胎基布接合装置的制作方法
1.本实用新型涉及防水卷材生产设备技术领域,具体涉及一种胎基布接合装置。
背景技术:
2.防水卷材生产过程中,初始原料为胎基布,而胎基布缠绕成卷,在生产时需要对成段的卷材进行拼接,然后输送到生产线中生产,现有技术中胎基布的接头处需要人工进行缝合,且人工缝合费时费力,生产成本较高,工作效率较低;
3.针对上述技术问题,现有技术提供了对应的解决方案,为降低生产成本,采用涂胶拼接的方式进行拼接,即在胎基布上涂抹胶水,通过加热挤压拼接在一起,由于有加热部件,所以采用人工涂胶的方式存在安全隐患,且人工涂胶速度较慢,并在涂胶及拼接的过程中,胎基布容易发生移动,导致胎基布在拼接时容易发生错位,从而导致拼接的不均匀,影响后续的生产。
技术实现要素:
4.有鉴于此,有必要提供一种可压布、涂胶的胎基布接合装置。
5.一种胎基布接合装置,包括主体支架、接合组件、涂抹组件及压布组件,所述接合组件、涂抹组件及压布组件都设置于所述主体支架上,且所述接合组件沿所述主体支架宽度方向设置,所述涂抹组件位于所述接合组件一侧,所述涂抹组件包括滑动导轨、滑块、驱动件、滑动伸缩件、连接角板、涂抹伸缩件及涂抹件,所述滑动导轨沿宽度方向设置于所述主体支架上,且所述滑动导轨上的滑槽开口向下,所述滑块安装在所述滑动导轨上,所述驱动件设置于所述主体支架侧边,且所述驱动件输出端穿过所述滑块,并驱动所述滑块沿所述滑动导轨滑动,所述滑动伸缩件底部与所述滑块顶部连接,所述连接角板设置于所述滑动伸缩件输出端,所述涂抹伸缩件底部固定设置于所述连接角板上,且所述涂抹伸缩件与所述滑动伸缩件垂直,所述涂抹件设置于所述涂抹伸缩件输出端,所述压布组件位于所述主体支架端部,所述压布组件包括压板伸缩件及压板,所述压板伸缩件设置于所述主体支架宽度方向中间位置,且工作方向向下,所述压板设置于所述压板伸缩件输出端,且沿所述主体支架宽度方向,并平行于水平面。
6.优选的,所述接合组件包括接合伸缩件、连接板、上压合件及下压合件,所述接合伸缩件固定设置于所述主体支架上,且工作方向向下,所述连接板固定设置于所述接合伸缩件输出端,且沿所述主体支架宽度方向水平设置,所述上压合件设置于所述连接板下平面上,所述下压合件固定设置于所述主体支架上,且位于所述上压合件下方,并对齐设置。
7.优选的,所述上压合件及下压合件可通电发热。
8.优选的,所述涂抹伸缩件可带动所述涂抹件进入所述上压合件及下压合件之间。
9.优选的,所述主体支架上还设置有盛胶件,且所述盛胶件水平设置,所述涂抹件可伸进所述盛胶件内。
10.优选的,所述主体支架上还设置有限位滚筒,所述限位滚筒错位设置于所述主体
支架一端。
11.本实用新型采用上述技术方案,其有益效果在于:本技术中设置压布组件,通过压板伸缩件带动压板压住胎基布,防止胎基布在涂胶及拼接时发生移动,采用涂抹组件对胎基布接头处进行涂胶,其中驱动件带动滑块及滑动伸缩件沿滑动导轨移动,即同时带动涂抹伸缩件及涂抹件一起滑动,并通过滑动伸缩件及涂抹伸缩件使的涂胶更加均匀,相对于人工涂胶速度更快,且更加安全;
12.涂胶之后的胎基布采用接合组件对进行加热,将胎基布接头拼接在一起,本装置极大的提高了工作效率,且生产过程更加安全,节省了人工成本。
附图说明
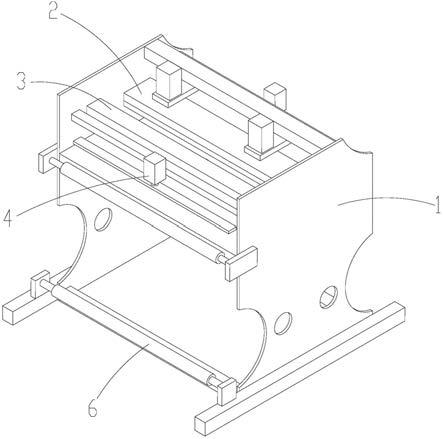
13.图1为本实用新型的结构示意图。
14.图2为图1的刨面视图。
15.图3为图2的正视图。
16.图4为本实用新型的正视图。
17.图5为本实用新型的俯视图。
18.图中:主体支架1、接合组件2、接合伸缩件21、连接板22、上压合件23、下压合件24、涂抹组件3、滑动导轨31、滑块32、驱动件33、滑动伸缩件34、连接角板35、涂抹伸缩件36、涂抹件37、压布组件4、压板伸缩件41、压板42、盛胶件5、限位滚筒6。
具体实施方式
19.请参看图1至图5,本实用新型实施例提供了一种胎基布接合装置,包括主体支架1、接合组件2、涂抹组件3及压布组件4。
20.接合组件2、涂抹组件3及压布组件4都设置于主体支架1上,且接合组件2沿主体支架1宽度方向设置,涂抹组件3位于接合组件2一侧,涂抹组件3包括滑动导轨31、滑块32、驱动件33、滑动伸缩件34、连接角板35、涂抹伸缩件36及涂抹件37,滑动导轨31沿宽度方向设置于主体支架1上,且滑动导轨31上的滑槽开口向下,滑块32安装在滑动导轨31上,驱动件33设置于主体支架1侧边,且驱动件33输出端穿过滑块32,并驱动滑块32沿滑动导轨31滑动,滑动伸缩件34底部与滑块32顶部连接,连接角板35设置于滑动伸缩件34输出端,涂抹伸缩件36底部固定设置于连接角板35上,且涂抹伸缩件36与滑动伸缩件34垂直,涂抹件37设置于涂抹伸缩件36输出端,压布组件4位于主体支架1端部,压布组件4包括压板伸缩件41及压板42,压板伸缩件41设置于主体支架1宽度方向中间位置,且工作方向向下,压板42设置于压板伸缩件41输出端,且沿主体支架1宽度方向,并平行于水平面。
