一种PE复合硬片成型设备的全自动进料机构的制作方法
一种pe复合硬片成型设备的全自动进料机构
技术领域
1.本实用新型涉及医药包装技术领域,具体为一种pe复合硬片成型设备的全自动进料机构。
背景技术:
2.复合硬片作为一种保护药品的手段为消费者提供了广泛的好处,如产品的阻隔性、保护性、易用性等。
3.复合硬片的阻隔性能几乎可以隔绝水蒸气、氧气、紫外线等,保香性能甚佳,特别适合用来包装那些对潮气敏感的药品,或是需要在湿热地区销售的药品。复合硬片与传统的pvc相比,可以使每个泡罩都形成独立的隔绝水蒸气、氧气、紫外线的单元,取出一板药片的部分药片后,对同一药板中其它完好包装的药品没有任何影响。复合硬片的用途较广泛,可用于丸剂、片剂、粉剂、栓剂、胶囊及外敷等药品的包装。
4.当前由于药片在进入复合硬片时速度不均匀,会使药片不能很好地摆放至复合硬片内,有时还会导致药片飞溅。
技术实现要素:
5.本实用新型的目的在于提供一种送药速度均匀的pepe复合硬片包装成型设备的全自动进料机构。
6.为实现上述目的,本实用新型提供如下技术方案:一种pe复合硬片成型设备的全自动进料机构,安装在一座体上,以将药片顺次送入至复合硬片内,包括安装架、可滑动地设置在安装架上的进料组件以及驱使进料组件相对安装架滑动的调节组件,所述进料组件包括料筒、设置在料筒上的盖板、设置在盖板上的进料管以及设置在料筒上的转动送料结构,以将药片沿进料管进入料筒后,通过转动送料结构依次输送,并驱使药片从料筒下端顺次落下。
7.优选的,所述料筒侧部设有一连接板,连接板处设有一螺栓,所述调节组件包括转动杆以及与转动杆连接的丝杠,转动杆穿过安装架顶端且可相对安装架转动,丝杠穿过螺栓,以通过转动杆带动丝杠转动,进而驱使连接板带动料筒相对安装架滑动。
8.优选的,所述转动杆与所述丝杠的连接处设有一转动座。
9.优选的,所述所述连接板两端外侧对应地设有挡持壁。
10.优选的,所述料筒呈漏斗状结构,料筒下端形成有出料口。
11.优选的,所述转动送料结构的一端穿过盖板并置于料筒内,转动送料结构的底端置于料筒下端的出料口处,转动送料结构包括设置在盖板上的电机、穿过盖板且与电机主轴连接的转轴、连接在转轴下端的螺旋送料杆,电机主轴与转轴的连接处设置有一安装座。
12.优选的,所述进料管一端穿过盖板并置于料筒内,以配合转动送料结构送料,进料管另一端置于料筒外,以便于将药片放入进料管。
13.优选的,所述螺旋送料杆的螺旋面外侧向上翘起形成挡板,置于所述料筒内的进
料管底端正对螺旋送料杆的螺旋面处,以使进料管的药片落入至螺旋送料杆的螺旋面上。
14.优选的,所述座体包括架体以及设置在架体上的顶板,所述安装架底端形成安装结构,以将安装架通过安装结构安装在座体的顶板上。
15.与现有技术相比,本实用新型pe复合硬片成型设备的全自动进料机构通过转动送料结构将药片依次输送,并驱使药片从料筒下端速度均匀地顺次落下,并且可通过调节料筒的高度,进而调整药片下落至复合硬片内的间距,使药片整齐地摆放至复合硬片内,防止药片飞溅。
附图说明
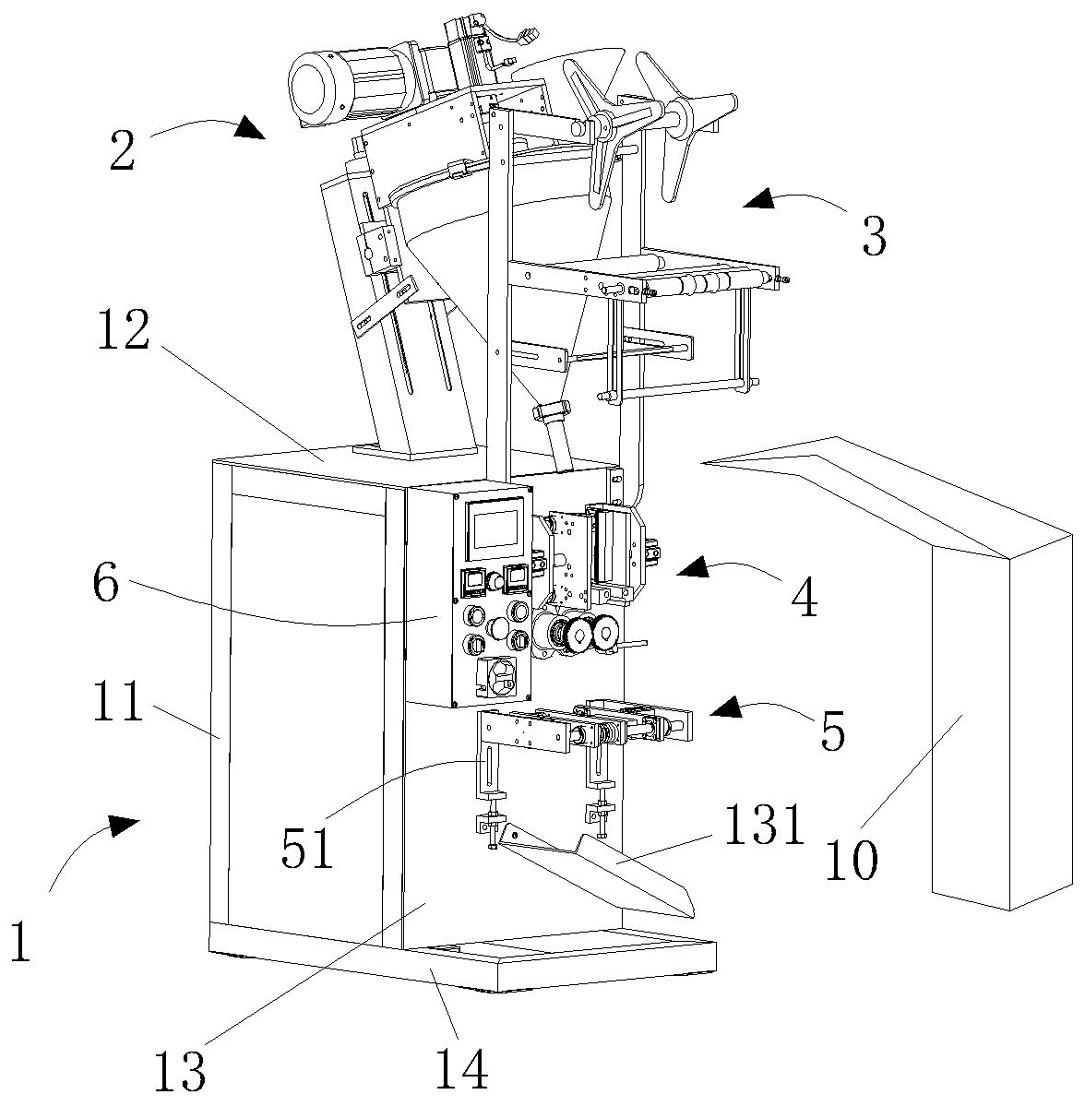
16.图1为本实用新型包装成型设备的整体结构视图;
17.图2为本实用新型包装成型设备的另一视角的整体结构视图;
18.图3为本实用新型包装成型设备的进料机构的结构视图;
19.图4为本实用新型包装成型设备的进料机构另一视角的内部结构视图;
20.图5为本实用新型包装成型设备的输送机构的结构视图;
21.图6为本实用新型包装成型设备的定位机构的结构视图;
