高速口罩打片机的制作方法
1.本技术涉及口罩生产的技术领域,尤其是涉及一种高速口罩打片机。
背景技术:
2.口罩打片机是一种自动化生产多层材质平面口罩成品的机台,整个机台从原材料入料到鼻线插入,封边,裁切成品均为一条线自动化作业,根据所使用的原材料不同,可以达到如n95,ffp2等不同的标准。
3.相关技术见申请号为cn202010438947.6的专利公开了一种平面口罩生产线,包括布卷上料模块、褶皱成型模块、鼻线上料模块、焊接模块、切片模块以及动力源;所述布卷上料模块包括多个布料卷,所述多个布料卷转动连接在机架上;所述褶皱成型模块包括安装架以及设置在安装架上的若干组褶皱组件;所述焊接模块包括焊接辊、焊接台以及超声设备;所述切片模块包括切片辊以及送料辊,所述切片辊上设有沿轴向延伸设置的切片刀,所述切片刀的刀刃与所述送料辊的圆周面相切设置;所述焊接辊和切片辊通过第一传动机构与所述动力源连接。
4.针对上述中的相关技术,发明人认为存在以下缺陷:切片辊和送料辊需要人工调试,切片辊的两端可能存在高度误差,送料辊的两端也可能存在高度误差,导致布料两侧的压力不同,从而使切刀辊对布料剪切时两端为斜边。
技术实现要素:
5.为了减小布料发生偏移的可能性,本技术提供一种高速口罩打片机。
6.本技术提供的一种高速口罩打片机采用如下的技术方案:
7.一种高速口罩打片机,包括安装架和固定于安装架上的切片模块,所述安装架上设置有送料模块,所述送料模块包括多个纠正辊,多个所述纠正辊排布方向与送料模块和切片模块排布方向一致,所述纠正辊与安装架转动连接,所述纠正辊以动力源作为动力机构,所述纠正辊的两端呈圆台结构,两个所述圆台的大端相互远离。
8.通过采用上述技术方案,当布料发生偏移时,由于纠正辊两端的圆台结构,布料可以沿纠正辊两端圆台的倾斜面向纠正辊的中部滑移,从而达到纠正布料偏移的效果。
9.可选的,所述送料模块还包括多个复位组件,多个所述复位组件设置于送料模块进料端的两侧,所述复位组件包括套管、连接轴和复位弹簧;所述套管一端固定于安装架,另一端套设于连接轴;所述复位弹簧设置于套管内部且一端抵接于安装架,另一端抵接于连接轴。
10.通过采用上述技术方案,当布料到达送料模块的进料端时,布料的两侧抵接于复位组件,如果布料出现偏移,复位组件内部的复位弹簧被压缩,复位弹簧反弹复位组件对布料产生一个推力,使布料重新摆正,减小了布料偏移的几率。
11.可选的,所述复位组件还包括引导轮,所述引导轮转动连接于连接轴远离复位弹簧的一端,所述引导轮的外壁环绕开设有引导槽。
12.通过采用上述技术方案,布料抵接于复位组件的引导轮,布料的两侧可以沿着引导槽,带动引导轮转动,减小了布料与复位组件之间的摩擦力,同时也对布料起到一定的引导作用。
13.可选的,所述安装架包括缓冲框,所述缓冲框的侧壁呈透明结构设置,所述缓冲框位于送料模块远离切片模块的一侧,所述缓冲框内设置有缓冲机构,所述缓冲机构包括多个导料辊,多个所述导料辊相互平行,所述导料辊的两端转动连接于缓冲框两侧。
14.通过采用上述技术方案,在布料进入送料模块之前,存在一段预留距离,而并非直接进入送料模块,多个导料辊相互配合可以对布料的平整度做出初步的调整;同时,缓冲框透明的侧壁方便工作人员对布料输送情况进行观察,如果出现偏移程度过大,方便工作人员及时作出调整。
15.可选的,所述送料模块和切片模块之间设置有抚平模块,所述抚平模块包括抚平盖和抚平板,所述抚平盖靠近送料模块的一侧设置入料口,所述抚平盖靠近切片模块的一侧设置出料口,所述出料口的宽度与入料口相同,所述出料口的高度小于入料口的高度,所述抚平盖与抚平板之间形成用于布料穿过的通道。
16.通过采用上述技术方案,抚平盖的入料口大于出料口,方便布料进入抚平盖内部,当遇到褶皱情况时,出料口可以将褶皱刮平,顺着布料的运动方向对布料起到一定的抚平作用。
17.可选的,所述入料口的上方固定有护料板,所述护料板呈弧板结构且其内弧面远离入料口。
