自卸式料罐的制作方法
1.本实用新型属于冶金设备技术领域,特别是涉及一种自卸式料罐。
背景技术:
2.自卸式料罐装置是冶金行业中经常用到的一种装卸物料装置,工作过工程中,吊车吊起自卸式料罐送到料罐运输车上,再转运至装料处,物料从料罐顶部加入料罐中,然后料罐运输车运出,通过吊车将其转运到卸料处,吊车往下运动,吊杆和底钟在自重作用下往下运动,打开底部卸料口,物料从底部卸料。
3.目前应用的自卸式料罐,在工作过程中存在着以下几类问题:
4.第一,料罐吊杆顶部通常是圆环设计,吊车通过吊钩吊住圆环转运,吊车卸下料罐时,由于吊钩处比较高,人不容易干预,脱钩比较麻烦,不能进行自动化吊装,影响装卸效率。第二,料罐在运送过程中,由于惯性以及加速度原因,料罐容易晃动,影响整个吊运的顺畅性,存在一定安全隐患。第三,料罐卸料口处底钟在某些应用中会进入到高温场合,普通碳钢制造的底钟以及料罐罐体底部容易由于高温变形破坏。第四,料罐吊杆容易受到来料碰撞,发生变形等。第五,料罐整体大多采用焊接件,发生变形破坏,不易更换。
技术实现要素:
5.本实用新型的目的在于针对现有技术的不足之处,提供一种吊装便捷的自卸式料罐。
6.本实用新型提供的这种自卸式料罐,它包括料罐本体、受料斗、底钟和吊杆;料罐本体的轴向两端均为开口;受料斗设置于料罐本体内、半封闭料罐本体的顶端开口;底钟设置于料罐本体的底部;吊杆包括起重头,起重头的底面为锥面;吊杆设置于料罐本体内,底端与底钟相连,吊杆和底钟能够沿轴向往复运动,打开或半封闭料罐本体的底端开口。
7.所述料罐本体包括直筒段和锥筒段,锥筒段设置于直筒段下,锥筒段的大径端伸至直筒段内固接。
8.所述料罐本体还包括环板,环板固接于所述直线段的底端、内圈与所述锥筒段固接;环板下设垫圈板。
9.所述料罐本体还包括导向保护机构,导向保护机构包括中心管、法兰和连板,中心管同轴设置于所述直线段内、通过若干连板与直线段的内壁相连,法兰设置于中心管的顶端。
10.所述导向保护机构还包括喇叭口,喇叭口设置于所述中心管的底端。
11.所述料罐本体还包括钟环,钟环连接于所述锥筒段的底端。
12.所述底钟为锥筒型,其顶端为小径端,底钟的小径端伸至所述喇叭口内与所述吊杆相连。
13.所述受料斗为锥形斗,其顶端设有外环板以与所述料罐本体装配,料罐本体的直线段与受料斗之间设有支撑板。
14.所述吊杆还包括吊杆轴和螺纹头,所述起重头设置于吊杆轴的顶端,螺纹头位于吊杆轴的底端。
15.所述吊杆还包括若干导向圆钢,各导向圆钢均布于所述吊杆轴外。
16.本实用新型将吊杆的顶端设置为起重头,起重头的底面设计为锥面。投入使用时,起重头可以配合起重架工作,以便实现快速自动化起吊和卸吊,提高作业效率。
附图说明
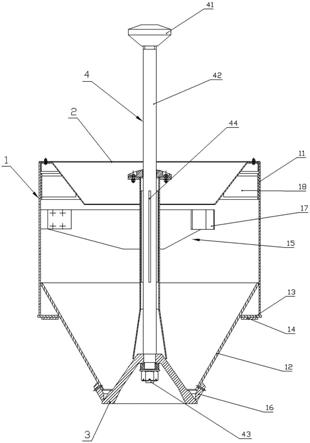
17.图1为本实用新型一个优选实施例的立面示意图。
18.图2为本优选实施例中料罐本体的俯视放大示意图。
19.图3为本优选实施例中导向保护机构的主视放大示意图。
20.图4为本优选实施例中导向保护机构的俯视放大示意图。
21.图5为本优选实施例投入使用时起重头与起重架的连接状态示意图。
22.图示序号:
23.1—料罐本体,
24.11—直筒段,12—锥筒段,13—环板,14—垫圈板,
25.15—导向保护机构、151—中心管、152—法兰、153—喇叭口、154—连板、155—半法兰,
26.16—钟环,17—安装座,18—支撑板;
27.2—受料斗;
28.3—底钟;
29.4—吊杆,41—起重头,42—吊杆轴,43—螺纹头,44—导向圆钢;
30.5—起重架。
具体实施方式
31.如图1所示,本实施例公开的这种自卸式料罐由料罐本体1、受料斗2、底钟3和吊杆4四部分构成,料罐本体的轴向两端均为开口,受料斗和底钟分设于料罐本体的上下两端,吊杆同轴设置于料罐本体内带动底钟沿轴向滑动以闭合或打开料罐本体的底端开口。