22.图7为本实用新型包装成型设备的封切机构的结构视图。
23.图中:1
‑
座体;10
‑
机械手;11
‑
架体;12
‑
顶板;13
‑
侧板;131
‑
载料盘;14
‑
底板;2
‑
进料机构;21
‑
安装架;22
‑
进料组件;23
‑
调节组件;211
‑
安装结构;221
‑
料筒;222
‑
进料管;223
‑
转动送料结构;224
‑
盖板;226
‑
连接板;227
‑
螺栓;228
‑
挡持壁;2211
‑
出料口;2231
‑
电机;2232
‑
转轴;2233
‑
螺旋送料杆;2234
‑
安装座;231
‑
转动杆;232
‑
丝杠;233
‑
转动座;3
‑
输送机构;31
‑
主支撑架;32
‑
上支撑架;33
‑
下支撑架;34
‑
第一调整架;35
‑
铝箔盘绕架;36
‑
第二调整架;311
‑
连接肋板;312
‑
连接杆;331
‑
挤压辊轴;332
‑
主动辊轴;333
‑
从动辊轴;3321
‑
驱动连接端;334
‑
松紧螺钉,3311
‑
柔性凸台;341
‑
第一连杆;361
‑
第二连杆;4
‑
定位机构;41
‑
压持组件;42
‑
柔性加热组件;411
‑
固定板;412
‑
压持板;413
‑
气缸;414
‑
柔性压持件;421
‑
传动轴;422
‑
柔性加热转盘;423
‑
驱动器;424
‑
传动皮带;425
‑
齿轮;426
‑
固定架;5
‑
封切机构;51
‑
固结板;52
‑
上切封组件;521
‑
上连接板;522
‑
上切封板;523
‑
上气缸;524
‑
上导向件;525
‑
上切封块;526
‑
上切刀片;53
‑
下切封组件;531
‑
下连接板;532
‑
下切封件;5321
‑
下导向板;5322
‑
下切封板;5323
‑
下导向杆;5324
‑
弹性复位件;533
‑
下气缸;534
‑
下导向件;535
‑
下切封块;536
‑
下切刀片;54
‑
导向杆;6
‑
控制器。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.请参阅图1
‑
7所示,本实用新型提供的实施例:一种固体药包履pe复合硬片的包装成型设备,包括座体1、设置在座体1上用于药片落料的进料机构2、置于进料机构2一侧的的输送机构3、置于座体1一侧的机械手10、置于进料机构2下部的定位机构4、设置在定位机构4下部的封切机构5以及座体1上的控制器6,控制器6用以控制各机构的工作状态,各机构与
控制器6上的对应地控制端均电性连接。
26.座体1包括架体11、设置在架体11上的顶板12、设置在架体11周壁上的侧板13以及设置在架体11下部的底板14,顶板12上安装有进料机构2。其中一侧板13上设置有输送机构3、定位机构4、封切机构5以及控制器6,该侧板13下部还设有一载料盘131,以便于对封切机构5剪切并封装成规格相同的药板后落入至载料盘131上打包装盒。
27.请结合参阅图3、4所示,进料机构2安装在座体1的顶板12上,用于对药片落料,进料机构2包括安装架21、可滑动地设置在安装架21上的进料组件22以及驱使进料组件22相对安装架21滑动的调节组件23,安装架21底端形成安装结构211,以将安装架21通过安装结构211安装在座体1的顶板12上,安装架21上设置有调节组件23,用以调节进料组件22相对安装架21滑动的位置。