18.通过采用上述技术方案,布料进入抚平盖时,由于护料板的外弧面朝向布料,减小了抚平盖的边沿对布料造成损坏的几率。
19.可选的,所述抚平模块还包括压料板,所述压料板呈弧板结构且一端铰接于出料口远离安装架的一侧,所述压料板的外弧面抵接于抚平板。
20.通过采用上述技术方案,压料板的外弧面抵压于布料表面,当遇到褶皱比较严重的情况时,压料板可以减小布料堵塞的几率,同时也减小了抚平盖的边沿对布料造成损坏的几率。
21.可选的,所述压料板远离铰接处的一端平行于抚平盖延伸,所述抚平盖上固定有安装管,所述安装管内设置有支撑弹簧,所述支撑弹簧一端抵接于压料板,另一端固定于抚平盖。
22.通过采用上述技术方案,支撑弹簧抵接于压料板,支撑弹簧的弹力对压料板推动,压料板绕铰接处转动,使压料板抵接于出料口的布料表面,提高了抚平盖的抚平效果。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1、当布料进入切片模块之前,布料通过送料模块,如果发生偏移,纠正辊两端的圆台结构就会给布料偏移的一侧一个作用力,布料可以沿纠正辊两端圆台的倾斜面向纠正辊的中部滑移,从而达到纠正布料偏移的效果;
25.2、在送料模块的输入端设置有复位组件,布料通过复位组件时,如果发生偏移,复位组件内的复位弹簧被压缩,此时复位弹簧发生复位会给布料偏移的一侧一个作用力,从而更正布料的移动路径,减小了布料偏移的几率。
附图说明
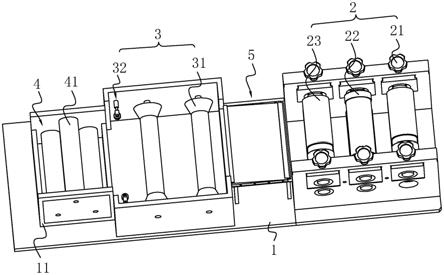
26.图1是本技术实施例的整体结构示意图;
27.图2是本技术实施例的复位组件的局部剖视图;
28.图3是本技术实施例的抚平模块的结构示意图。
29.附图标记说明:1、安装架;11、缓冲框;2、切片模块;21、调节阀;22、切片辊;23、送料辊;3、送料模块;31、纠正辊;32、复位组件;321、套管;322、连接轴;323、复位弹簧;324、引导轮;3241、引导槽;4、缓冲机构;41、导料辊;5、抚平模块;51、抚平盖;511、入料口;512、出料口;513、护料板;514、压料板;515、安装管;516、支撑弹簧;52、抚平板;6、固定螺栓。
具体实施方式
30.以下结合附图1
‑
3对本技术作进一步详细说明。
31.本技术实施例公开一种高速口罩打片机。参照图1,高速口罩打片机包括安装架1、送料模块3和切片模块2,其中,送料模块3和切片模块2按布料的传输方向依次安装于安装架1上;送料模块3可以纠正布料的偏移,减小布料进入切片模块2前发生褶皱的几率。
32.参照图1,送料模块3包括多个纠正辊31,纠正辊31的两端呈圆台结构且两个圆台的大端相互背离,多个纠正辊31的排布方向与送料模块3和切片模块2排布方向一致且纠正辊31与安装架1呈转动连接。使用时,布料置于纠正辊31表面,如果布料发生偏移,纠正辊31就会沿着纠正辊31两端的斜面向纠正辊31的中部滑移,从而达到纠正布料偏移的效果。
33.参照图1和图2,送料模块3还包括两个复位组件32,两个复位组件32分别固定于送料模块3的进料端的两侧且呈相向设置;复位组件32包括套管321、连接轴322、引导轮324和复位弹簧323,其中,套管321一端焊接于安装架1,另一端固定有主限制环;连接轴322穿设于套管321内且靠近安装架1的一端固定有副限制环,主限制环配合副限制环使连接轴322不易从套管321内脱落;复位弹簧323安装于套管321内部且一端抵接于安装架1,另一端抵接于连接轴322;引导轮324转动连接于连接轴322远离安装架1的一端,且引导轮324的中心轴线与连接轴322的中心轴线相互垂直,环绕引导轮324的侧壁设置有引导槽3241。
34.布料发生偏移时,其中一个引导轮324抵接于布料偏移的一侧,套管321内部的复位弹簧323被压缩,复位弹簧323会产生一个反弹的推力,修正布料的移动轨迹,将布料重新摆正,减小了布料偏移的几率;同时由于引导轮324配合引导槽3241,减小了布料与复位组件32之间的摩擦力,对布料的移动起到了一定的引导作用。