21.进一步,接合组件2包括接合伸缩件21、连接板22、上压合件23及下压合件24,接合伸缩件21固定设置于主体支架1上,且工作方向向下,连接板22固定设置于接合伸缩件21输出端,且沿主体支架1宽度方向水平设置,上压合件23设置于连接板22下平面上,下压合件24固定设置于主体支架1上,且位于上压合件23下方,并对齐设置。
22.进一步,上压合件23及下压合件24可通电发热,通过加热可使得胎基布之间的接合更加的牢固。
23.防水材料的生产原料为胎基布,而胎基布缠绕成卷,在加工过程中需要将不同卷
的胎基布进行接合使用,本装置在不同卷的胎基布的首末端涂胶,并利用接合组件2将涂胶后的首末端紧紧压合在一起。
24.进一步,当前一卷胎基布使用完时,即前一卷胎基布末端移动到下压合件24上时,将新的胎基布首端与前一卷胎基布末端进行接合,首先通过涂抹组件3对前一卷胎基布的末端涂胶,再将新的胎基布的前端伸入到上压合件23及下压合件24之间,并覆盖在末端涂胶处,接着用压布组件4将两卷胎基布压住,固定在主体支架1上,最后对上压合件23及下压合件24通电加热,利用接合伸缩件21将上压合件23向下移动,使得上压合件23与下压合件24贴合在一起,将两卷胎基布的首末端紧紧的粘贴接合在一起。
25.进一步,涂抹组件3工作时通过驱动件33带动滑块32在滑动导轨31内滑动,同时带动滑动伸缩件34、连接角板35、涂抹伸缩件36及涂抹件37一起沿导轨滑动,其中滑动伸缩件34可伸缩,可使涂抹伸缩件36及涂抹件37沿竖直方向运动,而涂抹伸缩件36也可伸缩,使得涂抹件37可沿主体支架1的长度方向移动,通过驱动件33、滑动伸缩件34及涂抹伸缩件36可让涂抹件37将胶水均匀、全方位的涂在胎基布上。
26.进一步,由于胎基布自身有一定的质量及前后端的拉扯,会导致胎基布在接合时容易发生错位,接合出现瑕疵而影响后续生产,本装置通过设置压布组件4在接合时可压住胎基布,其中压板伸缩件41可沿竖直方向进行伸缩移动,同时带动压板42移动,压板42配合主体支架1上的平面可将胎基布固定住。
27.进一步,涂抹伸缩件36可将涂抹件37伸入上压合件23与下压合件24之间,由于胎基布是在上压合件23与下压合件24之间进行接合,所以需要将涂抹件37伸进上压合件23及下压合件24之间对胎基布末端进行涂胶。
28.进一步,主体支架1上还设置有盛胶件5,且盛胶件5水平设置,其中,涂抹件37在滑动伸缩件34与涂抹伸缩件36的作用下可伸进盛胶件5内,而盛胶件5内盛放有胶水,可将胶水沾在涂抹件37上,提高工作效率。
29.进一步,主体支架1上还设置有限位滚筒6,限位滚筒6错位设置于主体支架1一端,当在生产过程中胎基布需要平展,且不能出现太松或者太紧的状态,将胎基布穿过交错的限位滚筒6,可使得生产过程中胎基布不出现褶皱,并更好的控制松紧程度。
30.本装置在使用时,将前一卷胎基布的末端移动至接合组件2的下压合件24上,先通过涂抹组件3对胎基布的末端进行涂胶,即驱动件33控制涂抹件37移动至盛胶件5上方,利用滑动伸缩件34与涂抹伸缩件36将涂抹件37向下移动,伸入至盛胶件5内使涂抹件37上沾上胶水,再将涂抹件37提升起来,移动至胎基布末端处;
31.接着利用驱动件33、滑动伸缩件34与涂抹伸缩件36将涂抹件37伸进上压合件23与下压合件24之间,即胎基布末端上方,其中涂抹伸缩件36与滑动伸缩件34配合将位于上压合件23与下压合件24内的胎基布都涂抹上胶水,最后将涂抹件37从上压合件23与下压合件24之间移出;
32.进一步,将新的胎基布的首端穿过限位滚筒6,伸入至上压合件23与下压合件24之间,并与前一卷胎基布的涂胶末端贴合,再使用压布组件4将胎基布固定在主体支架1上,最后将通电发热的上压合件23向下移动,使之与通电发热的下压合件24贴合,将位于上压合件23与下压合件24之间的胎基布两端紧紧接合在一起,当胎基布接合完成之后,松开上压合件23与压板42。
33.以上所揭露的仅为本实用新型较佳实施例而已,当然不能以此来限定本实用新型之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本实用新型权利要求所作的等同变化,仍属于实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1