一种橡塑混炼出片自动收料机的制作方法
1.本实用新型涉及橡塑加工技术领域,更具体地说是指一种橡塑混炼出片自动收料机。
背景技术:
2.橡塑混炼出片是用炼胶机将塑料米和橡胶及配合剂混炼制成混胶,并经冷却后,通过橡塑出片机裁切成和模具相匹配的片材。目前市面上的橡塑出片机在切割片材后,片材通常会经输送带传输至收集箱处,并由导向板导入收集箱内进行收集存放。但是,由于收集箱通常是设置于输送带的传输末端,从俯视角度来看,收集箱必须占用一定地方,从而使得整个生产链占地面积大,空间利用率低。此为,传统的片材通常是在输送带的惯性作用下抛投导入收集箱内或者自然滑落到收集箱内,该方式容易导致片材收集凌乱,不便整理,也容易出现片材弯折现象,使得片材质量得不到保证。
技术实现要素:
3.本实用新型提供一种橡塑混炼出片自动收料机,以解决现有技术中橡塑出片机收料机构占地面积大,片材收集凌乱易弯折等问题。
4.本实用新型采用如下技术方案:
5.一种橡塑混炼出片自动收料机,包括机架,所述机架上架设有用于将片材吸附并传输的吸附式输送带,所述吸附式输送带位于所述片材上方,吸附式输送带下方设有用于收集片材的收料机构,所述机架上还设有用于将片材从吸附式输送带上推落的下料推板和驱动该下料推板动作的下料机构,所述下料推板位于所述收料机构的上方。
6.进一步地,所述吸附式输送带为两条平行设置的吸附式输送带,两条所述吸附式输送带分别位于所述片材两侧上方。
7.进一步地,所述吸附式输送带包括皮带、绷紧并驱动所述皮带传动的传动轮和一驱动所述传动轮旋转的伺服电机,所述皮带上镂空有若干个通风孔,所述皮带内靠近片材一侧设有一密封风槽,所述密封风槽面向片材一侧镂空有若干个吸风孔,所述密封风槽上还连接有一气泵。
8.进一步地,所述密封风槽一侧间隔布置有若干出风口,所述出风口分别与所述气泵连接,每个出风口上对应设有一气阀。
9.进一步地,所述下料推板位于两个吸附式输送带之间,并反复穿过两个吸附式输送带之间将片材推落,所述下料机构包括偏心轮、连接杆、推杆、线性滑轨和用于驱动偏心轮旋转的伺服电机,所述伺服电机和线性滑轨固定安装于所述机架上,所述推杆穿过所述线性滑轨与所述下料推板固定连接,所述连接杆两端分别与所述偏心轮和推杆铰接。
10.进一步地,所述收料机构为一用于存放片材的推车。
11.进一步地,所述推车上至少包括两个用于存放片材的工位,所述推车与所述吸附式输送带呈十字交叉布置。
12.进一步地,所述推车上设有一数控升降台,所述片材放置于所述数控升降台上。
13.由上述对本实用新型结构的描述可知,和现有技术相比,本实用新型具有如下优点:
14.1、 本实用新型采用吸附式输送带进行传输片材,并将收料机构设置于吸附式输送带下方,采用下料推板将片材从吸附式输送带上推落至收料机构上收集,不仅在空间上减少了收料机构的占地面积,提高了设备的空间利用率,而且以推落方式代替传统输送带的抛投方式进行收集片材,有效避免片材收集中因抛投造成的弯折和凌乱。
15.2、 本实用新型吸附式输送带传输片材时,密封风槽通过间隔布置的若干个出风口和气阀配合,划分成若干个传输段,并通过控制气阀的开关,从而控制各个传输段的吸力,进而配合片材在吸附式输送带上的传输,即在片材途经吸附式输送带的哪一段时,将对应的气阀打开,并关闭其他气阀,使得吸附式输送带即使延长输送距离,也能够保持足够的吸附力来传输片材,而无需额外增加气泵的功率。
16.3、 本实用新型收料机构为推车,推车上至少包括两个用于存放片材的工位,推车与吸附式输送带呈十字交叉布置,当推车其中一个工位存满了片材后,只需拉动推车,让出下一个工位继续存放片材,同时可将已存满片材的工位上的片材进行转移,进而提高片材的收集效率和转移效率。
17.4、本实用新型在片材掉落过程中,推车还可通过数控升降台保持片材掉落的间距,即随着片材逐片掉落,数控升降台逐渐降落,从而防止片材因掉落距离过长产生翻转、位移,而造成弯折、凌乱等现象。
附图说明
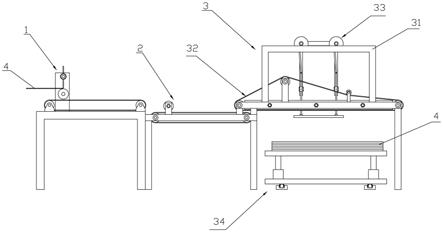
18.图1为本实用新型自动收料生产线主视图;
19.图2为本实用新型自动收料机缺省机架后的主视图;
20.图3为图2中a
‑
a方向剖视图;
21.图4为本实用新型密封风槽结构示意图。
22.其中,图中标号为:切片机1,变速输送带2,自动收料机3,片材4,机架31,吸附式输送带32,皮带321,通风孔322,传动轮323,密封风槽324,吸风孔325,出风口326,风管327,气阀328,下料机构33,下料推板331,偏心轮332,连接杆333,推杆334,线性滑轨335,收料机构34,推车341,推车导轨342,数控升降台343。
