一种自动计数包装机的制作方法
1.本发明涉及一种自动计数包装机,具体涉及一种通过控制单通道振动盘以及多通道振动盘从而精确控制每一次打包的零件的数量能达标的一种自动计数包装机。
背景技术:
2.常见的包装机一般先利用振动盘把生产出来的产品排列到输送凹槽上,经过一系列传输后被运送到袋状的包装膜内,再把包装膜封口,完成一次批次的包装。然而当单次打包的产品数量过多时难以通过其他手段控制过多的产品进入包装膜内,使得打包出来的产品的实际数量不可控。
技术实现要素:
3.本实用新型目的在于提供一种自动计数包装机,多通道振动盘与单通道振动盘配合工作,运输出准确达到批次数量要求的产品,从而使得打包出来的产品的数量能准确达标的一种自动计数包装机。
4.一种自动计数包装机,其特征在于,由机箱、单通道振动盘、多通道振动盘、相位相机、传送带、排料筒、包装装置、卷膜架、收集箱、控制电脑组成,所述传送带的进料端位于单通道振动盘、多通道振动盘的排料端正下方,所述相位相机朝向传送带的进料端,所述传送带的排料端位于排料筒的进料端,所述排料筒的出料端正对着收集箱,所述单通道振动盘、多通道振动盘、相位相机、传送带、卷膜架均安装在机箱的顶端,所述包装装置由转动杆、封边夹、热封压轮、封口夹组成,所述排料筒安装在机箱的外侧,所述转动杆安装在机箱内,所述转动杆安装有第一上凸轮、第一下凸轮、第二上凸轮、第二下凸轮,所述转动杆安装有转动杆电机所述封边夹由第一钳臂、第二钳臂、钳臂轴组成,所述第一钳臂与第二钳臂均呈“t”字型,所述第一钳臂设有第一推点、第一支点、第一钳端,所述第二钳臂设有第二推点、第二支点、第二钳端,所述第一支点与第二支点均安装在钳臂轴上,所述第一推点与第一下凸轮相接触,所述第二推点与第一上凸轮相接触,所述封口夹由外封口夹、内封口夹、滑杆、滑杆架组成,所述滑杆的一端固定连接有外封口夹,所述滑杆的另一端安装有滑杆推板,所述排料筒安装在机箱的外侧,所述封边夹、热封压轮安装在排料筒的正后方,所述封口夹安装在排料筒的排料端正下方,所述控制电脑与单通道振动盘、多通道振动盘、相位相机、转动杆电机、热封压轮信号连接。
5.所述传送带的进料端安装有传送漏斗,所述单通道振动盘、多通道振动盘的排料端均位于传送漏斗的上方。
6.所述第一推点、第二推点、内封口夹、滑杆推板均安装有滚轮。
7.所述第一上凸轮、第一下凸轮、第二上凸轮、第二下凸轮为椭圆形,且其转动轴心均位于短轴上,所述第一上凸轮、第一下凸轮的朝向相反,所述第二上凸轮、第二下凸轮的朝向相反。
附图说明
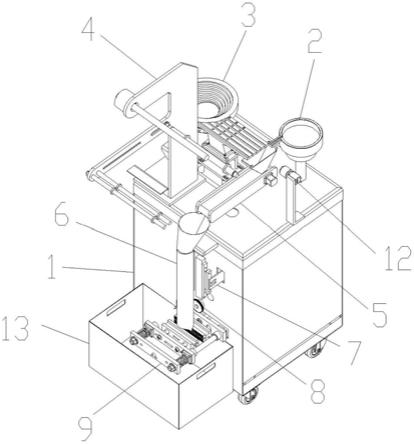
8.图1是本实用新型的一种自动计数包装机的立体图。
9.图2是本实用新型的一种自动计数包装机的包装装置的构造图。
10.图3是本实用新型的一种自动计数包装机的滑杆架94的立体图。
具体实施方式
11.下面结合附图对本实用新型作进一步详细的说明。
12.参照图1、图2、图3:本实用新型的一种自动计数包装机,其特征在于,由机箱1、单通道振动盘2、多通道振动盘3、相位相机12、传送带5、排料筒6、包装装置、卷膜架4、收集箱13、控制电脑组成。单通道振动盘2与多通道振动盘3负责将散乱的产品有序的排序“推送”到传送带5上,并且通过相位相机12的监控控制单通道振动盘2与多通道振动盘3的产品的排出数量至精确达到指定打包数量的目的。从传送带5运送出去的产品落入排料筒6中,最后落入筒状的包装膜内,包装膜完成热封密封包装落入收集箱13,完成一次的产品的运送包装工序。
13.所述传送带5的进料端位于单通道振动盘2、多通道振动盘3的排料端正下方,所述相位相机12朝向传送带5的进料端,所述传送带5的排料端位于排料筒6的进料端,所述排料筒6的出料端正对着收集箱13,所述单通道振动盘2、多通道振动盘3、相位相机12、传送带5、卷膜架4均安装在机箱的顶端。相位相机12的镜头对准单通道振动盘2以及多通道振动盘3,用于观察上述的振动盘排出的产品的数量,进而控制一次打包的数量。控制的原理是先让多通道振动盘3工作,单通道振动盘2停止工作,等到多通道振动盘3排出的产品的数量快到达一次包装的指定数量时,让多通道振动盘3停止工作,单通道振动盘2工作,单个单个的排出产品,使其产品的数量精确到达指定的数量。
