一种刮板机断链故障检测装置
1.本实用新型涉及刮板机故障检测技术领域,具体为一种刮板机断链故障检测装置。
背景技术:
2.在煤矿井下综采工作面煤炭产量不断增加的大背景下,刮板输送机的带载也随之增加,但对于小矿井设备没有及时更新,经常出现刮板输送机超负荷运作的情况,致使链条发生断链,从而影响生产,甚至造成煤质事故;本装置旨在提升刮板机断链故障检测的准确性和快速性,提早发现故障以减小经济损失,缩短设备维护周期。
技术实现要素:
3.本实用新型要解决的技术问题在于:解决刮板输送机采用人工或应变变化率断链检测存在效率低,准确性差的问题,公开一种能够提高刮板输送机断链故障检测能力的装置。
4.为了解决上述技术问题,本实用新型提供了如下技术方案:一种刮板机断链故障检测装置,包括:人机交互系统、电机状态检测系统、机器视觉检测系统、刮板状态检测系统以及plc控制器;
5.其中,所述人机交互系统包括电机状态检测上位机、刮板状态检测上位机以及图像处理上位机,其均安装于地面集控室;电机状态检测上位机与刮板状态检测上位机通过以太网连接设置于井下的plc控制器,图像处理上位机通过以太网连接设置于井下的图像处理装置,电机状态检测上位机、刮板状态检测上位机以及图像处理上位机均不限于一台,通过连接内部环网进行扩展或功能切换;
6.所述电机状态检测系统包括机头变频模块、机尾变频模块、机头电机电流采集模块、机尾电机电流采集模块、机头电机转速采集模块、机尾电机转速采集模块;机头变频模块连接机头电机,机尾变频模块连接机尾电机,机头电机电流采集模块安装于plc控制柜中,其输入端连接机头变频模块,输出端连接plc控制器,机尾电机电流采集模块安装于plc控制柜中,其输入端连接机尾变频模块,输出端连接plc控制器,机头电机转速采集模块安装于plc控制柜中,其输入端连接机头变频模块,输出端连接plc控制器,机尾电机转速采集模块安装于plc控制柜中,其输入端连接机尾变频模块,输出端连接plc控制器;
7.所述机器视觉检测系统包括机头图像采集装置、机尾图像采集装置、网络交换模块和图像处理装置;机头图像采集装置安装于机头架上,其传感器正对刮板,机尾图像采集装置安装于机尾架上,其传感器正对刮板,网络交换模块和图像处理装置安装于井下控制室,网络交换模块输入端通过以太网连接机头图像采集装置和机尾图像采集装置,输出端连接图像处理装置,图像处理装置输出端连接图像处理上位机;
8.所述刮板状态检测系统包括机头接近开关、机尾接近开关和刮板偏移采集模块;两个机头接近开关对称安装于机头架尾端,两个机尾接近开关对称安装于机尾架尾端,用
于采集刮板接近的时刻,刮板偏移采集模块安装于plc控制柜中,其输入端连接机头接近开关和机尾接近开关,输出端连接plc控制器。
9.其中,plc控制器安装于plc控制柜中,包括cpu模块、输出模块和通讯模块;cpu模块输入端连接机头电流电机模块、机头电机转速采集模块、刮板偏移采集模块、机尾电流采集模块及机尾转速采集模块,cpu模块输出端连接输出模块及通讯模块,输出模块输出端与机头变频模块及机尾变频模块相连,通讯模块输出端与电机状态检测上位机、刮板状态检测上位机以及图像处理上位机相连。
10.区别于现有技术,本实用新型提供了一种刮板机断链故障三重检测装置,在plc控制器以及图像处理模块的指挥下,采用变频模块、接近开关以及机器视觉三种方式对刮板输送机的链条进行监测;提高了刮板输送机断链故障检测的准确性和效率,进而降低了井下综采工作面的故障率。
附图说明
11.下面将结合附图及实施例对本实用新型作进一步说明,附图中:
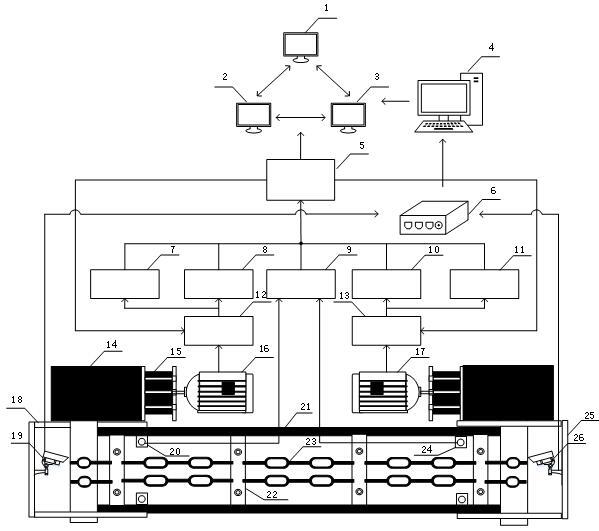
12.图1是本实用新型提供的一种刮板输送机断链故障检测装置的结构示意图。
13.图2是本实用新型提供的一种刮板输送机断链故障检测装置的电机状态检测系统的控制流程示意图。
14.图3是本实用新型提供的一种刮板输送机断链故障检测装置的刮板状态检测系统的控制流程示意图。
