涂装悬挂线快速装载装置的制作方法
1.本实用新型涉及涂装自动化领域,具体涉及一种涂装悬挂线快速装载装置。
背景技术:
2.在涂装流水线的悬挂输送线上,均布有悬挂吊具,悬挂吊具下部挂载待喷涂工件,悬挂吊具和工件间的常规连接有挂钩、悬挑、插销、搭扣、捆绑等多种方式,常用的连接方式在装载工件时需要耗费人力,效率低不利于自动化的推广。
3.在待喷涂的工件中磁性钢制工件占有较大比例,利用永磁体对其吸力可实现快速装载,但是永磁体为稀土材质较脆碰撞易碎,自动装载时如果工件不能和永磁体贴合、留有间隙,则吸力会大幅降低使工件脱落,同时永磁体上如果附着了涂料、塑粉也难以清理。在工件接近永磁体时,因为吸力作用会加剧吊具的晃动,同时吊具安装高度会有一定偏差,不利于对接吸合,这些都制约着磁力吸合在快速装载工件上的应用。
技术实现要素:
4.本实用新型提供一种涂装悬挂线快速装载装置,结构简单,不仅使得装载更加稳定,避免装载中工件的晃动,实现对工件的快速装载,降低操作人员的劳动强度,而且有效对永磁体的保护。
5.为实现上述目的,本涂装悬挂线快速装载装置,包括输送组件、装载组件和限位组件;
6.所述输送组件带动悬挂吊具左右移动;
7.所述装载组件位于输送组件的前侧,并通过固定安装在机械人主体上灵活移动,装载组件包括支撑主体、第一驱动组件和第二驱动组件;
8.第一驱动组件和第二驱动组件均安装在支撑主体上,第一驱动组件包括第一驱动器和升降底板,第一驱动器与升降底板连接,并带动升降底板上下移动对工件从下端托起,第二驱动组件包括第二驱动器和与第二驱动器连接的夹持组件,第二驱动器带动夹持组件对工件左右夹持;
9.装载组件将工件安装在悬挂吊具的下端;
10.所述限位组件包括导向叉杆和限位板,所述导向叉杆竖直固定在支撑主体上,并插装在悬挂吊具的中部,所述限位板左右布置,并位于悬挂吊具的后侧。
11.进一步的,所述悬挂吊具上端的吊具头安装在输送组件上、中部为吊具杆、下端设有磁盒,磁盒内设有对工件上端吸附的永磁体。
12.进一步的,所述磁盒的上端设有防护罩,防护罩呈半球状罩住在磁盒上端,并与磁盒形成盛放永磁体的封闭腔体。
13.进一步的,所述导向叉杆端头处为v型结构,并对吊具杆周圈限位,限位板位于吊具杆的后侧,限位板的左右两端为弧形向后设置。
14.进一步的,所述输送组件包括输送轨道和输送链,所述输送链左右移动设置在输
送轨道上,输送轨道上位于限位板处设有向上的凸起,当工件挂装在悬挂吊具上时,输送链被顶起位于凸起处移动。
15.进一步的,当工件装载时,所述机械人主体带动装载组件与悬挂吊具的移动方向、速度大小一致。
16.与现有技术相比,本涂装悬挂线快速装载装置由于将装载组件设置在机械人主体上,机械人主体带动装载组件与悬挂吊具同步移动,方便对其装载,并通过第一驱动组件和第二驱动组件分别对工件下端托起、左右两端夹紧,使得工件上端与悬挂吊具接触,实现快速装载,降低操作人员的劳动强度;由于设置限位组件,挂装在输送链上的悬挂吊具在移动过程中会发生摆动,通过后侧的限位板对通过的悬挂吊具前后限位,再通过导向叉杆的v型豁口卡住吊具杆上,对悬挂吊具左右限位,避免其自由摆动,使得装载更加稳定;由于输送轨道上设有对工件向上装载时进行缓冲的凸起,有效避免工件因突然失重脱落,增加快速装载工件的可靠性;由于将永磁体放置在磁盒内,降低工件吸合时对永磁体的直接碰撞冲击,同时隔离涂料,保持正常使用吸力,提高永磁体的使用寿命,并通过防护罩有效遮住飞溅的涂料;本涂装悬挂线快速装载装置,结构简单,不仅使得装载更加稳定,避免装载中工件的晃动,实现对工件的快速装载,降低操作人员的劳动强度,而且有效对永磁体的保护。
附图说明
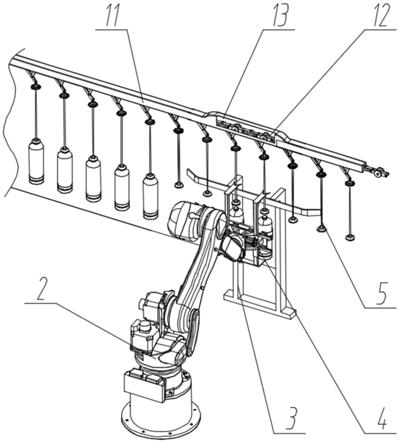
17.图1是本实用新型的整体示意图;
18.图2是本实用新型的装载组件示意图;
19.图3是本实用新型的悬挂吊具示意图;
20.图中:11、输送轨道,12、输送链,13、凸起,2、机械人主体,3、限位组件,31、限位座,32、限位板,4、装载组件,41、支撑主体,42、导向叉杆,43、第一驱动组件,44、升降底板,45、第二驱动组件,46、夹持组件,5、悬挂吊具,51、吊具头,52、吊具杆,53、磁盒,54、永磁体,55、防护罩。
具体实施方式
21.下面结合附图对本实用新型作进一步说明。
22.如图1、图2所示,本涂装悬挂线快速装载装置,包括输送组件、装载组件4和限位组件3;
23.所述输送组件带动悬挂吊具5左右移动;