28.进料组件22可滑动地设置在安装架21上,进料组件22包括料筒221、设置在料筒221上的盖板224、设置在盖板224上的进料管222以及设置在料筒221上的转动送料结构223,以将药片沿进料管222进入料筒221后,通过转动送料结构223依次输送,并从料筒221下端顺次落下。
29.料筒221呈漏斗状结构,料筒221侧部设有一连接板226,连接板226处设有一螺栓227,以通过螺栓227将进料组件22与调节组件23连接,进而调节进料组件22相对安装架21滑动的位置。连接板226两端外侧对应地设有挡持壁228,以保证进料组件22滑动的稳定性。
30.料筒221下端形成有出料口2211,以便于药片出料。盖板224通过若干卡持件225卡扣在料筒221上,进料管222一端穿过盖板224并置于料筒221内,以配合转动送料结构223送料,进料管222另一端置于料筒221外,以便于将药片放入进料管222。
31.转动送料结构223的一端穿过盖板224并置于料筒221内,转动送料结构223的底端置于料筒221下端的出料口2211处。转动送料结构223包括设置在盖板224上的电机2231、穿过盖板224且与电机2231主轴连接的转轴2232、连接在转轴2232下端的螺旋送料杆2233,电机2231主轴与转轴2232的连接处设置有一安装座2234,以提高转轴2232的同轴度。
32.螺旋送料杆2233的底端置于出料口2211处。螺旋送料杆2233的螺旋面外侧向上翘起形成挡板,以防止药片在转动时飞溅至外部。置于料筒221内的进料管222底端正对螺旋送料杆2233的螺旋面处,以使进料管222的药片落入至螺旋送料杆2233的螺旋面上,进而使药片沿出料口2211顺次落下。
33.调节组件23设置在安装架21上,用以调节进料组件22相对安装架21滑动的位置,调节组件23包括转动杆231以及与转动杆231连接的丝杠232,转动杆231穿过安装架21顶端且可相对安装架21转动,转动杆231与丝杠232的连接处设有一转动座233,以保证丝杠232与转动杆231转动时的同轴度。料筒221侧部设有一连接板226,连接板226上设有一螺栓227,丝杠232穿过螺栓227,以通过转动杆231带动丝杠232转动,进而驱使连接板226带动料筒221相对安装架21滑动,实现调节进料组件22相对安装架21滑动的位置。
34.请结合参阅图1、2所示,机械手10置于座体1一侧,用以夹持pe复合硬片在进料机构2的出料口2211处装满药片并配合输送机构3输送的铝箔盖装,并由定位机构4对pe复合硬片和铝箔夹紧定位后,通过封切机构5剪切封装成规格相同的药板。
35.请结合参阅图5所示,输送机构3设置在座体1一侧顶端,用以输送铝箔,输送机构3包括主支撑架31、上支撑架32、下支撑架33、第一调整架34、铝箔盘绕架35以及第二调整架
36,主支撑架31的底部固定有连接肋板311,连接肋板311通过紧固件固定在座体1一侧顶端,主支撑架31的顶部内侧端面上横向支撑有连接杆312,连接杆312和连接肋板311固定住主支撑架31的两端,主支撑架31的顶部上固定有上支撑架32,主支撑架31的中间部位固定有下支撑架33,上支撑架32的顶端面上开有槽体,槽体中放置有铝箔盘绕架35,下支撑架33的内侧端面上分别插接固定有挤压辊轴331、主动辊轴332、从动辊轴333,主动辊轴332的一端向外突出有驱动连接端3321,驱动连接端3321与驱动电机(图未示)连接到一起,挤压辊轴331置于主动辊轴332的外侧部位上,下支撑架33的外侧端面上安装有松紧螺钉334,松紧螺钉334用于调整挤压辊轴331的位置,让挤压辊轴331挤压贴合至主动辊轴332辊面处。