15.图4是本实用新型提供的一种刮板输送机断链故障检测装置的机器视觉检测系统的控制流程示意图。
具体实施方式
16.为了对本实用新型的技术特征、目的和效果有更加清楚的理解,现对照附图详细说明本实用新型的具体实施方式。
17.参阅图1,本实用新型提供了一种刮板机断链故障检测装置,包括:人机交互系统、电机状态检测系统、机器视觉检测系统、刮板状态检测系统以及plc控制器5;
18.其中,所述人机交互系统包括电机状态检测上位机1、刮板状态检测上位机2以及图像处理上位机3,其均安装于地面集控室;电机状态检测上位机1与刮板状态检测上位机2通过以太网连接设置于井下的plc控制器5,图像处理上位机3通过以太网连接设置于井下的图像处理装置4,电机状态检测上位机1、刮板状态检测上位机2以及图像处理上位机3均不限于一台,通过连接内部环网进行扩展或功能切换;
19.所述电机状态检测系统包括机头变频模块12、机尾变频模块13、机头电机电流采集模块7、机尾电机电流采集模块10、机头电机转速采集模块8、机尾电机转速采集模块11;机头变频模块12连接机头电机16,机尾变频模块13连接机尾电机17,机头电机电流采集模块7安装于plc控制柜中,其输入端连接机头变频模块12,输出端连接plc控制器5,机尾电机电流采集模块10安装于plc控制柜中,其输入端连接机尾变频模块13,输出端连接plc控制器5,机头电机转速采集模块8安装于plc控制柜中,其输入端连接机头变频模块12,输出端连接plc控制器5,机尾电机转速采集模块11安装于plc控制柜中,其输入端连接机尾变频模
块13,输出端连接plc控制器5;
20.所述机器视觉检测系统包括机头图像采集装置19、机尾图像采集装置26、网络交换模块6和图像处理装置4;机头图像采集装置19安装于机头架18上,其传感器正对刮板22,机尾图像采集装置26安装于机尾架25上,其传感器正对刮板22,网络交换模块6和图像处理装置4安装于井下控制室,网络交换模块6输入端通过以太网连接机头图像采集装置19和机尾图像采集装置26,输出端连接图像处理装置4,图像处理装置4输出端连接图像处理上位机3;
21.刮板状态检测系统包括机头接近开关20、机尾接近开关24和刮板偏移采集模块9;两个机头接近开关20对称安装于机头架18尾端,两个机尾接近开关24对称安装于机尾架25尾端,用于采集刮板接近的时刻,刮板偏移采集模块9安装于plc控制柜中,其输入端连接机头接近开关20和机尾接近开关24,输出端连接plc控制器5。
22.其中,plc控制器5安装于plc控制柜中,包括cpu模块、输出模块和通讯模块;cpu模块输入端连接机头电流电机模块7、机头电机转速采集模块8、刮板偏移采集模块9、机尾电流采集模块10及机尾转速采集模块11,cpu模块输出端连接输出模块及通讯模块,输出模块输出端与机头变频模块12及机尾变频模块13相连,通讯模块输出端与电机状态检测上位机1、刮板状态检测上位机2以及图像处理上位机3相连。
23.下面具体说明装置的工作原理:
24.在系统启动前,先由人工通过电机状态检测上位机1输入电机电流变化率的阈值和电机转速变化率的阈值,通过刮板状态检测上位机2输入刮板偏移百分比阈值,通过图像处理上位机3输入刮板偏移角度阈值;当刮板输送机启动时,本装置开始运行,由机头变频模块12和机尾变频模块13分别给定机头电机16和机尾电机17的初始设定频率50hz,而后读取机头电机16和机尾电机17的状态并将实时电流与实时转速通过对应的机头电机电流采集模块7、机尾电机电流采集模块10、机头电机转速采集模块8、机尾电机转速采集模块11传递给cpu模块,机头和机尾电流经过处理后分别得出机头和机尾电流变化率,与输入电流阈值进行对比,机头和机尾转速经过处理后得出机头和机尾转速变化率,与输入转速阈值进行对比,如机头与机尾电流变化率均超过阈值或机头与机尾转速变化率均超过阈值,则判断出现了刮板机输送机断链故障,触发急停机制,cpu模块传递给输出模块设定频率0hz,再由输出模块将控制信号传递给机头变频模块12和机尾变频模块13,使刮板输送机停机,此为第一层保护;
