一种钣金件堆叠存放装置的制作方法
1.本发明涉及钣金件存放技术领域,更具体的说,本发明涉及一种钣金件堆叠存放装置。
背景技术:
2.汽车钣金件堆叠装置,广泛应用于各类汽车及相类似的自动化生产线及非自动化生产线的钣金件周转器具中,是一种高效、安全、不变形节省物料运输的存储空间。
3.目前,现有的汽车钣金件堆叠装置综合性能差,硬度和强度,塑性、韧性均不够理想,不易于运输、堆放、抓取和组装生产。
技术实现要素:
4.本发明旨在于解决现有技术中的汽车钣金件堆叠装置综合性能差,硬度和强度,塑性、韧性均不够理想,不易于运输、堆放、抓取和组装生产的技术问题。
5.本发明的目的与功效,由以下具体技术手段所达成:
6.一种钣金件堆叠存放装置,包括底座和立柱,立柱设于底座上端,立柱四周均沿轴向设有矩形槽,矩形槽内活动设置装载盒,装载盒侧边呈开口设置,底座外侧设有机械臂,机械臂上端设有抓取机构;
7.立柱中心设有竖直的柱腔,柱腔与矩形槽之间设置活塞腔,立柱顶部设有伸缩设备及其充气设备,伸缩设备的伸缩端沿柱腔上下伸缩,且伸缩端的下端连接充气头,充气设备与充气头连通;
8.活塞腔内滑动设置活塞,活塞连接活塞杆,活塞与活塞杆均为空心设置且相互连通,活塞杆另一端贯穿至矩形槽与装载盒内部连通,活塞杆上端位于活塞腔内套设有弹簧;
9.装载盒内部一侧水平固定有承载杆,承载杆与活塞杆内部连通,且承载杆末端设有阀门组件,装载盒外侧设有排气孔。
10.优选的,立柱底部连接转轴,立柱通过转轴转动设置于底座上端。
11.优选的,充气头外侧与柱腔内壁贴合,充气头四周对应活塞腔均设置充气口,充气口处设置电磁阀。
12.优选的,承载杆与装载盒外部一端内壁设置间隙,间隙处的间距大于抓取机构的长度。
13.优选的,承载杆内部包括内腔一与内腔二,内腔二内径小于内腔一的内径,内腔一与活塞杆连通,阀门组件包括塞块,塞块活动设置于内腔二内,且塞块圆面部将内腔二封堵,内腔一设有隔网,塞块与隔网连接弹簧,内腔二外侧设有开口,开口直径小于内腔二的内径。
14.优选的,内腔二上下端均设有竖直的活动槽,活动槽内滑动设置“t”状的限位柱,限位柱上端套设弹簧,限位柱靠近内腔二一侧连接推杆,推杆末端贯穿至内腔二内部与塞块外侧滑动相接。
15.优选的,装载盒外侧设有把手,把手内对应内腔二设有伸缩探针。
16.优选的,抓取机构包括抓取头,抓取头中心设有水平的圆槽,圆槽内设有水平的顶杆,抓取头位于圆槽外侧四周设有吸盘。
17.有益效果:
18.1、这种钣金件堆叠存放装置设置有充气头,充气头通过液压缸带动在柱腔内移动可以对不同的活塞腔进行充气,便于控制各个装载盒进行钣金件的抓取,自动化程度高。
19.2、这种钣金件堆叠存放装置设置有承载杆,承载杆与活塞腔之间连通的,通过充气头的充气实现推动塞块移动,进而使得限位柱移出活动槽,对钣金件进行限位,防止钣金件还未抓取就脱离承载杆。
20.3、这种钣金件堆叠存放装置设置有抓取机构,抓取头内安装有吸泵,吸泵可以将吸盘内的空气进行抽取,进而使得吸盘与钣金件相接面形成真空,进而实现负压,稳稳的抓取不易掉落,通过顶杆推动塞块往内腔二内移动,进而使得限位柱进入活动槽,便于钣金件抓取后脱离承载杆。
