一种自动化印字生产线的制作方法
1.本实用新型涉及印字技术领域,具体为一种自动化印字生产线。
背景技术:
2.毛刷是一种源于中国的传统劳作工具毛刷是古代汉族劳动人民在生产实践中发明的,目前毛刷主要分为民用毛刷和工业毛刷两种,产品标识作为最重要的标示性视觉符号,能够让消费者更直观的了解企业的文化内涵,及产品性能,使品牌能在传播的过程中更清晰,有效,容易记住。
3.但是目前市场上的毛刷印字装置还一直处于半人工半自动化程度,不能使刷柄快速上下料及精准定位,导致操作人员的劳动强度增大,刷柄运输及搬运中设备只能停止,降低设备稼动效率,且毛刷印字作业劳动强度大,涉及产品搬运,单个上料,移印,转箱,入库多个动作。
技术实现要素:
4.本实用新型提供一种自动化印字生产线,可以有效解决上述背景技术中提出目前市场上的毛刷印字装置还一直处于半人工半自动化程度,不能使刷柄快速上下料及精准定位,导致操作人员的劳动强度增大,刷柄运输及搬运中设备只能停止,降低设备稼动效率,且毛刷印字作业劳动强度大,涉及产品搬运,单个上料,移印,转箱,入库多个动作的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种自动化印字生产线,包括选料机架,所述选料机架进料端口放置有上料机构;
6.所述上料机构包括上选料底盘、振动机、分线料斗、数显调频控制器、直线送料器拨杆、刷柄输送板、拨料块和控制气缸;
7.所述选料机架进料端口放置有上选料底盘,所述上选料底盘顶端边部位置处嵌入安装有数显调频控制器,所述上选料底盘顶端中部安装有振动机,所述振动机顶端安装有分线料斗,所述分线料斗顶端边部连接有直线送料器拨杆。
8.优选的,所述直线送料器拨杆的顶部位置安装有刷柄输送板,所述刷柄输送板的一端安装有拨料块,所述拨料块前端面安装有控制气缸上。
9.优选的,所述直线送料器拨杆侧端焊接有传送机构;
10.所述传送机构包括上料传送带、喷码支撑架、上料机架、控制器、计数器、控制按钮、电机、第一转动轮、转动带、转动轴和第二转动轮;
11.所述直线送料器拨杆侧端设置有上料传送带,所述上料传送带顶端焊接有喷码支撑架,所述上料传送带底端设置有上料机架,所述选料机架前端面固定有控制器,所述选料机架顶端面对应传送带位置处焊接有计数器,所述选料机架顶端面一侧胶接有控制按钮,所述选料机架出料端口底部转动安装有电机,所述电机的输出端安装有第一转动轮,所述选料机架两端部均转动安装有转动轴,一个所述转动轴端部焊接有第二转动轮,所述第二转动轮和第一转动轮外部套设有转动带。
12.优选的,选料机架顶端与上料传送带边部对应位置处安装有喷码支撑架,所述喷码支撑架顶端开设有监测孔和喷码头安装孔。
13.优选的,所述喷码支撑架顶部安装有喷码机构;
14.所述喷码机构包括控制主机、喷头、墨盒和光电开关;
15.所述喷码支撑架顶部安装有墨盒,所述墨盒一侧安装有控制主机,所述墨盒底部安装有光电开关,所述墨盒底部安装有喷头。
16.与现有技术相比,本实用新型的有益效果:本实用新型结构科学合理,使用安全方便:
17.1、通过设置上选料结构,料斗,底盘,数显调频控制器,直线送料器拨料杆,使刷柄能够快速完成定位排序上料,使装置的自动化程度更高,降低劳动强度,提高刷柄的上料效率。
18.2、通过设置上料输送带和机架,使用后和刷柄通过上料输送带送至上料机构定位卡槽,且能够实现卡槽的循环输送使用,能够节省卡槽的数量,降低成本。
19.3、通过喷码头的刷柄,由感应开关控制其开闭,如过程中受阻或停机,装置可识别其故障问题停止喷码及整体作业,延长装置的使用寿命。
附图说明
20.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。
21.在附图中:
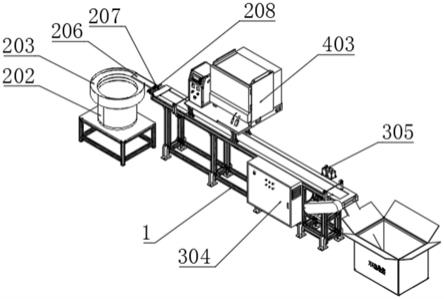
22.图1是本实用新型的结构示意图;
23.图2是本实用新型上料机构的结构示意图;
24.图3是本实用新型传送机构的结构示意图;
25.图4是本实用新型喷码机构的结构示意图;
26.图中标号:1、选料机架;