24.所述装载组件4位于输送组件的前侧,并通过固定安装在机械人主体2上灵活移动,包括支撑主体41、第一驱动组件43和第二驱动组件45;
25.第一驱动组件43和第二驱动组件45均安装在支撑主体41上,第一驱动组件43包括第一驱动器和升降底板44,第一驱动器与升降底板44连接,并带动升降底板44上下移动对工件从下端托起,第二驱动组件45包括第二驱动器和与第二驱动器连接的夹持组件46,第二驱动器带动夹持组件46对工件左右夹持;
26.所述限位组件3包括导向叉杆42和限位板32,所述导向叉杆42竖直固定在支撑主体41上,并插装在悬挂吊具5的中部,所述限位板32左右布置,并位于悬挂吊具5的后侧,限位板32可固定安装在限位座31上,限位座31位于装载位置处;
27.装载组件4将工件拆卸的快速安装在悬挂吊具5的下端;
28.如图3所示,进一步的,所述悬挂吊具5上端的吊具头51安装在输送组件上、中部为吊具杆52、下端设有磁盒53,磁盒53内设有对工件上端吸附的永磁体54;
29.进一步的,所述磁盒53的上端设有防护罩55,防护罩55呈半球状罩住在磁盒53上端,并与磁盒53形成盛放永磁体54的封闭腔体;通过防护罩55有效遮住飞溅的涂料。
30.进一步的,所述导向叉杆42端头处为v型结构,并对吊具杆52周圈限位,限位板32位于吊具杆52的后侧,限位板32的左右两端为弧形向后设置;限位板32两端为弧形向后设置,方便悬挂吊具5在左右移动中,更好进入限位板32,使其与限位板32中部贴合,避免前后摆动;
31.进一步的,所述输送组件包括输送轨道11和输送链12,所述输送链12左右移动设置在输送轨道11上,输送轨道11上位于限位板32处设有向上的凸起13,当工件挂装在悬挂吊具5上时,输送链12被顶起位于凸起13处移动;
32.进一步的,当工件装载时,所述机械人主体2带动装载组件4与悬挂吊具5的移动方向、速度大小一致;比如可在机械人主体2上设有检测装置,当机械人主体2灵活移动,检测装置在吊装区内检测到悬挂吊具5时,装载组件4与悬挂吊具5之间的移动方向、速度同步,实现更好将工件放置在悬挂吊具5上,避免输送组件停机;
33.本一种涂装悬挂线快速装载装置使用时,悬挂吊具5在输送组件作用下进行移动,机械人主体2带动装载有待涂工件的装载组件4灵活移动,通过装载组件4将工件装载至悬挂吊具5上,并运输至下一步的喷涂等工序上,具体的为:
34.将悬挂吊具5的上端吊具头51挂装在输送链12,输送链12在输送轨道11上移动,比如图1中从右向左移动;限位组件3中限位板32位于装载工位,机械人主体2带动装载组件4先拾取待涂工件,即第一驱动器带动升降底板44上下移动,使其接触工件底部,第二驱动器带动夹持组件46夹抱工件左右两侧并提升转移;
35.机械人主体2携带工件进入装载工位,并位于悬挂吊具5的侧下方,机械人主体2带动装载组件4与悬挂吊具5同步移动,再往前伸出,通过限位组件3对悬挂吊具5进行限位,即装载组件4相对移动的悬挂吊具5静止,方便对其装载,并且挂装在输送链12上的悬挂吊具5在移动过程中会发生一定幅度的摆动,首先通过后侧的限位板32对通过的悬挂吊具5前后限位,再通过导向叉杆42的v型豁口卡住吊具杆52上,对悬挂吊具5左右限位,避免其自由摆动;
36.随后装载组件4携带工件上举,即第一驱动器带动升降底板44向上移动,使工件和包裹永磁体54的磁盒53接触,并通过永磁体54对工件吸合固定在悬挂吊具5上,由于在输送轨道11上端设有凸起13,当工件挂装在悬挂吊具5上时,输送链12被顶起位于凸起13处移动,即输送链12顶升一段高度,凸起13为这段高度预留有空间;
37.托举到位后,第二驱动器控制夹持组件46对工件进行打开,当夹持组件46完全打开后,第一驱动器带动升降底板44缓慢向下移动,输送链12离开凸起13回到初始移动位置,因此通过凸起13有效对工件向上装载时进行缓冲,避免工件因突然失重脱落,增加快速装载工件的可靠性;
38.为保护并提高永磁体54的使用寿命,将永磁体54放置在磁盒53内,即磁盒53包裹永磁体54,降低工件吸合时对永磁体54的直接碰撞冲击,同时隔离涂料,即便永磁体54破碎
仍能保持完整性,保持正常使用吸力。磁盒53放置在防护罩55内部,防护罩55可以为其遮住飞溅的涂料。磁盒53本身易于拆卸更换,表面的涂料也易于清理,这些均降低维护成本、增加系统可靠性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1