32.如图1、图2所示,料罐本体1由直筒段11、锥筒段12、环板13、垫圈板14、导向保护机构15和钟环16构成。其中直筒段11的顶边向内卷边,并在卷边段上设有通孔以便与受料斗2安装。锥筒段12的大径小于直筒段的内径,锥筒段的大径端伸至直筒段的底端内。环板13焊接于直线段的底端,其内圈套于锥筒段外焊接。垫圈板14焊接于环板13下用以卸料时承受重力。如图3、图4所示,导向保护机构15由中心管151、法兰152、喇叭口153和连板154装配而成。其中法兰设置于中心管的顶端,喇叭口设置于中心管的底端,并在法兰上设半法兰155,采用法兰对半剖开的结构。三个连板154均匀布置,外端与直筒段内壁上的安装座17相连、内端与中心管相连。直线段内位于连板的上方设置支撑板18用以支撑受料斗2。锥筒段12的底端外设钟环16以与底钟3贴合,保持密封。
33.受料斗2为锥形斗,其顶端设有外环板,外环板上设通孔,受料斗通过穿过外环板通孔的紧固件装配于料罐本体的顶端。而受料斗的外壁则通过支撑板156进行支撑。受料斗采用锥面设计,有利于来料导向进入,同时在一定程度上抑制扬尘,还可以保护导向保护机
构与料罐本体的螺栓连接部位,避免来料冲击,延长使用寿命。
34.底钟3为锥筒型,其顶端为小径端,底钟的小径端伸至喇叭口内与吊杆4相连。
35.如图1、图5所示,吊杆4由起重头41、吊杆轴42、螺纹头43和导向圆钢44构成。起重头41的底面为锥面,投入使用时,起重头可以配合起重架工作,以便实现快速自动化起吊和卸吊,提高作业效率。吊杆制作时将起重头设置于吊杆轴的顶端,螺纹头位于吊杆轴的底端,导向圆钢均布于吊杆轴外。吊杆装配时将螺纹头自顶端伸至底钟的小径段内后通过开槽的六角螺母锁紧,而导向圆钢则置于中心管内,导向圆钢的外壁与中心管的内壁贴合导向便于吊杆上下升降。
36.本实施例中,吊杆的起重头采用锥面设计,配合起重架可实现快速自动化起吊和卸吊。吊杆轴通过螺纹与起重头连接,并进一步焊接加固。导向圆钢多根均布焊接在吊杆轴上,导向保证吊杆上下运动。
37.料罐本体的直筒段外表面光滑无凸起,有利于起重架上设置导向架,防止料罐晃动。锥筒段下部通过铆钉与钟环连接;钟环采用铸钢材质。
38.受料斗采用锥面设计,利于来料导入,抑制扬尘,采用螺栓与料罐本体连接,方便更换。
39.底钟采用锥面设计,上部开孔与吊杆连接,锥面角度与钟环角度保持一致,贴合密封,采用铸钢材质。
40.工作时,首先是吊车起吊料罐。吊车起重架5吊起吊杆的起重头,吊杆带动底钟,然后托起整个料罐转运。起重头下表面为锥形,可以配合吊车起重架实现快速自动化起吊和卸吊,提升效率。吊杆轴尾部采用螺纹设计,通过六角开槽螺母与底钟进行连接,保证吊杆可靠性。吊杆中部圆周方向均匀焊接四根导向圆钢,作为吊杆上升与下降导向用。料罐本体上部为直筒段,下部为锥筒段,直筒段保证外表面光滑,无凸起,有利于起重架上设置导向架,防止料罐晃动,保证料罐平稳转运。
41.其次,是料罐装料工序。料罐被送至装料工位,通过底钟坐落在装料工位,有利于保持整个料罐密封。物料通过受料斗进入料罐内。受料斗采用锥面设计,有利于来料导向进入,同时在一定程度上抑制扬尘,进一步可以保护导向保护机构与料罐本体的螺栓连接部位,避免来料冲击,延长使用寿命。受料斗通过螺栓与料罐本体连接,受料斗斜面依靠本在支撑板上,提高受料斗的使用寿命,同时易于更换。料罐设计有导向保护机构保护吊杆免受来料冲击;连板通过螺栓与料罐本体的安装座进行连接,易于更换;法兰与半法兰连接,避免来料进入中心管内。
42.最后,是料罐卸料工序。料罐被吊至卸料工位,通过垫圈板坐落在卸料工位。吊起重架往下运动,底钟和吊杆在自重作用下往下运动,在料罐底部打开卸料口,进行卸料。锥筒段底部设计有钟环,钟环通过铆钉与料罐锥筒段连接,保证高温条件下的可靠性。钟环与底钟贴合,保持密封。钟环和底钟采用铸钢材质,能够耐受高温,避免变形。
43.本实施例通过起重头的设置,可以配合起重架工作,以便实现快速自动化起吊和卸吊,提高作业效率。并且通过导向保护机构的设置能够提高吊杆升降的可靠性,保证闭合和打开料罐主体的效果,同时防止来料碰撞吊杆,减小吊杆发生变形的可能性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1