35.参照图1,安装架1包括缓冲框11,缓冲框11的侧壁呈透明结构,缓冲框11位于送料模块3远离切片模块2的一侧,缓冲框11内设置有缓冲机构4,缓冲机构4包括多个导料辊41,多个导料辊41相互平行且导料辊41的两端分别转动连接于缓冲框11的两侧。使用时,布料表面贴合导料辊41的外壁,由于缓冲框11侧壁的透明结构,工作人员可以观察到内部布料的情况,如果布料发生明显的偏移,工作人员可以提前发现,方便工作人员及时作出调整;同时,进入送料模块3之前,缓冲机构4内部多个导料辊41相互配合可以对布料的平整度做出初步的调整。
36.参照图1和图3,布料倾斜易导致的褶皱,为了减小布料切片前发生褶皱的几率,在送料模块3和切片模块2之间设置有抚平模块5,抚平模块5包括抚平盖51和抚平板52,抚平盖51盖合于抚平板52上方,抚平盖51的两侧的开口端沿向外翻折,抚平盖51的翻折处穿设
有固定螺栓6,固定螺栓6贯穿抚平板52将抚平盖51和抚平板52固定于安装架1上;抚平盖51靠近送料模块3的一侧设置有入料口511,抚平盖51靠近切片模块2的一侧设置出料口512,出料口512与入料口511的宽度相同,出料口512的高度小于入料口511的高度,使得入料口511的面积大于出料口512的面积。
37.由于抚平盖51的入料口511大于出料口512,布料可以更容易的进入抚平盖51内部,当布料出现褶皱时,出料口512可以顺着布料的运动方向将布料的褶皱刮平,减小了布料的褶皱几率,同时,抚平盖51是以固定螺栓6安装于安装架1上,方便了工作人员的安装和维修。
38.参照图3,在抚平盖51的入料口511远离安装架1一侧的边沿做延伸处理且延伸部向上翻折形成护料板513,护料板513呈弧板结构;使用时,护料板513可以减小抚平盖51的边沿对布料造成损坏的几率。
39.参照图3,在抚平盖51的出料口512处设置有压料板514,压料板514呈弧板结构且一端铰接于抚平盖51出料口512的上部,压料板514的外弧面抵接于抚平板52。当遇到褶皱比较严重的情况时,压料板514可以绕其铰接处转动,减小了布料堵塞的几率,同时也减小了抚平盖51的边沿对布料造成损坏的几率。
40.参照图3,为了提高压料板514的抚平效果,在压料板514远离铰接处的一端平行于抚平盖51延伸,抚平盖51的上部固定有安装管515,安装管515的中心轴线垂直于抚平盖51的上表面,安装管515内设置有支撑弹簧516,支撑弹簧516的一端固定于抚平盖51,另一端抵接于压料板514,使支撑弹簧516的初始状态处于压缩状态。
41.参照图1,待布料抚平之后送入切片模块2,切片模块2包括调节阀21、切片辊22以及两个送料辊23,切片辊22和送料辊23转动连接于安装架1上且调节阀21用于切片辊22和送料辊23的高度调节,切片辊22位于两个送料辊23之间且切片辊22与两个送料辊23相互平行。
42.本技术实施例一种高速口罩打片机的实施原理为:当布料进入切片模块2之前,布料先通过缓冲机构4,工作人员可以通过观察缓冲机构4内布料的实时情况,可以尽快的作出调整;布料通过缓冲机构4后进入送料模块3,由于送料模块3的输入端设置有复位组件32,布料通过复位组件32时,如果布料发生偏移,复位组件32内的复位弹簧323将会给布料偏移侧一个作用力,使布料更正移动路径,从而减小布料偏移的几率;紧接着布料通过送料模块3设有纠正辊31的位置,由于纠正辊31两端的圆台结构会给布料偏移的一侧一个作用力,使布料可以沿纠正辊31两端圆台的倾斜面向纠正辊31的中部滑移,从而达到纠正布料偏移的效果;最后布料通过抚平模块5,抚平模块5将布料抚平后送入切片模块2。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1