一种振动盘上料载带包装机的制作方法
1.本发明涉及包装机械技术领域,特别涉及一种振动盘上料载带包装机。
背景技术:
2.对于散装的工件的包装,通常采用半自动的包装机进行包装,半自动的包装机需要人工摆放工件与载带,工作效率较低,并且,上料时,需要人工对工件进行检测,检测合格后再上料,人工检测的效率低,也容易造成误判与漏判,影响产品质量,也不便生产管控。
技术实现要素:
3.本发明的目的在于提供一种振动盘上料载带包装机,各模组协作配合实现对散装工件进行自动化的检测与热封包装,提高工作效率,提高产品质量,减少人力,解决了人工摆放工件与载带,导致生产效率较低的问题。
4.为达此目的,本发明采用以下技术方案:
5.一种振动盘上料载带包装机,包括振动盘、光耦检测模组、搬运模组、热封模组与载带输送模组;
6.振动盘包括输出段,振动盘能够将工件输送至输出段;
7.光耦检测模组能够对工件进行检测;
8.搬运模组能够将位于输出段的工件移至光耦检测模组,然后再移至热封模组;
9.热封模组进行热封操作,将工件热封包装于载带;
10.载带输送模组能够向热封模组输送载带,并将热封包装后的载带进行收卷。
11.由此,各模组协作配合实现对散装工件进行自动化的检测与热封包装,提高工作效率,提高产品质量,减少人力。
12.在一些实施方式中,搬运模组包括真空吸嘴组与摆动机构,真空吸嘴组与摆动机构驱动连接;
13.摆动机构能够弧线运动的驱动真空吸嘴组对工件进行搬运。
14.由此,摆动机构以弧线运动驱动真空吸嘴组运动,相比于水平运动与竖直运动的配合移动方式,结构更简单,移动效率更高。
15.在一些实施方式中,真空吸嘴组包括第一真空吸嘴组与第二真空嘴吸组;
16.第一真空吸嘴组将位于输出段的工件移至光耦检测模组;
17.第二真空吸嘴组将位于光耦检测模组的工件移至热封模组;
18.第一真空吸嘴组与第二真空吸嘴组为同步运动。
19.由此,第一真空嘴吸组与第二真空吸嘴组均由同一摆动机构驱动,同步地将不同位置的工件移至下一工位,提高工作效率。
20.在一些实施方式中,摆动机构包括摆动电机、摆动板、滑体与滑槽;
21.滑槽呈弧形,弧形呈向上弯拱状;
22.滑体可滑动的连接于滑槽,滑体与真空吸嘴组驱动连接;
23.摆动板的一端与摆动电机的输出端连接;摆动板的另一端与滑体连接。
24.由此,滑体于弧形的滑槽中运动,从而带动真空吸嘴组弧形运动,摆动电机通过摆动板驱动滑体运动。
25.在一些实施方式中,搬运模组还包括导正结构,导正结构能够促使真空吸嘴组于弧线运动时保持竖直放置。
26.由此,真空吸嘴组弧线运动时,其放置位置会发现偏转,难以保持竖直放置,这会影响工件搬运的精准度,导正结构促使真空吸嘴于弧线运动时保持竖直放置,保证搬运的精度。
27.在一些实施方式中,导正结构包括水平导正结构与竖直导正结构;
28.水平导正结构包括水平导轨与水平滑块,水平滑块可滑动的连接于水平导轨;
29.竖直导正结构包括竖直滑轨与竖直导块,竖直滑轨可滑动的连接于竖直导块;
30.竖直导块连接于水平滑块;
31.竖直滑轨的上端部与滑体铰接,竖直滑轨的下端部与真空吸嘴组连接。
32.由此,水平导正结构与竖直导正结构均是导轨式结构,随滑体的运动而运动,通过水平运动分量与竖直运动分量相配合对真空吸嘴组的竖直放置位置进行校准。
33.在一些实施方式中,热封模组包括输送导轨与热封机构,热封机构设于输送导轨的上方,热封机构包括第一气缸与热封块,第一气缸的输出端与热封块连接;
34.输送导轨的宽度尺寸可调节。
35.由此,输送导轨用于放置载带,并将载带进给输送至热封机构,热封机构的第一气缸驱动热封机构压向载带,使盖带与载带热合。输送导轨的宽度尺寸具有可调节结构,便于对不同规格的载带进行输送,提高适用性。
36.在一些实施方式中,输送导轨通过调节机构进行宽度尺寸的调节,输送导轨包括第一导轨体与第二导轨体,第一导轨体与第二导轨体相对设置;
37.调节机构包括手轮、丝杆与螺母块;
38.手轮与丝杆联动,丝杆与螺母块螺纹连接,螺母块与第二导轨体连接。
39.由此,通过丝杆螺母块结构驱动第二导轨体远离或靠近第一导轨体,从而调节输送导轨的宽度,从而能够根据不同规格的载带进行调节。
40.在一些实施方式中,载带输送模组包括放卷轮与收卷轮;
41.放卷轮设于输送导轨的输入端;收卷轮设于输送导轨的输出端。
