一种管道用保温毡自动成型加工线的制作方法
1.本技术涉及保温毡的领域,尤其是涉及一种管道用保温毡自动成型加工线。
背景技术:
2.传统保温覆盖材料,包括草苫、蒲席、纸被和棉被等。他们的共同缺点是笨重,卷放费工、费力,被雨雪浸湿后,既增加了重量,又使保温性能下降,而且对薄膜污染严重,容易降低透光率。开发的新型保温毡在克服上述缺陷方面有了一定进展。理想的保温毡应具有传热系数小,保温性好,重量适中,易于卷放,防风性、防水性好,使用寿命长等优点。
3.现有的公开号为cn112080851a的中国专利公开了保温毡及其制作方法和生产设备,在再生纤维中混合粘结剂,得到混合物料。将混合物料铺成纤维网。对纤维网进行加热加压处理,得到保温毡。
4.针对上述中的相关技术,发明人认为上述保温毡虽然能够将废旧纺织品资源化利用,制备保温性能与防火性能兼顾、可再生、节能环保的保温毡,但是当人们需要用将保温毡用到管道保温上时,还需要对保温毡进行再一次的涂胶加工,根据所需管道用保温毡的厚度,将保温毡重新加工成空心筒状的结构,传统的涂胶收卷过程均为操作员手工完成,进而导致操作员的劳动强度较大。
技术实现要素:
5.为了实现管道用保温毡的自动涂胶收卷,减少操作员的劳动强度,本技术提供一种管道用保温毡自动成型加工线。
6.本技术提供的一种管道用保温毡自动成型加工线采用如下的技术方案:
7.一种管道用保温毡自动成型加工线,包括上料台,上料台上设有放卷轴,上料台的一侧设有传送带,传送带上设有支撑架,支撑架上设有喷胶机构,传送带远离上料台的一侧设有收卷架,收卷架上设有收卷杆,收卷杆上套设有管道模具,收卷架上设有与收卷杆连接的收卷电机。
8.通过采用上述技术方案,操作员将保温毡安装到放卷轴上进行转动放卷,上料台起到支撑放卷轴和保温毡的作用,此时保温毡呈圆柱状,内部没有定型后的空腔,保温毡的厚度也很薄,此时操作员将保温毡的端部放到传送带上进行展开运输,同时喷胶机构对展开后保温毡的一侧进行喷胶处理,操作员再将保温毡重新缠绕到管道模具上,根据管道模具对保温毡内部的空腔进行尺寸定型,再根据所需的厚度,多层保温毡之间进行涂胶缠绕,形成人们所需的厚度,收卷电机转动,带动收卷杆和管道模具转动,实现对管道用保温毡的自动涂胶收卷,具有减少操作员劳动强度的效果。
9.可选的,所述支撑架靠近收卷架的一侧设有置于传送带上方的切割气缸,切割气缸的输出轴上设有切梳,切梳向靠近传送带与收卷架之间的位置运动。
10.通过采用上述技术方案,切割气缸运动带动切梳运动,切梳上的梳齿很密集,保温毡又是由很多丝线压合而成,直接切断会形成断层,此时通过切梳,在梳理的过程中一点点
的将丝线进行剥离,最后形成毛边,减少断层的现象,提高对保温毡切割分离的效果。
11.可选的,所述收卷架的下方固设有收卷滑块,收卷滑块的下方设有收卷座,收卷滑块与收卷座滑动连接。
12.通过采用上述技术方案,收卷滑块置于收卷座上滑动,进而带动收卷杆和管道模具在收卷座上滑动,实现收卷杆、管道模具与传送带之间横向位置的调节,当人们需要不同厚度的管道用保温毡时,通过滑动收卷滑块,得到所需厚度的管道用保温毡,提高对不同厚度管道用保温毡的适用范围。
13.可选的,所述收卷座靠近收卷滑块的一侧开设有滑槽,滑槽与传送带的运输方向一致,收卷滑块与滑槽相互适配且置于滑槽内沿滑槽的方向滑动。
