一种辊道支腿结构的制作方法
1.本实用新型涉及辊道支撑技术领域,特别是涉及一种辊道支腿结构。
背景技术:
2.近年来,玻璃生产线吨位不断增加,板厚不断做薄,因此玻璃生产线辊道速度就越来越快。薄玻璃板要求辊道运行更加平稳,横梁和支腿的振动更小。传统的冷端辊道支腿是用钢板折弯成的u型结构,刚性相对较弱,当辊道速度加大后,横梁振动变大,地轴齿轮啮合噪音增加,齿轮易磨损,辊子运行平稳性降低。
技术实现要素:
3.鉴于以上所述现有技术的缺点,本实用新型要解决的一个技术问题在于提供一种辊道支腿结构,具有更好的刚性。
4.为了解决上述技术问题,本实用新型提供了一种辊道支腿结构,包括:支脚和立柱,所述立柱包括钢管,所述钢管与辊道横梁连接,且所述钢管套设在支脚上,所述钢管和支脚之间通过限位件来限位,所述支脚通过定位件固定在地面上。
5.优选地,所述限位件包括安装在所述支脚上的第一连接板、安装在所述钢管上的第二连接板以及连接第一连接板和第二连接板的连杆。
6.进一步地,所述第二连接板上设有通孔,所述连杆包括螺杆,所述螺杆的下端与所述第一连接板固定连接,所述螺杆的上端穿过所述通孔,所述螺杆上套设有限位螺母,所述限位螺母位于所述第二连接板的下方。
7.进一步地,所述支脚上设有多个螺孔,多个所述螺孔沿竖直向分布,所述第一连接板通过穿过所述螺孔的第一螺栓安装在所述支脚上。
8.进一步地,所述支脚包括c型钢,所述钢管套设在所述c型钢上,所述第一连接板安装在所述c型钢的内侧,所述第二连接板通过所述c型钢的槽口进入c型钢的内侧,所述连杆也位于c型钢的内侧。
9.更进一步地,所述第二连接板包括水平板以及与所述水平板连接的竖直板,所述水平板通过所述c型钢的槽口进入c型钢的内侧,并与所述连杆连接,所述竖直板通过第二螺栓与所述钢管连接。
10.再进一步地,所述竖直板位于所述钢管的内侧,所述水平板位于所述钢管的下方并与钢管的下端面相接触。
11.优选地,所述定位件包括与所述支脚固接的定位板,所述定位板通过地脚螺栓固定在地面上。
12.如上所述,本实用新型的一种辊道支腿结构,具有以下有益效果:
13.采用本实用新型的辊道支腿结构,由于立柱包括钢管,钢管的刚性相对于现有技术中的u型钢板的刚性更高,且钢管套设在支脚上,钢管和支脚之间通过限位件来限位,钢管和支脚的套接处具有更高的强度,从而能够更好的提升整个辊道支腿结构的刚性。
附图说明
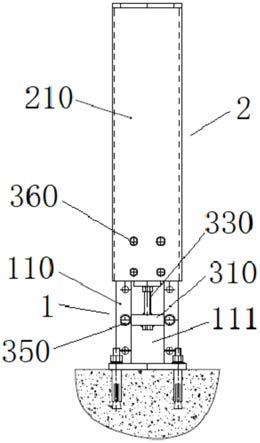
14.图1显示为本实用新型一种实施例中辊道支腿结构的主视结构示意图;
15.图2显示为本实用新型一种实施例中辊道支腿结构的左视结构示意图。
16.附图标号说明
[0017]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
支脚
[0018]
110
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
c型钢
[0019]
111
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
槽口
[0020]2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
立柱
[0021]
210
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
钢管
[0022]3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
限位件
[0023]
310
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一连接板
[0024]
320
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二连接板
[0025]
321
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
水平板
[0026]
322
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
竖直板
[0027]
330
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
螺杆
[0028]
340
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
限位螺母
[0029]
350
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一螺栓
[0030]
360
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二螺栓
[0031]4ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
定位件
[0032]
410
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
定位板
[0033]
420
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
地脚螺栓
具体实施方式
[0034]
以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
[0035]
请参阅附图。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容得能涵盖的范围内。
[0036]
如图1
‑
2所示,本实用新型提供了一种辊道支腿结构,包括:支脚1和立柱2,立柱2包括钢管210,钢管210与辊道横梁连接,且钢管210套设在支脚1上,钢管210和支脚1之间通过限位件3来限位,支脚1通过定位件4固定在地面上。
