一种化妆品管件装卸运动装置的制作方法
1.本实用新型涉及化妆品容器加工装备技术领域,尤其是涉及一种化妆品管件装卸运动装置。
背景技术:
2.化妆品容器中的管件一般采用铝制,半成品管件需要进行一个清洗、外表面氧化处理、染色的加工工序过程,在加工前需要人工将管件固定安装在管体固定架上,当加工完毕,需要进行装配作业时,需要再次人工将管件从管体安装架上取下,一个管体固定架上往往会装有很多个管件,由于采用人力装卸管件,比较费时费力,效率也不高。
技术实现要素:
3.本实用新型的目的在于克服上述现有技术的不足,提供一种化妆品管件装卸运动装置。
4.为了实现上述目的,本实用新型采用如下技术方案:
5.一种化妆品管件装卸运动装置,包括装卸运动装置机架、管件架固定框机构,所述管件架固定框机构转动安装在装卸运动装置机架上,所述管件架固定框机构两侧对称安装有两个管件架翻转驱动组件,所述管件架翻转驱动组件与管件架固定框机构传动连接,所述管件架翻转驱动组件驱动管件架固定框机构做翻转运动,所述管件架固定框机构上安装有管件夹开合驱动机构,所述装卸运动装置机架侧壁上安装有对接磁吸板。
6.所述管件架固定框机构包括管件架固定框、框架转轴,所述框架转轴贯穿插装固定在管件架固定框下部,所述框架转轴两端分别转动连接在装卸运动装置机架内,所述框架转轴两端都向装卸运动装置机架外延伸并分别固定安装有传动齿轮,所述管件架翻转驱动组件包括驱动电机安装架、驱动电机,所述驱动电机安装架固定安装在装卸运动装置机架外侧壁上,所述驱动电机固定安装在驱动电机安装架上,所述驱动电机输出轴上安装有主动齿轮,所述主动齿轮与传动齿轮啮合,所述驱动电机能驱动管件架固定框做上下翻转运动。
7.所述管件夹开合驱动机构包括若干个联动连杆、拉拽开合卡座、拉拽驱动气缸、活塞卡合座组件,所述联动连杆底部连接有拉拽活塞,所述拉拽开合卡座顶部开设有若干活塞插孔,所述活塞插孔的数量和尺寸与拉拽活塞相匹配,所述管件架固定框为槽钢制作,所述拉拽开合卡座侧面安装有若干卡座活动轮,所述卡座活动轮尺寸与管件架固定框内槽相匹配,所述拉拽开合卡座通过卡座活动轮在管件架固定框上做上下升降运动,所述拉拽驱动气缸固定安装在管件架固定框底部,所述拉拽驱动气缸垂直向上安装,所述拉拽驱动气缸活塞杆与拉拽开合卡座底部相连,通过所述拉拽驱动气缸的活塞杆伸缩来驱动拉拽开合卡座升降,所述拉拽开合卡座上端面上对称安装有两个插板导轨,所述插板导轨内开设有插板导向槽,所述活塞卡合座组件滑移安装在两个插板导轨上,所述活塞卡合座组件包括活塞卡合插板、插板驱动拉板,所述活塞卡合插板厚度尺寸与插板导向槽相匹配,所述活塞
卡合插板上开设有若干盖孔槽口,所述盖孔槽口开设数量和开设位置与活塞插孔相对应,所述活塞卡合插板下端连接有连接板,两块所述插板驱动拉板连接在连接板的两端,所述拉拽开合卡座两侧壁对称安装有两个插板驱动气缸,两个所述插板驱动气缸分别与两个插板驱动拉板相连,通过所述插板驱动气缸的活塞杆的伸缩来带动活塞卡合座组件的滑移。
8.所述管件装卸运动装置还包括管件架上翻定位组件,所述管件架上翻定位组件包括上翻定位座安装横梁,所述上翻定位座安装横梁连接安装在装卸运动装置机架上端面上,所述上翻定位座安装横梁上安装有若干上翻定位座,所述上翻定位座朝向管件架固定框上翻运动方向端安装有上翻定位吸盘。
9.本实用新型的有益效果是:本实用新型结构新颖,通过管件架固定框的自动翻转结构设计来使管件安装架具有竖立和平躺两种状态,通过管件夹开合驱动机构的运动配合,能在上述两种管件安装架的运动状态下实现化妆品管件的快速装料和自动下料,节省了人力,提高了管件装卸效率。
附图说明
10.图1为本实用新型应用在一种化妆品管件的装卸一体装置上的侧视图;
11.图2为本实用新型应用的一种化妆品管件的装卸一体装置的管件安装架安装在本实用新型上的正视图;
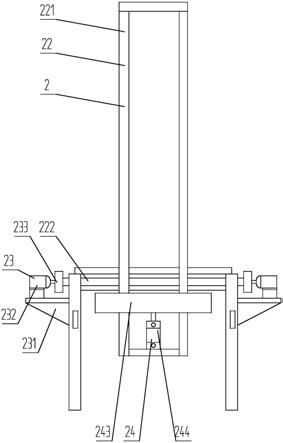
12.图3为本实用新型的正视结构图;
13.图4为本实用新型的俯视结构图;