14.通过采用上述技术方案,收卷滑块置于滑槽内沿滑槽的方向滑动,滑槽起到限定收卷滑块滑动方向的作用,进而提高收卷滑块在滑动过程中的稳定性。
15.可选的,所述收卷座上转动连接有与滑槽长度方向一致的调节螺杆,调节螺杆贯穿收卷滑块且与收卷滑块螺纹连接。
16.通过采用上述技术方案,操作员转动调节螺杆,通过调节螺杆与收卷滑块之间的螺纹连接,使收卷滑块进行滑动,实现收卷滑块位置的调节,调节螺杆与收卷滑块之间还具有螺纹的自锁性,进一步的提高了收卷滑块在收卷座上位置的稳定性。
17.可选的,所述上料台上靠近传送带的一侧设有连接传送带的牵引架,牵引架上设有牵引机构。
18.通过采用上述技术方案,牵引架起到支撑牵引机构的作用,牵引机构实现了对保温毡端部的自动牵引运输,无需操作员手动的将保温毡的端部拉扯放置到传送带,对保温毡的端部进行自动的夹持牵引,进一步的提高自动化的程度,进一步的减少了操作员的劳动强度。
19.可选的,所述牵引机构包括水平气缸,水平气缸的输出轴上固设有水平滑块,水平滑块沿水平方向与牵引架滑动连接,水平滑块下设有两个竖直气缸,两个竖直气缸分别置于传送带的两侧,竖直气缸的输出轴上固设有竖直连接板,竖直连接板上设有靠近传送带的气缸夹爪。
20.通过采用上述技术方案,水平气缸运动带动水平滑块沿水平的方向运动,同时竖直气缸运动带动气缸夹爪沿竖直的方向运动,通过水平气缸与竖直气缸之间的自由配合,实现气缸夹爪的水平运动和竖直运动,气缸夹爪对保温毡两侧的位置处进行夹持,同时将保温毡的端部从上料台上牵引到传送带上,实现对保温毡牵引的自动化操作。
21.可选的,所述管道模具与收卷杆可拆式连接。
22.通过采用上述技术方案,人们根据所需管道用保温毡的空腔尺寸大小,需要不同尺寸大小的管道模具对保温毡的内部空腔进行定型,通过管道模具与收卷杆之间的可拆,方便操作员对不同尺寸大小的管道模具进行更换,进一步方便操作员的收卷使用。
23.可选的,所述放卷轴与上料台可拆式连接。
24.通过采用上述技术方案,当保温毡放卷完后,需要更换新的保温毡,此时将放卷轴从上料台上拆卸下来,重新换上新的保温毡,再将放卷轴安装到上料台上,进一步方便操作员的上料使用。
25.可选的,所述传送带包括传送履带,传送履带的外侧壁上设有多个锯齿。
26.通过采用上述技术方案,当传送履带转动对放置在传送履带上的保温毡进行运输时,此时锯齿增大了与保温毡之间的连接力,进一步的提高了保温毡在传送履带上运输的稳定性。
27.综上所述,本技术包括以下至少一种有益技术效果:
28.1.操作员将保温毡安装到放卷轴上进行转动放卷,上料台起到支撑放卷轴和保温毡的作用,此时保温毡呈圆柱状,内部没有定型后的空腔,保温毡的厚度也很薄,此时操作员将保温毡的端部放到传送带上进行展开运输,同时喷胶机构对展开后保温毡的一侧进行喷胶处理,操作员再将保温毡重新缠绕到管道模具上,根据管道模具对保温毡内部的空腔进行尺寸定型,再根据所需的厚度,多层保温毡之间进行涂胶缠绕,形成人们所需的厚度,收卷电机转动,带动收卷杆和管道模具转动,实现对管道用保温毡的自动涂胶收卷,具有减少操作员劳动强度的效果;
29.2.切割气缸运动带动切梳运动,切梳上的梳齿很密集,保温毡又是由很多丝线压合而成,直接切断会形成断层,此时通过切梳,在梳理的过程中一点点的将丝线进行剥离,最后形成毛边,减少断层的现象,提高对保温毡切割分离的效果;