21.4、这种钣金件堆叠存放装置设置有伸缩探针,伸缩探针伸出后推动塞块往内腔一内部移动,进而使得内腔一的气流喷出至装载盒内,能够将装载盒内灰尘等吹出,同时,气压泄去后,通过活塞杆上端的弹簧使得装载盒进行复位,进入矩形槽,自动化程度高。
附图说明:
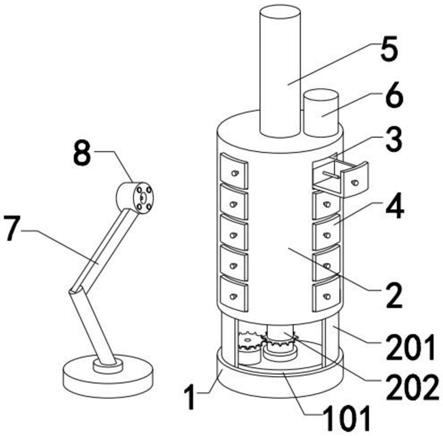
22.图1为本发明的钣金件堆叠存放装置示意图。
23.图2为本发明的立柱剖视示意图。
24.图3为本发明的立柱俯视剖面示意图。
25.图4为本发明的图2中a处放大示意图。
26.图5为本发明的装载盒与活塞杆连接剖视示意图。
27.图6为本发明的图5中b处放大示意图。
28.图7为本发明的抓取机构示意图。
29.图1-7中:底座1、环槽101、立柱2、连接筒201、转轴202、矩形槽3、装载盒4、蓄气腔401、液压缸5、充气头501、气泵6、机械臂7、抓取机构8、抓取头81、圆槽811、顶杆82、吸盘83、柱腔9、活塞腔10、活塞11、活塞杆12、承载杆13、内腔一131、内腔二132、活动槽133、把手14、伸缩探针15、排气孔16、限位柱17、推杆171、塞块18、隔网19。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
31.参照图1-7,一种钣金件堆叠存放装置,包括底座1和立柱2,立柱2底部固定连接有竖直的转轴202,立柱2通过转轴202转动设置于底座1上端,转轴202上端固定有齿轮,底座1上端安装有电机,电机输出轴上端安装有驱动齿轮,驱动齿轮与转轴202上端的齿轮啮合设置,底座1上端设有环槽101,立柱2下端固定有连接筒201,连接筒201下端滑动设置于环槽101内,立柱2四周均沿轴向等距设有矩形槽3,矩形槽3内插拔设置装载盒4,装载盒4侧边呈开口设置,底座1外侧安装有机械臂7,机械臂7上端安装有抓取机构8,立柱2中心设有竖直
的柱腔9,柱腔9与矩形槽3之间设置活塞腔10,立柱2顶部设有伸缩设备及其充气设备,伸缩设备为液压缸5,充气设备为气泵6,液压缸5的伸缩端沿柱腔9上下伸缩,且伸缩端的下端连接充气头501,气泵6与充气头501通过伸缩管连通,充气头501外侧与柱腔9内壁贴合,充气头501四周对应活塞腔10均设置充气口,充气口处设置电磁阀;活塞腔10内滑动设置活塞11,活塞11连接活塞杆12,活塞11与活塞杆12均为空心设置且相互连通,活塞杆12另一端贯穿至矩形槽3与装载盒4内部连通,装载盒4靠近活塞杆12一端设有蓄气腔401,活塞杆12上端位于活塞腔10内套设有弹簧,装载盒4内部一侧水平固定有承载杆13,承载杆13与蓄气腔401连通设置,使得承载杆13与活塞杆12内部连通,在承载杆13末端安装有阀门组件,装载盒4外侧设有排气孔16;通过电机带动驱动齿轮转动,进而带动转轴202旋转,使得立柱2能够旋转,便于按序进行抓取,需要抓取时,启动液压缸5推动充气头501往下移动进去柱腔9,对应需要抓取的装载盒4连接的活塞腔10,打开充气头上端电磁阀,然后启动气泵6充气,气压推动活塞11,进而推动活塞杆12,最后将装载盒4推出,钣金件按序挂在承载杆13的上端,通过机械臂7带动抓取机构8对装载盒4内的钣金件进行抓取,非常方便,自动化程度高,满足现代化生产中堆放、运输、生产、组装等需求。