具体实施方式
23.下面参照附图说明本实用新型实施例的具体实施方式。
24.参照图1,一种橡塑混炼出片自动收料生产线,包括切片机1、变速输送带2和自动收料机3,橡塑混炼出片的片材4依次通过切片机1、变速输送带2和自动收料机3进行切片、传输和收料。本实施例中切片机1和变速输送带2为现有常规的橡塑混炼出片切片机1和变速输送带2,其结构与工作原理对于本领域技术人员而言属于公知常识,在此不做赘述。自动收料机3包括机架31,机架31上架设有用于将片材4吸附并传输的吸附式输送带32,吸附式输送带32位于片材4上方,且吸附式输送带32一端与变速输送带2的另一端呈上下交错布置,吸附式输送带32下方设有用于收集片材4的收料机构34,机架31上还设有用于将片材4
从吸附式输送带32上推落的下料推板331和驱动该下料推板331动作的下料机构33,下料推板331位于收料机构34的上方。
25.更具体地,参照图2至图4,吸附式输送带32为两条平行设置的吸附式输送带32,这两条吸附式输送带32分别位于片材4两侧上方,用于将片材4吸附并进行传输。吸附式输送带32包括皮带321、绷紧并驱动皮带321传动的传动轮323和一驱动传动轮323旋转的伺服电机(图中未画出)。皮带321上镂空有若干个通风孔322,皮带321内靠近片材4一侧设有一密封风槽324,密封风槽324面向片材4一侧镂空有若干个吸风孔325,密封风槽324一侧间隔布置有若干出风口326,出风口326分别通过一风管327与气泵(图中未画出)连接,每个出风口326对应的风管327上均设有一气阀328。
26.参照图2至图4,密封风槽324固定于机架31上,通过气泵进行抽气,形成负压,并借由面向片材4一侧的若干个吸风孔325进行吸气,配合传动的带通风孔322的皮带321,形成可吸附并传输片材4的吸附式输送带32。吸附式输送带32传输片材4时,密封风槽324通过间隔布置的若干个出风口326和气阀328配合,划分成若干个传输段,并通过控制气阀328的开关,从而控制各个传输段的吸力,进而配合片材4在吸附式输送带32上的传输。例如本实施例中,密封风槽324上设有三个出风口326和三个气阀328,从而将密封风槽324及吸附式输送带32分为三段,在片材4途经吸附式输送带32的哪一段时,将对应的气阀328打开,并关闭另外的两个气阀328,使得吸附式输送带32即使延长输送距离,也能够保持足够的吸附力来传输片材4,而无需额外增加气泵的功率。
27.参照图2至图4,下料机构33包括偏心轮332、连接杆333、推杆334、线性滑轨335和用于驱动偏心轮332旋转的伺服电机(图中未画出),伺服电机和线性滑轨335固定安装于机架31上。推杆334穿过线性滑轨335与下料推板331固定连接,连接杆333两端分别与偏心轮332和推杆334铰接,下料推板331位于两个吸附式输送带32之间,并通过偏心轮332旋转驱动推杆334推动,在两个吸附式输送带32之间做反复运动,从而将吸附式输送带32上的片材4一一推落。
28.参照图2至图4,收料机构34为一用于存放片材4的推车341,推车341上至少包括两个用于存放片材4的工位,推车341与吸附式输送带32呈十字交叉布置,推车341下方对应设有推车导轨342。推车341上还可根据需求设置用于放置片材4的数控升降台343。
29.参照图1至图4,本生产线作业流程如下,橡塑混炼片材4先经过切片机1经常切片,并通过控制变速输送带2的传输速度,控制每片片材4的间距。随后,片材4输送至吸附式输送带32上进行传输,当片材4传输至推车341上方时,由下料推杆334下压,将片材4从吸附式输送带32上推落,掉落于推车341其中一个工位,由此反复,当推车341上该工位存满了片材4后,拉动推车341,让出下一个工位继续存放片材4,并将已存满片材4的工位上的片材4进行转移收藏。此外,在片材4掉落过程中,推车341还可通过数控升降台343保持片材4掉落的间距,即随着片材4逐片掉落,数控升降台343逐渐降落,从而防止片材4因掉落距离过长产生翻转等因素,导致弯折等问题。
30.上述仅为本实用新型的具体实施方式,但本实用新型的设计构思并不局限于此,凡利用此构思对本实用新型进行非实质性的改动,均应属于侵犯本实用新型保护范围的行为。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1