30.3.收卷滑块置于收卷座上滑动,进而带动收卷杆和管道模具在收卷座上滑动,实现收卷杆、管道模具与传送带之间横向位置的调节,当人们需要不同厚度的管道用保温毡时,通过滑动收卷滑块,得到所需厚度的管道用保温毡,提高对不同厚度管道用保温毡的适用范围。
附图说明
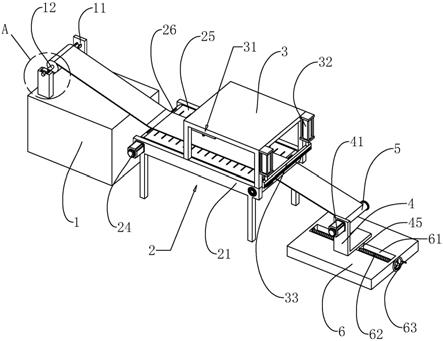
31.图1是本技术实施例一的整体结构示意图。
32.图2是本技术实施例一中收卷架和收卷座的纵剖视图。
33.图3是图1中a的局部放大图。
34.图4是本技术实施例一中传送带的纵剖视图。
35.图5是本技术实施例二的整体结构示意图。
36.图6是本技术实施例二中牵引架和牵引机构的正视图。
37.附图标记说明:1、上料台;11、上料架;12、放卷轴;13、上料槽;14、锁紧块;15、锁紧螺栓;2、传送带;21、传送架;22、主传送辊;23、从传送辊;24、传送电机;25、传送履带;26、锯齿;3、支撑架;31、喷胶机构;311、喷胶头;32、切割气缸;33、切梳;4、收卷架;41、收卷电机;42、收卷杆;43、锁紧盘;44、紧固螺栓;45、收卷滑块;5、管道模具;6、收卷座;61、滑槽;62、调节螺杆;63、调节转柄;7、牵引架;71、牵引机构;711、水平气缸;712、水平滑块;713、竖直气缸;714、竖直连接板;715、气缸夹爪。
具体实施方式
38.以下结合全部附图对本技术作进一步详细说明。
39.本技术实施例公开一种管道用保温毡自动成型加工线。
40.实施例一:
41.参照图1和图2,一种管道用保温毡自动成型加工线,包括上料台1,上料台1的一侧放置有传送带2,传送带2与上料台1置于同一水平面上。传送带2上固设有支撑架3,支撑架3
置于传送带2远离上料台1的一端。支撑架3上安装有喷胶机构31。传送带2远离上料台1的一侧放置有收卷架4,收卷架4上转动连接有水平的收卷杆42,收卷杆42呈方形杆状,收卷杆42上套设有管道模具5,管道模具5的高度低于传送带2的高度。上料台1对保温毡进行放卷,此时的保温毡呈圆柱状,内部没有定型后的空腔,保温毡的厚度也较薄;再经过传送带2的输送,喷胶机构31的喷胶处理,最终在管道模具5上进行收卷;根据管道模具5对保温毡内部的空腔进行尺寸定型,再根据所需的厚度,多层保温毡之间进行涂胶缠绕,实现管道用保温毡加工成型的过程。
42.参照图3,上料台1上固设有上料架11,上料架11顶部铰接有水平放置的放卷轴12,放卷轴12的一端与上料架11铰接。操作员将呈圆柱状的未加工的保温毡套在放卷轴12上,通过保温毡的转动对保温毡进行放卷操作。
43.参照图3,放卷轴12远离与上料台1铰接的一端与上料台1可拆式连接,当保温毡放卷完后,需要更换新的保温毡,此时将放卷轴12从上料台1上拆卸下来,重新换上新的保温毡,方便操作员的上料使用。
44.参照图3,上料架11远离与放卷轴12铰接的一端开设有竖直的上料槽13,上料槽13连通外界,放卷轴12的端部置于上料槽13内,此时上料槽13起到限定放卷轴12位置的作用。
45.参照图3,上料架11上铰接有锁紧块14,锁紧块14置于上料槽13的正上方,锁紧块14远离与上料架11铰接的一端处穿设有锁紧螺栓15,锁紧螺栓15与上料架11螺纹连接。通过锁紧螺栓15和锁紧块14的进一步配合,将放卷轴12的端部可拆卸的限定在了上料槽13内,提高放卷轴12在放卷保温毡过程中的稳定性。