32.其中,承载杆13与装载盒4外部一端内壁设置间隙,间隙处的间距大于抓取机构8的长度;便于抓取机构8伸入装载盒4内进行钣金件的抓取。
33.其中,承载杆13内部包括空心圆柱状的内腔一131与内腔二132,内腔二132内径小于内腔一131的内径,内腔一131与蓄气腔401连通,阀门组件包括塞块18,塞块18滑动设置于内腔二132内,且塞块18圆面部将内腔二132封堵,内腔一131设有隔网19,塞块18与隔网19连接弹簧,内腔二132外侧设有开口,开口直径小于内腔二132的内径,内腔二132上下端均设有竖直的活动槽133,活动槽133内滑动设置“t”状的限位柱17,限位柱17上端套设弹簧,限位柱17靠近内腔二132一侧连接推杆171,推杆171末端贯穿至内腔二132内部与塞块18外侧滑动相接;在气流通过活塞11、活塞杆12后进入蓄气腔401,经过蓄气腔401进入内腔一131,通过内腔一131进入内腔二132,顶动塞块18往开口一侧移动,进而推动限位柱17往活动槽133外移动,使得限位柱17在正常的状态下便于钣金件的限位,防止钣金件脱离承载杆13。
34.其中,装载盒4外侧设有把手14,把手14内对应内腔二132设有伸缩探针15,钣金件抓取后,通过启动伸缩探针15顶动塞块18往内腔一131内移动,进而使得内腔一131的气流喷出至装载盒4内,能够将装载盒4内灰尘等吹出,同时,气压泄去后,通过活塞杆12上端的弹簧使得装载盒4进行复位,进入矩形槽3,自动化程度高。
35.其中,抓取机构8包括抓取头81,抓取头81中心设有水平的圆槽811,圆槽811内设有水平的顶杆82,抓取头81位于圆槽811外侧四周设有吸盘83,抓取头81内安装有吸泵,吸泵可以将吸盘83内的空气进行抽取,进而使得吸盘与钣金件相接面形成真空,进而实现负压,稳稳的抓取不易掉落,通过顶杆82推动塞块18往内移动,进而使得限位柱17进入活动槽133,便于钣金件抓取后脱离承载杆13。
36.工作原理:
37.启动电机带动驱动齿轮转动,进而带动转轴202转动,机械臂7带动抓取机构8对对应要抓取的装载盒4位置,关闭电机,启动液压缸5,使得液压缸5带动充气头501移动至装载盒4连通的活塞腔10,打开充气头501对应的电磁阀,启动气泵6对活塞腔10进行充气,气流
经过活塞11、活塞杆12进入蓄气腔401,最后进入内腔一131,然后进入内腔二132,推动塞块18移动,进而使得限位柱17往活动槽133外侧移动,充气头501继续充气,使得气压顶动活塞11,进而推动活塞杆12,进而推动装载盒4往外移动,然后停止充气,通过机械臂7带动抓取头81侧装载盒4侧边开口伸入,使得圆槽811套取在承载杆13上端,进而使得顶杆82推动塞块18往内腔二132内部移动一定距离,使得限位柱17收入活动槽133,吸盘83将钣金件吸取,然后通过机械臂7将抓取头81挪出,塞块18复位,限位柱17进而实现复位,然后启动伸缩探针15,通过启动伸缩探针15顶动塞块18往内腔一131内移动,进而使得内腔一131的气流喷出至装载盒4内,能够将装载盒4内灰尘等吹出,同时,气压泄去后,通过活塞杆12上端的弹簧使得装载盒4进行复位,进入矩形槽3,自动化程度高,依次抓取钣金件实现全自动化运行组装生产。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1