36.挤压辊轴331的外侧端面上向外突出形成有柔性凸台3311,柔性凸台3311贴合到主动辊轴332的外侧端面上,铝箔从铝箔盘绕架35上落到一个从动辊轴333上,然后铝箔盘回放置到另一个从动辊轴333的顶部上,铝箔依次穿过挤压辊轴331和主动辊轴332之间的缝隙后从下侧部位出来,柔性凸台3311挤压住铝箔防止打滑。
37.第一调整架34安装到主支撑架31的下侧部位,第一调整架34的板面上开有滑槽,主支撑架31下侧部位的内侧端面上固定有销体,第一调整架34的滑槽插接到主支撑架31的销体中,第一调整架34的内侧端面上连接有第一连杆341,第一调整架34可以在主支撑架31上转动,进而可调整铝箔的排出位置。
38.第二调整架36安装到下支撑架33的内侧端面上,第二调整架36置于主动辊轴332的内侧部位,第二调整架36的板面上开有滑槽,下支撑架33的内侧端面上固定安装有销体,第二调整架36的滑槽插接到下支撑架33的销体中,第二调整架36可以在下支撑架33上转动,第二调整架36的内侧端面上固定安装有第二连杆361,铝箔从主动辊轴332出来后盘绕到第二连杆361上,然后从第二连杆361上延伸到第一连杆341上,第二调整架36和第一调整架34可以依次调整各自的位置,让铝箔转运至机械手10夹持pe复合硬片处,并由铝箔盖装。
39.请结合参阅图6所示,定位机构4设置在座体1一侧且置于进料机构2下部,以对装满药片的pe复合硬片和铝箔夹紧定位,使皱折或翘起的复合硬片平展,降低封切后的废品率。定位机构4包括两组相对设置的压持组件41以及置于压持组件41下部的柔性加热组件42,两组压持组件41结构相同且相对设置,每组压持组件41包括固定板411、可相对固定板411运动的压持板412、驱使压持板412运动的气缸413,固定板411安装在座体1一侧的侧板13上,气缸413的活塞杆穿过固定板411并与压持板412连接,通过气缸413运动,带动压持板412相对固定板411运动,每一压持板412与固定板411之间设有一组导柱导套,防止压持板412相对固定板411跑偏,压持板412的板面上设有若干柔性压持件414,本实施例中,柔性压持件414为两条且呈倒丁字状结构,以进一步提高对装满药片的pe复合硬片和铝箔的夹紧定位精度,使皱折或翘起的复合硬片平展。
40.柔性加热组件42置于压持组件41下部,以对夹紧定位pe复合硬片和铝箔预热并送入至封切机构5处,柔性加热组件42包括两传动轴421、设置在每一传动轴421一端的柔性加热转盘422、设置在每一传动轴421另一端的齿轮425以及驱使两传动轴421转动的驱动器423,两齿轮425相互啮合,驱动器423通过一固定架426安装在座体1内部。具体地,驱动器423的主轴与其中一传动轴421之间设有传动皮带424,通过驱动器423带动传动皮带转动,驱使其中一传动轴421转动,相互啮合的两齿轮425转动,进而带动另一传动轴421转动,两柔性加热转盘422之间形成有间隙,柔性加热转盘422相对转动,并对置于两柔性加热转盘
422之间的pe复合硬片和铝箔完成预热并送料的过程,该过程可对pe复合硬片和铝箔全面预热,以降低复合硬片封装后容易出现鼓包、封装不严实的风险。
41.请结合参阅图7所示,封切机构5安装在座体1的一侧板13上且置于定位机构4下部,用以对pe复合硬片和铝箔剪切并封装成规格相同的药板,便于打包装盒。封切机构5包括设置在侧板13上的两块固结板51,其中一块固结板51上设置有上切封组件52,另一块固结板51上设置有下切封组件53,上切封组件52与下切封组件53之间安装有导向杆54。
