一种钢丝带束层的卷曲调速装置的制作方法
1.本实用新型涉及一种卷曲调速装置,具体涉及一种钢丝带束层的卷曲调速装置。
背景技术:
2.钢丝带束层是由钢丝帘线与敷着其上的橡胶构成的复合材料,在轮胎生产领域,用作胎面与胎体的过渡层,对轮胎起到缓和冲击力和保护轮胎胎体的作用;目前,钢丝带束层的生产是在包括复合挤出装置、冷却装置、卷曲调速装置和收卷装置所构成的连续生产线上进行,将冷喂料挤出机复合制成的钢丝带束层经冷却并调控卷曲速度后,直接卷曲在收卷工装上,其中:卷曲速度的调控目的是为了解决钢丝带束层卷曲线速度受钢丝带束层卷曲半径影响变化不能与冷喂料挤出机恒定挤出速度相适应的问题,以防止钢丝带束层卷曲线速度非稳态变化可能导致钢丝带束层产生不均匀变形,影响钢丝带束层的产品质量;现有技术中钢丝带束层的卷曲调速装置采用的是超声波测距传感器或者激光测距传感器来检测物料卷曲的卷径,经过plc程序控制,计算出卷曲线速度后再传送给变频器实施速度调控,但是,由于超声波和激光传感器的信号输出波动比较大,plc程序计算也存在时间延迟,所以钢丝带束层卷曲速度的调控仍然存在调控稳定程度不高、滞后现象明显的问题,不能很好满足实际生产要求,而且整套系统的成本投入较高,也严重制约其推广应用;因此,改进钢丝带束层的卷曲调速装置,稳定调控钢丝带束层的卷曲速度,已经成为提高和保证钢丝带束层生产质量的一个亟待解决的现实课题。
技术实现要素:
3.本实用新型的目的是,提供一种钢丝带束层的卷曲调速装置,稳定卷曲速度,保证产品质量。
4.一种钢丝带束层的卷曲调速装置,包括:固定框架、活动框架、定位板和斜面板;所述固定框架水平固定设置,在所述固定框架上安装有均匀分布平行设置的上导引辊组,所述上导引辊组中的辊筒均可沿辊轴自由转动,所述活动框架由垂直固定设置的限位杆定位,与所述固定框架位置对应,水平设置在所述固定框架的下部,所述限位杆限位约束所述活动框架水平方向的运动,定位引导所述活动框架垂直方向的运动,在所述活动框架上安装有均匀分布平行设置的下导引辊组,所述下导引辊组上的辊筒均可沿辊轴自由转动,设置数量比所述上导引辊组的设置数量少1组,并与所述上导引辊组对称相间设置;由复合挤出装置挤出的钢丝带束层从生产端a引入,从卷曲端b导向收卷装置,从生产端a引入至卷曲端b导出的所述钢丝带束层依次相间搭挂在所述上导引辊组的辊筒之上和承载在所述下导引辊组的辊筒之下,通过所述钢丝带束层在所述复合挤出装置和所述收卷装置之间形成的张力牵拉住所述活动框架,使所述活动框架与所述固定框架保持一定的间距,当所述复合挤出装置的挤出速度大于所述收卷装置的卷曲速度时,所述钢丝带束层的张力减小,所述活动框架向下移动,反之,所述钢丝带束层的张力增大,所述活动框架向上移动,为了保证所述钢丝带束层张力对所述活动框架移动状态的有效控制,在所述活动框架上连接安装有
可抵减所述活动框架重力的重力配重块,使所述活动框架重力在经过所述重力配重块抵减后,调整控制所述钢丝带束层张力变化范围之内;所述定位板向下方延伸固定安装在所述固定框架上,所述斜面板在与所述定位板同一垂线上并与所述定位板相对应,向上方延伸固定安装在所述活动框架上,在所述定位板的对应内侧面上,自上而下依次安装有接近开关和位移传感器,所述斜面板的对应内侧面为具有倾斜角a的倾斜平面,所述位移传感器可实时检测所述定位板与所述倾斜平面之间的距离n,并将检测信息传输发送到变频控制器,所述变频控制器依据所述距离n的数值控制调整所述收卷装置的卷曲速度,数值越大所述卷曲速度越快,当所述距离n达到最大值n0时,所述收卷装置可达到预设最大卷曲速度,所述接近开关实时监测所述斜面板是否达到所述接近开关的设置高度,达到时,所述接近开关控制所述收卷装置即时停止工作,降低时,则即时控制所述收卷装置启动工作。
5.为了兼顾所述钢丝带束层对所述活动框架牵拉的稳定性和所述钢丝带束层张力变化导致所述活动框架移动的敏感性,优选所述上导引辊组的安装设置数量为3~7组,同时,所述下导引辊组的设置数量依照所述上导引辊组的设置数量对应设定。
6.与所述位移传感器其的检测精度相配合,优选所述倾斜平面的倾斜角度a为1.0
°
~1.5
°
。