14.图5为本实用新型的管件夹开合驱动机构的结构侧视图;
15.图6为本实用新型的活塞卡合座组件的三维结构图;
16.图7为本实用新型的拉拽开合卡座的三维结构图;
17.图8为本实用新型的管件夹开合驱动机构的结构俯视图;
18.图9为本实用新型应用的一种化妆品管件的装卸一体装置的管件下料装置的结构主视图;
19.图10为本实用新型应用的一种化妆品管件的装卸一体装置的管件下料装置的结构俯视图;
20.图11为本实用新型应用的一种化妆品管件的装卸一体装置的管件架下翻定位组件的结构视图;
21.图12为本实用新型应用的一种化妆品管件的装卸一体装置的升降活动轮在活动轮滑轨上的结构视图;
22.图13为本实用新型应用的一种化妆品管件的装卸一体装置的管件安装架的正视图;
23.图14为本实用新型应用的一种化妆品管件的装卸一体装置的管件安装架的侧视图;
24.图15为本实用新型应用的一种化妆品管件的装卸一体装置的管件夹组件的结构示意图。
25.图中:管件安装架1、管件架外框11、管件夹安装竖杆12、管件夹组件13、第一管夹片131、第二管夹片132、管夹复位弹簧133、管件架挂钩14、下料翻转落位板15、管件装卸运
动装置2、装卸运动装置机架21、对接磁吸板211、管件架固定框机构22、管件架固定框221、框架转轴222、传动齿轮223、管件架翻转驱动组件23、驱动电机安装架231、驱动电机232、主动齿轮233、管件夹开合驱动机构24、联动连杆241、拉拽活塞242、拉拽开合卡座243、活塞插孔2431、卡座活动轮2432、插板导轨2433、插板导向槽2434、拉拽驱动气缸244、活塞卡合座组件245、活塞卡合插板2451、盖孔槽口2452、连接板2453、插板驱动拉板2454、插板驱动气缸246、管件架上翻定位组件25、上翻定位座安装横梁251、上翻定位座252、上翻定位吸盘253、管件下料装置3、下料机架31、下料通道盘32、活动轮滑轨321、下料盘升降气缸33、升降活动轮331、管件架下翻定位组件34、下翻定位座341、弹簧孔342、缓冲顶销343、压板344、缓冲弹簧345。
具体实施方式
26.下面结合附图和具体实施方式对本实用新型作进一步描述,本实用新型中的“左”、“右”等描述均是以图1为参照方向:
27.如图1~图15所示,一种化妆品管件的装卸一体装置,包括管件安装架1、管件装卸运动装置2、管件下料装置3,管件安装架1包括管件架外框11、管件架挂钩14,管件架外框11内安装有若干个平行布置的管件夹安装竖杆12,每个管件夹安装竖杆12上都安装有若干管件夹组件13,管件夹组件13能放置化妆品管件,每个管件夹安装竖杆12上安装的若干管件夹组件13设为一组,若干管件夹组件13沿管件夹安装竖杆12长度方向均布,管件架挂钩14连接在管件架外框11上端,管件装卸运动装置2包括装卸运动装置机架21、管件架固定框机构22,管件架固定框机构22转动安装在装卸运动装置机架21上,管件安装架1通过管件架挂钩14挂装在管件架固定框机构22上,管件架固定框机构22两侧对称安装有两个管件架翻转驱动组件23,管件架翻转驱动组件23与管件架固定框机构22传动连接,管件架翻转驱动组件23驱动管件架固定框机构22做翻转运动,在半成品管件进行表面处理前,往管件安装架1上安装化妆品管件时,需要将管件安装架1竖立放置,这样摆放化妆品管件会比较方便,在半成品管件进行表面处理后,需要将化妆品管件从管件安装架1上取下,这样需要将管件安装架1向下翻转取件,管件架固定框机构22的翻转运动结构设计能满足上述两种状态的需求,管件架固定框机构22上安装有管件夹开合驱动机构24,管件夹开合驱动机构24与每组管件夹组件13都传动相连,管件夹开合驱动机构24驱动每组管件夹组件13同步做开合运动,用于装卸化妆品管件,装卸运动装置机架21侧壁上安装有对接磁吸板211,管件下料装置3侧壁上也安装有对接磁吸板211,装卸运动装置机架21、管件下料装置3通过对接磁吸板211吸合对接,往管件安装架1上摆放化妆品管件时,管件下料装置3的存在会影响操作,这时只需要脱开吸合,将管件下料装置3拖离即可,当需要将管件安装架1的化妆品管件进行集中卸料时,需要管件下料装置3来配合作业,这样只需要再次进行吸合对接即可,吸合对接结构使得管件装卸运动装置2、管件下料装置3之间拆装便捷,满足不同工况需求,管件下料装置3包括下料机架31、下料通道盘32,下料通道盘32转动安装在下料机架31内,下料通道盘32用于管体的落料,下料通道盘32上翻来接料,下翻来出料。