46.参照图1和图4,传送带2包括传送架21,传送架21内转动连接有主传送辊22和从传送辊23,主传送辊22和从传送辊23相互平行且置于同一水平面内。传送架21外固设有水平的传送电机24,传送电机24的输出轴与主传送辊22固定连接。启动传送电机24,带动主传送辊22转动。
47.参照图4,主传送辊22与从传送辊23上套设有传送履带25,传送履带25的外侧壁上固设有多个均匀分布的锯齿26。传送电机24转动,带动传送履带25转动,对放置在传送履带25上的保温毡进行运输,此时锯齿26增大了传送履带25与保温毡之间的连接作用力,减少保温毡在传送履带25上发生相对滑动的可能性。
48.参照图4,喷胶机构31包括多个喷胶头311,多个喷胶头311均与支撑架3固定连接,喷胶头311均匀且竖直的分布在传送履带25的正上方,通过喷胶头311的喷胶,对传送履带25上运输的保温毡进行喷胶处理。
49.参照图4,喷胶机构31与传送带2同步运动,传送带2启动运输保温毡的同时,喷胶机构31启动,进行喷胶。当传送带2停住时,此时喷胶机构31马上停住,减少胶喷涂到传送带2上的可能性。
50.参照图1和图4,支撑架3靠近收卷架4的一侧固设有两个置于传送带2上方的切割气缸32,切割气缸32呈竖直状。两个切割气缸32的输出轴上固定连接有水平的切梳33,切梳33沿竖直方向向靠近传送带2与收卷架4之间的位置运动。启动切割气缸32,切割气缸32带动切梳33运动。切梳33上的梳齿很密集,保温毡由很多丝线压合而成,对保温毡进行梳断处理。操作员若直接切断保温毡,会在保温毡的端部形成断层。若通过切梳33的梳断,一点点的在梳理的过程中将丝线进行剥离,最后形成保温毡毛边,大大减少保温毡断层的现象。
51.参照图2,收卷架4上固设有与收卷杆42固定连接的收卷电机41,启动收卷电机41,收卷电机41转动,带动收卷杆42和管道模具5转动,实现对管道用保温毡的自动收卷。
52.参照图2,管道模具5与收卷杆42可拆式连接,人们根据所需管道用保温毡的空腔尺寸大小,需要不同尺寸大小的管道模具5对保温毡的内部空腔进行定型。通过管道模具5与收卷杆42之间的可拆,方便操作员对不同尺寸大小的管道模具5进行更换。
53.参照图2,收卷杆42远离收卷电机41的一端安装有锁紧盘43,锁紧盘43端部的面积大于收卷杆42端部的面积,锁紧盘43上穿设有水平的紧固螺栓44,紧固螺栓44贯穿锁紧盘43且螺纹连接在收卷杆42的端部。通过锁紧盘43和紧固螺栓44之间的相互配合,实现管道模具5与收卷杆42之间的可拆卸,提高管道模具5套在收卷杆42上的稳定性。
54.参照图1和图2,收卷架4的下方固设有收卷滑块45,收卷滑块45的下方放置有水平的收卷座6,收卷滑块45与收卷座6滑动连接,进而带动收卷杆42和管道模具5在收卷座6上沿水平的方向滑动,实现收卷杆42、管道模具5与传送带2之间横向水平位置的调节。当人们需要不同厚度的管道用保温毡时,通过滑动收卷滑块45,调节管道模具5到传送带2之间的距离,扩大对不同厚度管道用保温毡的适用范围。
55.参照图1和图2,收卷座6靠近收卷滑块45的一侧开设有水平的滑槽61,滑槽61与传送带2的运输方向一致,滑槽61的宽度等于收卷滑块45的宽度,收卷滑块45置于滑槽61内沿滑槽61的方向滑动,起到提高收卷滑块45在滑动过程中稳定性的作用。