25.由机头接近开关20和机尾接近开关24实时采集前后刮板22通过的时刻,将该数据通过刮板偏移采集模块9传递给cpu模块,通过机头接近开关20采集的两组数据计算出通过机头的刮板偏移百分比,通过机尾接近开关24采集的两组数据计算出通过机尾的刮板偏移百分比,与上位机设定的刮板偏移百分比阈值进行对比,如果机头机尾的偏移角均大于阈值,则判断出现了刮板输送机断链故障,触发急停机制,此为第二层保护;
26.由机头图像采集模块19和机尾图像采集模块26分别以30帧速度采集前后刮板链图像并传输给图像处理装置4,其中机头图像采集模块19、机尾图像采集模块26和图像处理装置4连接网络交换模块6用于交换数据,图像处理装置4将机头图像采集模块19和机尾图像采集模块26传输的图像进行处理后计算出机头和机尾处刮板偏移角,与输入刮板偏移角度阈值进行对比,如果两偏移角均大于阈值,则判断出现了刮板机输送机断链故障,触发急
停机制,此为第三层保护。
27.电机状态检测系统的设计算法流程如附图2所示:由电机状态检测上位机1设置电机电流变化率的阈值和电机转速变化率的阈值δi、δn,采集实时机头电机16的电流和转速i1、n1,将采集的数据用卡尔曼滤波方式做平滑处理,而后放入plc循环中断中设置循环周期为1s,取十秒平均值δi1、δn1与设置阈值δi、δn进行比较,如均小于则结束本次循环,如其中有一项大于阈值再针对该项做进一步判断,判断机尾该项是否大于阈值,机尾判断流程与机头一致,如机头和机尾有一项均超过阈值,则判断刮板输送机出现了断链故障,cpu模块发出停机指令。
28.刮板状态检测系统的设计算法流程如附图3所示:由刮板状态检测上位机2设置刮板偏移百分比阈值δl%,通过机头接近开关20和机尾接近开关24的传感器采集当前刮板通过的时刻表,将四组数据t1、t2、t'1、t'2分别传入cpu模块中;对机头两组数据t1、t'1分别进行差分处理,如结果为0则结束本次循环,如结果不为0,分别计算两组数据各自时间间隔t1、t2,将计算结果取平均,再将偏移时间除以刮板间隔时间可得出刮板偏移百分比δl1%,与刮板偏移百分比阈值δl%进行对比,如没有超过阈值则刮板输送机没有发生断链故障,进行下一次循环,如超过阈值则继续对机尾刮板偏移进行判断,机尾判断方法同机头,机头机尾均超过阈值判断产生了刮板机断链故障,cpu模块发出停机指令。
29.机器视觉检测系统的设计算法流程如附图4所示:由图像处理上位机3设置刮板偏移角度机头图像采集模块19和机尾图像采集模块26采集当前机头机尾的刮板链状态传递给图像处理装置4,图像处理装置4先对机头图像进行预处理(包括灰度化、平滑和锐化),后根据刮板和每块的轮廓不同将刮板识别出来,再由刮板和刮板机中部槽角度差计算刮板的偏移角度如偏移角没有超过阈值则结束本次循环,如偏移角超过阈值则判断机尾刮板偏移角度机尾偏移角度计算方法同机头,如两偏移角度均大于阈值,判断出现了刮板机断链故障,cpu模块发出停机指令。
30.本实用新型在使用时,三种检测方式之间为“或”关系,一种检测失灵并不影响其余两者判断,检测装置与刮板机共用电源,只要刮板机运行,检测装置便随之启动。三种上位机之间通过ip地址进行区分,电机状态检测上位机1与刮板状态检测上位机2共用一个ip,图像处理上位机3的ip也与两者置于一个网关下,便于三者之间的切换,同时将三者均接入内部环网,如需扩展只需将扩展上位机也接入环网即可。
31.以上仅为本实用新型较佳的实施方式,本实用新型所属领域的技术人员还能够对上述实施方式进行变更和修改,因此,本实用新型并不局限于上述的具体实施方式,凡是本领域技术人员在本实用新型的基础上所做的任何显而易见的改进、替换或变型均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1