28.管件夹组件13包括第一管夹片131、第二管夹片132,第一管夹片131倾斜固定在管件夹安装竖杆12上,第二管夹片132与第一管夹片131转动连接,第一管夹片131、第二管夹片132中部相连,通过转动第二管夹片132能实现管件夹组件13的开合,管件夹组件13张开
时能固定夹持化妆品管件,管件夹组件13闭合时,能方便化妆品管件的装入和集中卸料,第一管夹片131、第二管夹片132的头部向外翻出,管件夹组件13张开状态时,第一管夹片131、第二管夹片132的头部与化妆品管件内壁接触,以此来夹持固定化妆品管件,管件夹组件13闭合时,第一管夹片131、第二管夹片132的头部开合距离变小,小于化妆品管件的内孔尺寸,这样夹持状态就松开了,化妆品管件倒置时,就会自动卸料,第一管夹片131、第二管夹片132的尾端之间连接有管夹复位弹簧133,通过管夹复位弹簧133能使管件夹组件13保持张开状态,只有拉拽第二管夹片132来压缩管夹复位弹簧133才能使管件夹组件13闭合。
29.管件架固定框机构22包括管件架固定框221、框架转轴222,管件架固定框221宽度尺寸与管件架挂钩14相匹配,这样,管件安装架1能便捷的挂装在管件架固定框221上,框架转轴222贯穿插装固定在管件架固定框221下部,框架转轴222两端分别转动连接在装卸运动装置机架21内,框架转轴222两端都向装卸运动装置机架21外延伸并分别固定安装有传动齿轮223,管件架翻转驱动组件23包括驱动电机安装架231、驱动电机232,驱动电机安装架231固定安装在装卸运动装置机架21外侧壁上,驱动电机232固定安装在驱动电机安装架231上,驱动电机232输出轴上安装有主动齿轮233,主动齿轮233与传动齿轮223啮合,两个驱动电机232能同步驱动管件架固定框221做上下翻转运动,从而实现安装在管件架固定框221上的管件安装架1的上下翻转运动。
30.管件夹开合驱动机构24包括若干个联动连杆241、拉拽开合卡座243、拉拽驱动气缸244、活塞卡合座组件245,每个联动连杆241都对应一组管件夹组件13,一组管件夹组件13内的所有第二管夹片132尾端都向外延伸并与一根联动连杆241固定连接,通过拉拽一根联动连杆241能实现一组管件夹组件13的同步开合运动,联动连杆241底部连接有拉拽活塞242,拉拽开合卡座243设于拉拽活塞242正下方,拉拽开合卡座243顶部开设有若干活塞插孔2431,活塞插孔2431的数量和尺寸与拉拽活塞242相匹配,拉拽活塞242能插入到活塞插孔2431内,管件架固定框221为槽钢制作,拉拽开合卡座243侧面安装有若干卡座活动轮2432,卡座活动轮2432尺寸与管件架固定框221内槽相匹配,拉拽开合卡座243通过卡座活动轮2432在管件架固定框221上做上下升降运动,拉拽驱动气缸244固定安装在管件架固定框221底部,拉拽驱动气缸244垂直向上安装,拉拽驱动气缸244活塞杆与拉拽开合卡座243底部相连,通过拉拽驱动气缸244的活塞杆伸缩来驱动拉拽开合卡座243升降,拉拽开合卡座243上端面上对称安装有两个插板导轨2433,插板导轨2433内开设有插板导向槽2434,活塞卡合座组件245滑移安装在两个插板导轨2433上,活塞卡合座组件245包括活塞卡合插板2451、插板驱动拉板2454,活塞卡合插板2451厚度尺寸与插板导向槽2434相匹配,活塞卡合插板2451上开设有若干盖孔槽口2452,盖孔槽口2452开设数量和开设位置与活塞插孔2431相对