一种智能仓库批量传送货物上下堆垛机的对接装置的制作方法
1.本实用新型涉及智能仓库领域,尤其涉及一种智能仓库批量传送货物上下堆垛机的对接装置。
背景技术:
2.有轨巷道堆垛机技术广泛应用于立体仓库中,是一种在高层货架的窄巷道内作业的起重机,可大大提高仓库的面积和空间利用率,是自动化仓库的主要设备。目前巷道类堆垛机主要依靠升降台机械手通过升降到出入库流水线高度拿取货物,然后运送货物到缓存区或者指定货仓。每次只能取放一包,工作效率低。
3.本专利申请人研发团队致力于研发一种自带缓存装置且每层高具备多个缓存位的堆垛机设备,但该堆垛机设备每车上下货量较大,每次依靠升降台货叉来放满缓存区货位,占用的时间会非常久,工作效率低下。
4.基于此,本案由此提出。
技术实现要素:
5.本实用新型的目的在于提供一种智能仓库批量传送货物上下堆垛机的对接装置,以减少该堆垛机缓存区上货和卸货的时间,提高该堆垛机设备的上货和卸货的工作效率。
6.为了实现上述目的,本实用新型的技术方案如下:
7.一种智能仓库批量传送货物上下堆垛机的对接装置,包括对接区、提升装置和输送线,所述对接区包括入库区和出库区,出、入库区均包括多层可独立双向驱动的库区传送带,出、入库区位于库区传送带传送方向的两端均开口;所述输送线包括上下层设置的出库输送线和入库输送线;所述提升装置包括提升手臂和用于升降提升手臂的提升机,提升手臂包括可双向驱动的中间传送带,中间传送带用于将货物在对接区和输送线之间传送。
8.进一步的,每层库区传送带在传送方向的两端均设有伸缩式阻挡块。
9.进一步的,每层库区传送带在传送方向上分为多个货位,每个货位上均设有检测传感器。
10.进一步的,包括垂直于库区传送带传送方向的导轨和平移驱动部,所述入库区和出库区沿导轨方向并排设置,对接区通过平移驱动部实现在导轨上的平移。
11.进一步的,所述输送线的输送方向垂直于库区传送带的传送方向,输送线与提升手臂的对接端设有传送方向转换装置。
12.本实用新型的优点在于:针对自带缓存装置且每层高具备多个缓存位的堆垛机设备,设置一个和缓存区大致相同的对接装置,利用堆垛机存储工作的时间,通过提升机将输送线上的货物一包包放入对接区,等到堆垛机完成存储工作回到原点,和对接区连接,同步一次性完成输送工作,提高了工作效率。
附图说明
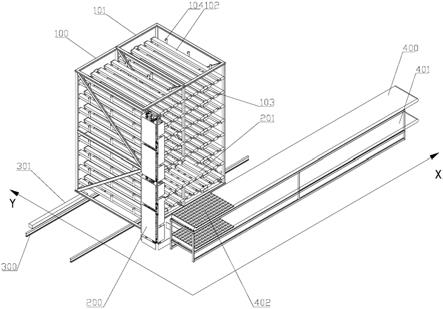
13.图1本实用新型在实施例中的三维构造示意图
14.图2为实施例中的对接装置与堆垛机的配合示意图;
15.标号说明
16.100入库区,101出库区,102库区传送带,103伸缩式阻挡块,104检测传感器;
17.200提升机,201中间传送带;
18.300导轨,301平移驱动部;
19.400出库输送线,401入库输送线,402传送方向转换装置;
20.500堆垛机,501缓存区,502缓存传送带。
具体实施方式
21.以下结合实施例对本实用新型作进一步详细描述,下文中的x向、y向以图1中的方向为准。
22.本实施例提出一种智能仓库批量传送货物上下堆垛机的对接装置,如图1所示,沿y方向依次包括输送线、提升装置和对接区。其中,对接区包括沿x方向并排设置的入库区100和出库区101,出、入库区100、101均包括八层可独立双向驱动的库区传送带102,库区传送带102沿y方向传送。本实施例还包括平移驱动部301和沿x方向设置的导轨300,导轨300安装在地面上,对接区可在导轨300上滑行,平移驱动部301采用电缸,用于给对接区的平移提供动力。