27.2、上料机构;201、上选料底盘;202、振动机;203、分线料斗; 204、数显调频控制器;205、直线送料器拨杆;206、刷柄输送板; 207、拨料块;208、控制气缸;
28.3、传送机构;301、上料传送带;302、喷码支撑架;303、上料机架;304、控制器;305、计数器;306、控制按钮;307、电机; 308、第一转动轮;309、转动带;310、转动轴;311、第二转动轮;
29.4、喷码机构;401、控制主机;402、喷头;403、墨盒;404、光电开关。
具体实施方式
30.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
31.实施例:如图1
‑
4所示,本实用新型提供一种技术方案,一种自动化印字生产线,包括选料机架1,选料机架1进料端口放置有上料机构2;
32.上料机构2包括上选料底盘201、振动机202、分线料斗203、数显调频控制器204、直线送料器拨杆205、刷柄输送板206、拨料块207和控制气208缸;
33.选料机架1进料端口放置有上选料底盘201,上选料底盘201顶端边部位置处嵌入安装有数显调频控制器204,上选料底盘201顶端中部安装有振动机202,振动机202顶端安装有分线料斗203,分线料斗203顶端边部连接有直线送料器拨杆205;
34.直线送料器拨杆205的顶部位置安装有刷柄输送板206,刷柄输送板206的一端安装有拨料块207,拨料块207一端安装有控制气缸 208上,使得印料均匀持续。
35.直线送料器拨杆205侧端焊接有传送机构3;
36.传送机构3包括上料传送带301、喷码支撑架302、上料机架 303、控制器304、计数器305、控制按钮306、电机307、第一转动轮308、转动带309、转动轴310和第二转动轮311;
37.直线送料器拨杆205侧端设置有上料传送带301,上料传送带301 顶端焊接有喷码支撑架302,上料传送带301底端设置有上料机架303,选料机架1前端面固定有控制器304,选料机架1顶端面对应传送带位置处焊接有计数器305,选料机架1顶端面一侧胶接有控制按钮306,选料机架1出料端口底部转动安装有电机307,所述电机307的输出端安装有第一转动轮308,所述选料机架1两端部均转动安装有转动轴310,一个所述转动轴310端部焊接有第二转动轮311,所述第二转动轮311和第一转动轮308外部套设有转动带309。
38.所述选料机架1顶端与上料传送带301边部对应位置处安装有喷码支撑架302,所述喷码支撑架302顶端开设有监测孔和喷码头安装孔。
39.喷码支撑架302顶部安装有喷码机构4;
40.喷码机构4包括控制主机401、喷头402、墨盒403和光电开关 404;
41.喷码支撑架302顶部安装有墨盒403,墨盒403一侧安装有控制主机401,墨盒403底部安装有光电开关404,墨盒403底部安装有喷头402。
42.本实用新型的工作原理及使用流程:首先接通装置电源,装置恢复起始零点,喷码机构4通过控制主机401所需喷码参数,将刷柄倒入分线料斗203中,分线料斗203通过数显调频控制器204控制的振动机202与上选料底盘201,分线料斗203做垂直方向震动,带动分线料斗203绕其垂直轴做扭摆振动,分线料斗203内的刷柄由于受到这种振动而沿螺旋的轨道上升,在上升的过程中经过一系列轨道的筛选或者姿态的变化,刷柄能够按照喷码要求成统一状态自动进入直线送料器中,筛选的刷柄按照同一方向传送至刷柄输送板206轨道,刷柄按照控制器304程序控制依次传入输送线,喷码过程中拨料关闭,喷码结束至下一喷码周期开始期间拨料杆打开,依次排开进入传送机构3;
43.刷柄进入上料传送带301后,依控制速度匀速前进,喷码机构4 的光电开关404感应到刷柄后控制主机401接收到信号,依控制器304 控制速度进行喷码作业,喷印同时速度与传送带保持一致,经过计数器305来计数,通过下料漏斗进入包装箱。
44.最后应说明的是:以上所述仅为本实用新型的优选实例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1