应,活塞卡合插板2451下端连接有连接板2453,两块插板驱动拉板2454连接在连接板2453的两端,拉拽开合卡座243两侧壁对称安装有两个插板驱动气缸246,两个插板驱动气缸246分别与两个插板驱动拉板2454相连,通过插板驱动气缸246的活塞杆的伸缩来带动活塞卡合座组件245的滑移,管件夹开合操作流程如下:先在管件架固定框221上挂装好管件安装架1,通过拉拽驱动气缸244向上举升拉拽开合卡座243,使拉拽活塞242全部插入到活塞插孔2431内,再通过插板驱动气缸246驱动活塞卡合座组件245滑移,使活塞卡合插板2451覆盖住大半个活塞插孔2431,把拉拽活塞242封锁在活塞插孔2431内,这时再驱动拉拽驱动气缸244向下回缩,就能拉动所有联动连杆241向下运动,从而实现全部的管件夹组件
13逐渐闭合,管件夹组件13闭合状态时,能便捷的装插化妆品管件或者用于化妆品管件的集中落料。
31.管件装卸运动装置2还包括管件架上翻定位组件25,管件架上翻定位组件25包括上翻定位座安装横梁251,上翻定位座安装横梁251连接安装在装卸运动装置机架21上端面上,上翻定位座安装横梁251的安装不影响管件架固定框221的最大下翻角度为宜,上翻定位座安装横梁251上安装有若干上翻定位座252,上翻定位座252朝向管件架固定框221上翻运动方向端安装有上翻定位吸盘253,上翻定位座252起到管件架固定框221的上翻定位作用,管件架固定框221的最佳上翻位置是管件架固定框221处于90度竖立状态,这样,往管件安装架1上插装化妆品管件会比较方便,当管件架固定框221上翻至竖立状态时,上翻定位吸盘253与管件架固定框221吸合,使其保持竖立状态。
32.管件下料装置3还包括下料盘升降气缸33、管件架下翻定位组件34,下料盘升降气缸33安装在下料机架31下端,下料盘升降气缸33垂直向上安装,下料盘升降气缸33的活塞杆上安装有升降活动轮331,下料通道盘32底部连接有活动轮滑轨321,升降活动轮331能在活动轮滑轨321做滑移运动,下料盘升降气缸33的活塞杆升降能驱动下料通道盘32的上下翻转,上翻时,用于接料,下翻时,用于接料后的卸料,可在下料通道盘32出口处放置集料箱,在下料盘升降气缸33的活塞杆升降过程中,升降活动轮331在活动轮滑轨321做滑移运动,从而给予下料通道盘32翻转运动力,两个管件架下翻定位组件34对称安装在下料机架31上端面上,管件架外框11两侧对称连接有两个下料翻转落位板15,两个管件架下翻定位组件34分别位于两个下料翻转落位板15的下翻运动轨迹线上,化妆品管件落料时,需要将管件安装架1下翻,管件架下翻定位组件34起到管件安装架1的下翻落位指示作用,限制管件安装架1的最大下翻角度,当管件安装架1下翻时,下料通道盘32被同时上翻举升,管件安装架1下翻到位后,启动管件夹开合驱动机构24,使所有管件夹组件13闭合,管件夹组件13上夹持的化妆品管件会失去夹持力掉落,由于下料通道盘32位于管件安装架1正下方,掉落的化妆品管件正好全部落在下料通道盘32上,再下翻下料通道盘32,就能实现化妆品管件的集中卸料收集,通过上述结构,化妆品管件在表面处理后的落料作业能实现自动化操作,人工只在挂装管件安装架1时使用,极大提升了作业效率。
33.管件架下翻定位组件34包括下翻定位座341、缓冲顶销343,下翻定位座341内开设有弹簧孔342,缓冲顶销343下端连接有压板344,弹簧孔342内安装有缓冲弹簧345,压板344也安装在弹簧孔342内,压板344下端与缓冲弹簧345上端相连,管件安装架1下翻时,下料翻转落位板15会接触下压缓冲顶销343,使缓冲顶销343压缩缓冲弹簧345向下运动,缓冲顶销343起到管件安装架1的下翻定位作用,缓冲弹簧345用于缓冲管件安装架1的下翻速度,防止管件安装架1硬性落位,造成管件安装架1内部震荡,化妆品管件非正常掉落。
34.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1