42.在一些实施方式中,光耦检测模组设有检测槽,检测槽的边缘部均设有检测单元。
43.本发明的有益效果:各模组协作配合实现对散装工件进行自动化的上料、检测与热封包装,提高工作效率,提高产品质量,减少人力。
附图说明
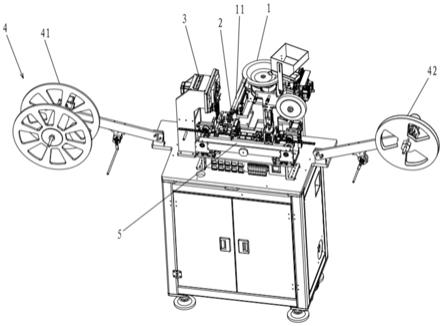
44.图1为本发明的一种振动盘上料载带包装机的轴测图;
45.图2为本发明的一种振动盘上料载带包装机的俯视图;
46.图3为本发明的光耦检测模组的结构图;
47.图4为本发明的搬运模组的结构图;
48.图5为本发明的热封模组的结构图;
49.图6为本发明的热封模组的分解图;
50.其中:1-振动盘;11-输出段;2-光耦检测模组;21-检测槽;3-搬运模组;31-第一真空吸嘴组;32-第二真空吸嘴组;33-摆动机构;331-摆动电机;332-摆动板;333-滑体;334-滑槽;335-水平导正结构;3351-水平导轨;3352-水平滑块;366-竖直导正结构;3661-竖直滑轨;3662-竖直导块;4-载带输送模组;41-放卷轮;42-收卷轮;5-热封模组;51-输送导轨;511-第一导轨体;512-第二导轨体;52-热封机构;521-热封块;522-第一气缸;53-拉料机构;531-第一电机;532-第一上轮;533-第一下轮;54-压料机构;541-第二上轮;542-第二下轮;543-第二气缸;55-联动机构;551-第一齿轮;552-第二齿轮;553-齿带;56-调节机构;561-手轮;562-丝杆;563-螺母块;564-导轨滑块结构;571-温控仪;573-位置检测器;581-盖带轮;582-导向轮组。
具体实施方式
51.下面结合附图对本发明作进一步详细的说明。
52.参考图1至图6,一种振动盘上料载带包装机,包括振动盘1、光耦检测模组2、搬运模组3、热封模组5与载带输送模组4;
53.振动盘1包括输出段11,振动盘1能够将工件输送至输出段11;
54.光耦检测模组2能够对工件进行检测;
55.搬运模组3能够将位于输出段11的工件移至光耦检测模组2,然后再移至热封模组5;
56.热封模组5进行热封操作,将工件热封包装于载带;
57.载带输送模组4能够向热封模组5输送载带,并将热封包装后的载带进行收卷。
58.振动盘1通过振动的方式将散装的工件有序的进行进给输送,搬运模组3将位于振动盘1输出段11的工件移至光耦检测模组2,光耦检测模组2对工件的尺寸或形状等参数进行检测,然后搬运模组3再将工件移至热封模组5的载带中,并进行热封包装,载带输送模组4能够向热封模组5输送载带,并将热封包装后的载带进行收卷,以上完成对散装工件的自动上料、检测与热封包装,提高工作效率,提高产品质量,减少人力。
59.进一步说明,参考图4,搬运模组3包括真空吸嘴组与摆动机构33,真空吸嘴组与摆动机构33驱动连接;
60.摆动机构33能够弧线运动的驱动真空吸嘴组对工件进行搬运。
61.摆动机构33以弧线运动方式驱动真空吸嘴组运动,相比于水平运动与竖直运动的配合移动方式,结构更简单,移动效率更高。
62.进一步说明,真空吸嘴组包括第一真空吸嘴组31与第二真空嘴吸组;
63.第一真空吸嘴组31将位于输出段11的工件移至光耦检测模组2;
64.第二真空吸嘴组32将位于光耦检测模组2的工件移至热封模组5;
65.第一真空吸嘴组31与第二真空吸嘴组32为同步运动。
66.第一真空嘴吸组与第二真空吸嘴组32均由同一摆动机构33驱动,同步地将不同位置的工件移至下一工位,提高工作效率。
67.进一步说明,摆动机构33包括摆动电机331、摆动板332、滑体333与滑槽334;
68.滑槽334呈弧形,弧形呈向上弯拱状,类似于彩虹状或拱桥状。
69.滑体333可滑动的连接于滑槽334,滑体333与真空吸嘴组驱动连接;
70.摆动板332的一端与摆动电机331的输出端连接,摆动板332的另一端与滑体333连接。
71.滑体333于弧形的滑槽334中运动,从而带动真空吸嘴组弧形运动,摆动电机331通过摆动板332驱动滑体333运动,其中摆动板332的一端可设置长条形的槽口,滑体333设有连接柱结构,连接柱能够相对滑动或转动的连接于该长条形的槽口。
72.进一步说明,搬运模组3还包括导正结构,导正结构能够促使真空吸嘴组于弧线运动时保持竖直放置。