23.如图1所示,每层库区传送带102分为三个库位,每个库位上均设有检测传感器104。如图1所示,出、入库区100、101位于库区传送带102传送方向的两端均开口,便于货物的输入和输出,每层库区传送带102在传送方向的两端均设有伸缩式阻挡块103。当仅有货物上料时,上料端的伸缩式阻挡块103收缩让位,下料端的伸缩式阻挡块103伸出进行挡停;当仅有货物下料时,下料端的伸缩式阻挡块103收缩让位,上料端的伸缩式阻挡块103伸出进行挡停;当一端进行上料,另一端同时进行下料时,两端的伸缩式阻挡块103同时收缩让位;当不进行上下料工序时,伸缩式阻挡块103伸出进行两端挡停。而检测传感器104用于确认货物是否传送到位,确保每次上下料的准确性。
24.输送线包括上下层设置的出库输送线400和入库输送线401,所述出、入库输送线400、401沿x方向设置。提升装置包括提升手臂和用于升降提升手臂的提升机200,提升手臂包括可双向驱动的中间传送带201,中间传送带201沿y向设置,中间传送带201用于将货物在对接区和输送线之间传送。由于输送线是x向输送,中间传送带201是y向输送,所述输送线与提升手臂的对接端设有传送方向转换装置402。如图1中所示,出库区101每一层的库区传送带102数目、入库区100每一层的库区传送带102数目及中间传送带201数目均相同。
25.本实施例对接区的入库流程如下所述:
26.产品打包完成以后通过扫码流入对应的巷道中,沿着流水线被传送到入库输送线401,沿x
‑
方向到达末端传送方向转换装置402停止;此时对接区的入库区100位于工作位上或沿x+方向平移到工作位。提升机200工作,提升手臂升降到和入库输送线401上的传送方向转换装置402平齐;传动功能打开,货物a1沿y+方向被传送带提升手臂上;提升手臂升降到和入库区100第一层传送带相同高度,传送功能打开,货物a1沿着y+轴方向被传送到入库
区100第一层的第一个库位上。同理,提升机200继续去传送下一包货物a2,a1到达入库区100第一层第二个库位,a2到达入库区100第一层第一个库位;同理,提升机200继续去传送下一包货物a3,a1到达入库区100第一层第三个库位,a2到达入库区100第一层第二个库位;a3到达入库区100第一层第一个库位。以此类推,直到放满八层。
27.如图2中所示,设有与该对接区同步研发的堆垛机500,堆垛机500在轨道上沿y向平移,堆垛机500包括一个和出库区101或入库区100大致相同的缓存区501,缓存区501也包括八层,每层均设有可双向独立驱动的缓存传送带502,每层的缓存传送带502也同样设置三个货位且沿y向运行。需要入库的货物被放置到入库区100的过程中,堆垛机500可利用这段时间,将堆垛机500自身缓存区501的货物放置到货架上,等到堆垛机500完成存储工作回到原点,和对接区的入库区100连接,通过库区传送带102和缓存传送带502的配合,入库区100将其上的货物同步一次性输送至堆垛机500缓存区501,提高了入库的效率。
28.本实施例对接区的出库流程如下所述:
29.此时出库区101位于工作位上或沿x
‑
方向平移到工作位。堆垛机500缓存区501装载待发货的货物回到原点,对接出库区101。堆垛机500缓存区501每层缓存传送带502和出库区101每层库区传送带102一一对应,货物沿着y
‑
方向被传送到出库区101上。提升机200工作,通过提升手臂依次将全部货物一包包运送到出库输送线400上,通过流水线传送到发货区。
30.上述实施例仅用于解释说明本发明创造的构思,而非对本发明创造权利保护的限定,凡利用此构思对本发明创造进行非实质性的改动,均应落入本发明创造的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1