7.本实用新型的有益效果是,提供一种钢丝带束层的卷曲调速装置,通过设置相互对应配合的定位板和斜面板检测结构,利用二者的相对位置关系来反映由复合挤出装置挤出速度与收卷装置卷曲速度差异造成的钢丝带束层上张力变化状态,进而利用安装在定位板上的接近开关和位移传感器检测到的斜面板位置信息对收卷装置的开/关状态或者卷曲速度实施控制调整,由于接近开关和位移传感器都能够直接将检测信息输出传送给变频控制器,响应速度快,控制精度高,能够解决现有技术中钢丝带束层卷曲速度调控稳定程度不高、滞后现象明显的问题,具有控制稳定性和可靠性突出的优点,能够很好地满足实际生产要求,同时,以位移传感器代替超声波或者激光传感器可使价格成本减少60~70%,能够大幅度地降低生产投入,具有广阔的推广应用前景。
附图说明
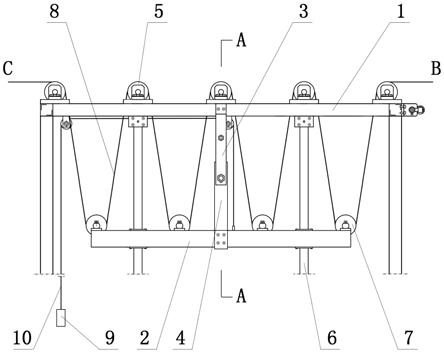
8.图1为实施例钢丝带束层的卷曲调速装置结构示意图。
9.图2为图1中a
‑
a线剖视图。
10.图3为定位板和斜面板相对位置状态局部示意图。
具体实施方式
11.下面结合具体实施例及其附图,对本实用新型请求保护的技术方案做进一步描述。
12.一种钢丝带束层的卷曲调速装置,如图1至图3所示,由固定框架1、活动框架2、定位板3和斜面板4所构成,所述固定框架1水平固定设置,在所述固定框架1上安装有5个上导引辊组5,每个所述上导引辊组5包含2个可沿辊轴自由转动的辊筒,所述活动框架2由4条固定连接在所述固定框架1上,同时穿过所述活动框架2架体的限位杆6定位,所述限位杆6限位约束所述活动框架2水平方向的运动,定位引导所述活动框架2垂直方向的运动,在所述活动框架2上安装有4个下导引辊组7,每个所述下导引辊组7包含2个可沿辊轴自由转动辊
筒,所述下导引辊组7与所述上导引辊组5对称相间设置,由复合挤出装置挤出的钢丝带束层8从生产端a引入,从卷曲端b导向收卷装置,从生产端a引入至卷曲端b导出的所述钢丝带束层8依次相间搭挂在所述上引导辊5的辊筒之上和承载在所述下导引辊组7的辊筒之下,通过所述钢丝带束层8在所述复合挤出装置和所述收卷装置之间形成的张力牵拉住所述活动框架2,在所述活动框架2上还连接安装有重力配重块9,所述重力配重块9利用链条10牵拉,通过滑轮组转变重力方向,抵减所述活动框架2重力作用,所述定位板3固定安装在所述固定框架1上,所述斜面板4固定安装在所述活动框架2上,在所述定位板上安装有接近开关11和位移传感器12,所述斜面板4的对应内侧面为具有倾斜角a的倾斜平面,所述倾斜角度a为1.2
°
。
13.在钢丝带束层连续生产线上应用所述一种钢丝带束层的卷曲调速装置,如图3所示,连续生产线启动前,斜面板4处在高于接近开关11的初始状态,启动所述连续生产线时,所述接近开关11控制所述收卷装置保持关闭状态,随着冷喂料挤出机工作开始生产钢丝带束层8,生产线上所述钢丝带束层8张力的松弛使活动框架2逐渐下降,所述斜面板4也随之产生向下移动,当移动至低于所述接近开关11的设置高度时,所述接近开关11控制所述收卷装置启动,开始收卷所述钢丝带束层8,启动初始,由于位移传感器检测到与所述倾斜平面之间的距离n的数值较小,所述收卷装置的卷曲速度较慢,通常低于所述冷喂料挤出机的钢丝带束层挤出速度,在所述生产线运行过程中所述斜面板4还会随着所述活动框架2继续下降,变频控制器将控制提高所述收卷装置的卷曲速度,当所述倾斜平面之间的距离n的数值达到临界值时,所述收卷装置的卷曲速度与所述冷喂料挤出机的钢丝带束层挤出速度可达到基本平衡,使所述生产线达到并处于一个稳定的工作运行状态。
14.进一步,随着所述收卷装置上卷曲层数的增多,卷曲直径会逐步增大,所述收卷装置对所述钢丝带束层8的收卷线速度不断加快,当收卷速度超过所述冷喂料挤出机的钢丝带束层挤出速度时,所述生产线的平衡运行状态被打破,所述钢丝带束层8上张力的增加使所述斜面板4随所述活动框架2一起向上移动,使所述位移传感器检测与所述倾斜平面之间的距离n减小,所述变频控制器将控制降低所述收卷装置的卷曲速度,动态平衡所述收卷装置的卷曲速度与所述冷喂料挤出机的钢丝带束层挤出速度,保持所述生产线稳定的工作运行状态。
15.同时,当所述冷喂料挤出机产生运行故障或者实施紧急停机,所述钢丝带束层8挤出速度骤降或者骤停时,所述收卷装置的瞬时收卷将使所述斜面板4随所述活动框架2一起快速向上移动,当所述斜面板4上升到所述接近开关11的设置高度时,所述接近开关11即时控制所述收卷装置关闭,停止对所述钢丝带束层8的收卷,避免产生生产事故,减少生产损失。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1