42.上切封组件52包括上连接板521、可相对上连接板521板面纵向滑动的上切封板522、驱使上切封板522相对上连接板521滑动的上气缸523以及置于上连接板521与上切封板522之间的上导向件524,上连接板521与其中一块固结板51连接,上气缸523的缸体安装在上连接板521的板面上,上气缸523的活塞杆与上切封板522板面连接,以通过上气缸523驱使上切封板522相对上连接板521运动,上导向件524用以防止上切封板522相对上连接板521摆动跑偏,以提高精准度,上切封板522的另一板面设置有上切封块525,上切封块525内部通有电流,以对上切封块525加热,以封装复合硬片和铝箔,上切封块525的中部开设有上卡槽,上卡槽内设有上切刀片526,以配合下切封组件53切封复合硬片和铝箔。
43.下切封组件53包括下连接板531、可相对下连接板531板面纵向滑动的下切封件532、驱使下切封件532相对下连接板531滑动的下气缸533以及置于下连接板531与下切封件532之间的下导向件534,下切封件532包括下导向板5321、下切封板5322、置于下导向板5321与下切封板5322之间的下导向杆5323以及置于下导向板5321与下切封板5322之间的弹性复位件5324,以便于下切封板5322运动后自动复位,本实施例中,弹性复位件5324为螺旋弹簧。
44.下切封板5322的板面设置有下切封块535,下切封块535内部通有电流,以对下切封块535加热,下切封块535的中部开设有下卡槽,下卡槽内设有下切刀片536,进而切封复合硬片和铝箔。下导向件534置于下连接板531与下导向板5321之间,以防止下切封件532相对下连接板531摆动跑偏,以提高精准度。上切封板522与下切封板5322之间安装有导向杆54,以提高加工精准度,复合硬片和铝箔通过上切封块525与下切封块535之间的工作区位时,上切封块525与下切封块535相对运动,对复合硬片和铝箔的封压,上切刀片526与下切刀片536配合完成对封压的复合硬片和铝箔剪切加工后形成规格相同的药板,药板落入至载料盘131上。
45.工作时,启动控制器6上的各控制按钮,使药片沿进料管222进入料筒221内,转动送料结构223的螺旋送料杆2233驱使药片沿出料口2211顺次落下,机械手10夹持pe复合硬片在进料机构2的出料口2211处装满药片并配合输送机构3输送的铝箔盖装pe复合硬片后,由定位机构4中的两组相对设置的压持组件41上的柔性压持件414对pe复合硬片和铝箔夹紧定位后,进入柔性加热组件42的两柔性加热转盘422之间,通过柔性加热转盘422相对转动,使pe复合硬片和铝箔预热并送至封切机构5的工作区位内,封切机构5的上切封块525与下切封块535相对运动,以对预热后复合硬片和铝箔封切加工后形成规格相同的药板,药板落入至载料盘131上并打包装盒。
46.综上所述,该包装成型设备通过机械手配合,各环节实现自动化操作,降低人工作业强度,提高工作效率,并且各环节的精准配合提高成品率。并且定位机构4中的两组相对设置的压持组件41上的柔性压持件414对pe复合硬片和铝箔夹紧定位,提高对装满药片的
pe复合硬片和铝箔的夹紧定位精度,使皱折或翘起的复合硬片平展,通过柔性加热转盘422相对转动,使pe复合硬片和铝箔柔性送料至封切机构5的工作区位内进行封切加工,降低废品率。
47.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1