[0037]
采用本实用新型的辊道支腿结构,由于立柱2包括钢管210,钢管210的刚性相对于现有技术中的u型钢板的刚性更高,且钢管210套设在支脚1上,钢管210和支脚1之间通过限位件3来限位,钢管210和支脚1的套接处具有更高的强度,从而能够更好的提升整个辊道支腿结构的刚性。
[0038]
如图2所示,作为一种优选地实施方式,本实施例中的限位件3包括安装在支脚1上的第一连接板310、安装在钢管210上的第二连接板320以及连接第一连接板310和第二连接
板320的连杆。这样的设置方式能够防止钢管210和支脚1之间发生相对错动,且连杆能够加强钢管210和支脚1之间的刚性。
[0039]
具体的,本实施例中的第二连接板320上设有通孔,连杆包括螺杆330,螺杆330的下端与第一连接板310固定连接,螺杆330的上端穿过通孔,螺杆330上套设有限位螺母340,限位螺母340位于第二连接板320的下方。通过拧动限位螺母340,限位螺母340和第二连接板320沿着螺杆330移动,钢管210相对支脚1在竖直方向上移动,从而能够调整整个辊道支腿结构的高度,提升其适用性。
[0040]
具体的,本实施例中的支脚1上设有多个螺孔,多个螺孔沿竖直向分布,第一连接板310通过穿过螺孔的第一螺栓350安装在支脚1上。将第一螺栓350穿过不同位置的螺孔,从而实现将第一连接板310安装在支脚1上的不同位置处,以此来对应不同的辊道安装标高要求,对辊道标高的适应能力更强,也便于支脚1和立柱2的批量生产。
[0041]
具体的,本实施例中的支脚1包括c型钢110,钢管210套设在c型钢110上,第一连接板310安装在c型钢110的内侧,第二连接板320通过c型钢110的槽口111进入c型钢110的内侧,连杆也位于c型钢110的内侧。这样使得整个限位件3都位于c型钢110的内侧,一方面节省了占用空间,另一方面限位件3也得到了更好的防护,提升了其使用寿命。本实施例中的c型钢110由标准型钢批量加工而成,相对折弯板刚性更好,并且可以节省加工成本,缩短加工周期,相对于u型钢板的刚性也更高,能够进一步提升整个辊道支腿结构的刚性。
[0042]
更具体的,本实施例中的第二连接板320包括水平板321以及与水平板321连接的竖直板322,水平板321通过c型钢110的槽口111进入c型钢110的内侧,并与连杆连接,竖直板322通过第二螺栓360与钢管210连接。待钢管210相对c型钢110在竖直方向的位置确定之后,再通过拧紧第二螺栓360,使得钢管210逐渐靠近竖直板322,而竖直板322通过水平板321、连杆以及第一连接板310与c型钢110连接,这样钢管210也会逐渐靠近c型钢110而与c型钢110抵紧,实现钢管210与c型钢110之间的锁紧,使得钢管210与c型钢110之间连接的更加稳固,进一步提升整个辊道支腿结构的刚性。本实施例中的竖直板322通过多个第二螺栓360与钢管210连接,提升钢管210与c型钢110之间的抵紧力,不容易松动。
[0043]
再具体的,本实施例中的竖直板322位于钢管210的内侧,水平板321位于钢管210的下方并与钢管210的下端面相接触。这样的设置方式是为了便于第二连接板320与钢管210之间的连接,同时水平板321对钢管210也起到支撑作用,降低了第二螺栓360所受到的剪切作用力,提升连接稳定性。
[0044]
作为一种优选地实施方式,本实施例中的定位件4包括与支脚1固接的定位板410,定位板410通过地脚螺栓420固定在地面上。定位板410能够提升支脚1固定在地面上的稳定性,具体的,本实施例中的地脚螺栓420为膨胀螺栓或化学螺栓。本实施例中的支脚1可以直接安装到车间地面上,不需要预埋钢板,地脚螺栓孔现场配作,可以节省土建施工成本。
[0045]
本实用新型用于玻璃生产线冷端辊道,布置在输送辊道两侧下部,用于支撑辊道横梁。辊道安装时,首先要放线,定好辊道中心线,再确定辊道前进方向各个支腿位置。
[0046]
辊道支腿位置确定后,将限位螺母340安装到第一连接板310上的螺杆330上,再根据辊道高度,调整第一连接板310的安装位置,用第一螺栓350把第一连接板310固定到c型钢110内侧,再把竖直板322塞到钢管210内部,第一连接板310上的螺杆330要穿过第二连接板320上的通孔,并将钢管210套在c型钢110的外侧,钢管210的下端面落在第二连接板320
的水平板321上,用第二螺栓360把钢管210和竖直板322连接到一起,因为支腿整体高度还需要调整,所以此时第二螺栓360还不能完全拧紧。支腿初步安装后,再将辊道的其他零部件安装好,包括横梁、地轴、辊子等。
[0047]
待辊子安装完成后,改变限位螺母340的上下位置,来调整辊子上母线高度,以满足辊道标高要求。辊道标高调整完成后,拧紧钢管210和竖直板322之间的第二螺栓360。整线辊道安装完成后,要试车、测跑偏,待各项参数满足要求,再用地脚螺栓420将支脚1完全固定到车间地面上,完成最终的安装。
[0048]
本实施例中的钢管210为矩形钢管结构,在钢管210上表面焊接钢板,钢板上开螺纹孔,通过螺纹孔与辊道横梁连接;本实施例中的螺杆330也可以采用螺栓结构,螺杆330穿过第一连接板310,并且与第一连接板310的上下两侧都要求焊接;本实施例中的立柱2采用钢管结构,相对于现有的u形折弯板结构,其刚性会有明显改善,钢管210的直线度和材质均匀性也要强于u形折弯板,并且易于采购和加工。
[0049]
本实用新型针对玻璃生产线工艺特点,开发出一种新型辊道支腿结构,这种辊道支腿结构具有良好的刚性,还可以根据不同的辊道标高要求,灵活调整和切换支撑高度。
[0050]
上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1