14.所述包装装置由转动杆14、封边夹7、热封压轮8、封口夹9组成,所述排料筒安装在机箱的外侧,所述转动杆安装在机箱内,所述转动杆14安装有第一上凸轮141、第一下凸轮142、第二上凸轮143、第二下凸轮144,所述转动杆14安装有转动杆电机。
15.所述封边夹7由第一钳臂71、第二钳臂72、钳臂轴组成,所述第一钳臂71与第二钳臂72均呈“t”字型,所述第一钳臂71设有第一推点、第一支点、第一钳端,所述第二钳臂72设有第二推点、第二支点、第二钳端,所述第一支点与第二支点均安装在钳臂轴上,所述第一推点与第一下凸轮142相接触,所述第二推点与第一上凸轮141相接触。第一支点与第二支点均安装在钳臂轴上,使得封边夹7形成杠杆结构的钳夹形状,第一上凸轮141与第二下凸轮142的尖顶处朝向相反,使得转动杆14转动时,能让第一上凸轮141与第一下凸轮142同时把第一推点与第二推点向外侧推动时,使得第一钳端与第二钳端向内侧靠拢,同时钳紧薄膜的侧边封边处使其整形出便于热封压轮8热熔封边的结构。
16.所述封口夹9由外封口夹91、内封口夹92、滑杆93、滑杆架94组成,所述滑杆93的一端固定连接有外封口夹91,所述滑杆93的另一端安装有滑杆推板95。第二上凸轮143与滑杆推板95相接触,第二下凸轮144与内封口夹92相接触。第二上凸轮143转动推动滑杆推板95向后移动,滑杆93把外封口夹91后移;第二下凸轮144转动推动内封口夹92前进,使得封口夹9夹动,把卷筒状的薄膜的顶部热熔封边使其形成密封的包装袋。
17.其中,设有的凸轮,使得转动杆14转动带动凸轮转动时能“顶”动第一钳臂71、第二
钳臂72、外封口夹91、内封口夹92使其运动,具体是第一钳臂71、第二钳臂72发生了以钳臂轴为轴心的摆动,外封口夹91、内封口夹92的水平方向平移运动。
18.所述排料筒6安装在机箱的外侧,所述封边夹7、热封压轮8安装在排料筒6的正后方,所述封口夹9安装在排料筒6的排料端正下方。使得片状的薄膜能沿着排料筒6的侧面包裹着,其薄膜侧边的封边能被封边夹7夹着,提前塑形使之便于热封压轮8的热熔封边,接着在热封压轮8加热作用下热熔封边形成筒状的薄膜,并且被热封压轮8啮合碾动,使得薄膜向下移动,封口夹9将薄膜的上下侧边夹紧热熔成封边,使得筒状的薄膜形成包装袋的形状,当指定数量的产品被运输至排料筒6内侧,掉落到薄膜内,封口夹9再次夹紧,将薄膜的上下侧边热熔封边,完成一次打包。
19.热封压轮8内置有加热装置。热封压轮8的压轮由导热性能好的金属制成,热封压轮8内置的加热装置可以是电阻加热丝装置。热封压轮8为一左一右分布的两个啮合连接的压轮,工作时,加热装置加热,热量传导到热封压轮8的侧面,使得上述两个啮合着的压轮的啮合处处于高温状态,让与啮合处接触着的薄膜能被热熔封边,接着热封压轮8转动,把薄膜热熔封边好的一边往下方推动,把薄膜未被热熔封边的一边送进去热封压轮8的啮合处进行热熔封边。
20.所述控制电脑与单通道振动盘2、多通道振动盘3、相位相机12、转动杆电机、热封压轮8信号连接。
21.所述传送带5的进料端安装有传送漏斗,所述单通道振动盘2、多通道振动盘3的排料端均位于传送漏斗的上方。设有的传送漏斗目的是改变从单通道振动盘2以及多通道振动盘3排出的产品的掉落方向,使得产品能准确掉落到传送带5上。
22.参考图2:所述第一推点、第二推点、内封口夹92、滑杆推板95均安装有滚轮。借助滚轮的结构使得当凸轮转动时,能让其滚轮结构的外表面发生转动,减少接触摩擦,减少摩擦损耗,使得本机器的使用寿命延长。
23.参考图2:所述第一上凸轮141、第一下凸轮142、第二上凸轮143、第二下凸轮144为椭圆形,且其转动轴心均位于短轴上,所述第一上凸轮141、第一下凸轮142的朝向相反,所述第二上凸轮143、第二下凸轮144的朝向相反。第一上凸轮141、第一下凸轮142的朝向相反,第一上凸轮141与第一下凸轮142成镜面对称关系;第二上凸轮143、第二下凸轮144的朝向相反,第二上凸轮143与第二下凸轮144成镜面关系,确保了凸轮的转动能让受其推动的第一钳臂71与第二钳臂72能同步运动,外封口夹91与内封口夹92能同步运动。
24.以上所述的仅是本实用新型的优选实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1