56.参照图1和图2,收卷座6上转动连接有与滑槽61长度方向一致的调节螺杆62,调节螺杆62呈水平状,调节螺杆62贯穿收卷滑块45且与收卷滑块45螺纹连接。操作员转动调节螺杆62,通过调节螺杆62与收卷滑块45之间的螺纹连接,实现收卷滑块45位置的调节。
57.参照图1,调节螺杆62的一端伸出收卷座6且固设有圆形的调节转柄63,操作员握住调节转柄63,调节转柄63增大了与人手之间的接触面积,进一步的方便操作员省力的转动调节螺杆62。
58.本技术实施例一的实施原理为:操作员根据所需要管道用保温毡的空腔大小和厚度,在收卷杆42上套上相对应尺寸的管道模具5,再将锁紧盘43和紧固螺栓44安装到收卷杆42上,然后转动调节转柄63,调节管道模具5与传送带2之间的距离,以至于能缠绕到所需厚度的管道用保温毡,再将保温毡套在放卷轴12上,安装上锁紧块14和锁紧螺栓15,此时手动将保温毡的端部牵引到传送履带25上的锯齿26上,此时同步启动传送电机24和喷胶机构31,在运输保温毡的同时对保温毡进行喷胶处理,再将喷胶后的保温毡不沾胶的一面缠绕在管道模具5上,启动收卷电机41,实现管道用保温毡自动的喷胶收卷过程。
59.实施例二:
60.参照图5,实施例二与实施例一的不同之处在于,上料台1上靠近传送带2的一侧固设有连接传送带2的牵引架7,牵引架7置于上料台1与传送带2之间,牵引架7上安装有牵引机构71,牵引机构71对保温毡的端部进行自动的牵引运输,实现从上料台1到传送带2之间的牵引跨越。
61.参照图5和图6,牵引机构71包括水平气缸711,水平气缸711的输出轴上固设有水平滑块712,水平滑块712沿水平方向与牵引架7滑动连接。水平气缸711运动,带动水平滑块712沿水平的方向滑动。
62.参照图5和图6,水平滑块712下固设有两个竖直气缸713,两个竖直气缸713分别置
于传送带2的两侧,竖直气缸713的输出轴上固设有竖直连接板714。启动竖直气缸713,竖直气缸713带动竖直连接板714沿竖直的方向运动。
63.参照图5和图6,竖直连接板714上安装有靠近传送带2的气缸夹爪715,通过气缸夹爪715对保温毡的两侧进行夹持固定。通过水平气缸711、竖直气缸713和气缸夹爪715之间的运动配合,将保温毡的端部从上料台1上夹持牵引到传送带2上,对保温毡实现自动化的牵引过程。
64.本技术实施例二的实施原理为:操作员根据所需要管道用保温毡的空腔大小和厚度,在收卷杆42上套上相对应尺寸的管道模具5,再将锁紧盘43和紧固螺栓44安装到收卷杆42上,然后转动调节转柄63,调节管道模具5与传送带2之间的距离,以至于能缠绕到所需厚度的管道用保温毡,再将保温毡套在放卷轴12上,安装上锁紧块14和锁紧螺栓15,此时通过水平气缸711、竖直气缸713和气缸夹爪715之间的相互运动配合,对保温毡的两侧进行夹持牵引,自动的将保温毡的端部牵引到传送履带25的锯齿26上,此时同步启动传送电机24和喷胶机构31,在运输保温毡的同时对保温毡进行喷胶处理,再将喷胶后的保温毡不沾胶的一面缠绕在管道模具5上,启动收卷电机41,实现管道用保温毡自动的牵引喷胶收卷过程。
65.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1