卷轴34表面;如图6所示,此时启动换卷轴34进行工作,材料被卷入内圈,从而完成无胶带换卷动作。换卷完成后,包覆机构26回位,换卷轴34变为在用收卷轴33,并加速收卷,将换卷缓冲机构1的暂存物料收卷至轴心,换卷缓冲机构1回位至初始状态。
29.本实施例中,所述第一直线气缸24的动力输出端朝向远离旋转换卷机构3的方向延伸;所述第二直线气缸25的动力输出端倾斜朝向旋转换卷机构3的方向延伸。
30.本实施例中控制第一直线气缸24的动力输出端和第二直线气缸25的动力输出端的运动方向便于控制包覆机构26移动至指定将待切材料压制至与换卷轴34接触,并便于切割后将切断后膜料的接头进一步包覆至换卷轴34表面。
31.本实施例中,所述包覆机构26包括第一连接件261、第二连接件262、第一胶辊263、压制辊264和第三气缸265,所述第一连接件261的一端与所述第二直线气缸25的动力输出端连接,所述第一连接件261的另一端与所述第二连接件262的一端活动连接,所述第三气缸265固定于所述第一连接件261,且所述第三气缸265可驱动第二连接件262绕第一连接件261端部转动,所述压制辊264设置于所述第二连接件262的另一端,所述第一胶辊263设置于所述第一连接件261靠近第二直线气缸25的一端。
32.本实施例中第一直线气缸24收缩带动包覆机构26沿第一直线气缸24收缩方向移动,使第一胶辊263接近换卷轴34并与换卷轴34接触,包覆机构26的第三气缸265驱动第二连接件262绕第一连接件261端部转动带动压制辊264将胶带紧贴卷芯表面,如图5中所示位置,便于裁切机构35工作将材料切断,切断后包覆机构26的二段行程的第三气缸265继续工作,将切断后膜料的接头进一步包覆至换卷轴34表面,如图6所示。
33.本实施例中,所述裁切机构35的切割方式为直线气缸横切方式、锯齿形飞刀砍断方式或其他可用于前后薄膜分段机构。
34.本实施例中,所述换卷缓冲机构1包括升降架11、第二压紧轮组件12、升降驱动机构13、浮动机构14,所述升降驱动机构13设置于所述升降架11并位于所述升降架11的下部,所述第二压紧轮组件12设置于所述升降架11并位于升降架11的上部,所述浮动机构14套设于所述升降架11,且升降驱动机构13可驱动浮动机构14沿升降架11上下移动;所述浮动机构14包括第二胶辊组141和滑动固定件142,所述滑动固定件142套设于所述升降架11,所述第二胶辊组141固定于所述滑动固定件142。
35.本实施例中包覆机构26工作移动至将如图5中所示位置时,收卷轴33和换卷轴34均停止工作,换卷缓冲机构1工作,升降驱动机构13驱动浮动机构14沿升降架11向下移动,将套设于在浮动机构14的连续生产中的胶料暂时储存,同时,裁切机构35工作将材料切断后,启动换卷轴34进行工作,材料被卷入内圈,从而完成无胶带换卷动作。换卷完成后,包覆机构26回位、第一直线气缸24回位、第二直线气缸25回位,换卷轴34变为在用收卷轴33,并加速收卷,将换卷缓冲机构1的暂存胶料收卷至轴心,升降驱动机构13驱动浮动机构14沿升降架11向上移回位至初始状态。
36.本实施例中,所述换卷方法采用所述无胶带换卷装置就行换卷。
37.本实施例中无胶带换卷方法可以对无胶带接膜材料能在连续生产条件下不停机换卷,还可以最大限度的减轻因传统作业中胶带厚度和材料厚度在接头处的累积过大所导致的卷底印痕问题。
38.该无胶带换卷装置的工作原理:如图1所示,在正常收卷工作作态时,换卷缓冲机构1的浮动机构14处于整体机构上端,第一直线气缸24、第二直线气缸25和包覆机构26均处于传传动盘组件22下方,待收卷长度达到设定值时,旋转架32开始转动,将图1中换卷轴34转动至收卷轴33的位置,如图2中所示,旋转到位后换卷轴34以线速度转动,第一直线气缸24收缩带动包覆机构26沿第一直线气缸24收缩方向移动,使第一胶辊263接近换卷轴34并与换卷轴34接触,如图3和图4所示,接着包覆机构26的第三气缸265在一段行程工作驱动第
二连接件262绕第一连接件261端部转动带动压制辊264将胶带紧贴卷芯表面,如图5中所示位置;接着收卷轴33和换卷轴34均停止工作,换卷缓冲机构1工作,升降驱动机构13驱动浮动机构14沿升降架11向下移动,将套设于在浮动机构14的连续生产中的胶料暂时储存,便于裁切机构35工作将材料切断,切断后包覆机构26的二段行程的第三气缸265继续工作,将切断后膜料的接头进一步包覆至换卷轴34表面,如图6所示;启动换卷轴34进行工作,材料被卷入内圈,从而完成无胶带换卷动作。换卷完成后,包覆机构26回位、第一直线气缸24回位、第二直线气缸25回位,换卷轴34变为在用收卷轴33,并加速收卷,将换卷缓冲机构1的暂存胶料收卷至轴心,升降驱动机构13驱动浮动机构14沿升降架11向上移回位至初始状态。
39.上述实施例为本发明较佳的实现方案,除此之外,本发明还可以其它方式实现,在不脱离本发明构思的前提下任何显而易见的替换均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1