73.真空吸嘴组弧线运动时,其放置位置会发生偏转或难以保证放置角度,这会影响工件搬运的精准度,导正结构促使真空吸嘴于弧线运动时保持竖直放置,保证搬运的精度。
74.进一步说明,导正结构包括水平导正结构335与竖直导正结构336;
75.水平导正结构335包括水平导轨3351与水平滑块3352,水平滑块3352可滑动的连接于水平导轨3351;
76.竖直导正结构336包括竖直滑轨3361与竖直导块3362,竖直滑轨3361可滑动的连接于竖直导块3362;
77.竖直导块3362连接于水平滑块3352;
78.竖直滑轨3361的上端部与滑体333铰接,竖直滑轨3361的下端部与真空吸嘴组连接。
79.水平导正结构335与竖直导正结构336均是导轨式结构,随滑体333的运动而运动,通过水平运动分量与竖直运动分量相配合对真空吸嘴组的竖直放置位置进行校准。竖直滑轨3361的上端部可设有轴孔,滑体333的连接柱可转动的连接于该轴孔。
80.进一步说明,参考图5与图6,热封模组5包括输送导轨51与热封机构52,热封机构52设于输送导轨51的上方,热封机构52包括第一气缸522与热封块521,第一气缸522的输出端与热封块521连接;
81.输送导轨51的宽度尺寸可调节。
82.输送导轨51用于放置载带,并将载带进给输送至热封机构52,热封机构52的第一气缸522驱动热封机构52压向载带,使盖带与载带热合。热封块521与温控仪571连接,能够调节热封块521的温度。
83.输送导轨51的宽度尺寸具有可调节结构,便于对不同规格的载带进行输送,提高适用性。
84.进一步说明,输送导轨51通过调节机构56进行宽度尺寸的调节,输送导轨51包括第一导轨体511与第二导轨体512,第一导轨体511与第二导轨体512相对设置;
85.调节机构56包括手轮561、丝杆562与螺母块563;
86.手轮561与丝杆562联动,丝杆562与螺母块563螺纹连接,螺母块563与第二导轨体512连接。
87.通过丝杆562螺母块563结构驱动第二导轨体512远离或靠近第一导轨体511,从而调节输送导轨51的宽度,从而能够根据不同规格的载带进行调节。
88.进一步说明,输送导轨51还连接有导轨滑块结构564,能够提高调节的精度。
89.进一步说明,热封模组5还包括拉料机构53,拉料机构53设于输送导轨51的输出
端,拉料机构53包括第一电机531、第一上轮532与第一下轮533,第一上轮532位于第一下轮533的上方,载带于第一上轮532与第一下轮533之间运动进给,第一下轮533与第一电机531的输出端驱动连接。
90.进一步说明,热封模组5还包括压料机构54,压料机构54设于输送导轨51的输入端,压料机构54包括第二上轮541、第二下轮542与第二气缸543,第二上轮541设于第二下轮542的上方,载带于第一上轮532与第一下轮533之间运动进给,第二气缸543的输出端与第二上轮541驱动连接,能够驱动第二上轮541相对第二下轮542作靠近或远离运动。
91.进一步说明,热封模组5还包括联动机构55,联动机构55使得第一下轮533与第二下轮542联动,联动机构55包括第一齿轮551、第二齿轮552与齿带553,第一齿轮551通过转轴与第一下轮533联动,第二齿轮552通过另一转轴与第二下轮542联动,第一齿轮551与第二齿轮552通过齿带553连接。
92.进一步说明,输送导轨51还设有位置检测器573。
93.进一步说明,热封模组5还包括盖带轮581与导向轮组582,盖带轮581用于输送盖带,导向轮组582由多个滚轮构成,对盖带进行导向输送至载带的上方。
94.进一步说明,热封模组5还包括调压阀,调压阀能够对相应气缸的气压进行调节。
95.进一步说明,载带输送模组4包括放卷轮41与收卷轮42;
96.放卷轮41设于输送导轨51的输入端;收卷轮42设于输送导轨51的输出端。
97.进一步说明,光耦检测模组2设有检测槽21,检测槽21的边缘部均设有检测单元。
98.检测槽21用于放置工件,例如可放置工件的齿高部位,检测槽21大致呈四边形,每个边缘部均设有检测单元,检测单元对工件尺寸进行检测,例如对工件的齿高进行检测。
99.以上公开的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1