新型包装机烟库下烟道缺支检测装置的制作方法
1.本实用新型属于卷烟机械设备技术领域,具体涉及一种新型包装机烟库下烟道缺支检测装置。
背景技术:
2.在当前卷烟行业的包装机生产中,gdx1、gdx2型机组是用于将烟支包装成小包、条包成品香烟的主流设备。现有的gd包装机在烟库下烟道上安装有机械式检测器或霍尔磁感应式烟库下烟道检测器,用来检测下烟道烟支的缺支情况。然而,由于烟灰粉尘等的污染,造成霍尔磁感应不准确,而且机机械式的连接底板与探针机械磨损造成卡针,严重会把烟支烟丝端部压皱,影响烟支质量。另外,由于长期摆动还会造成连接电缆内部断裂或接触不良等情况发生,导致检测器失效,造成故障率高,而且机构处于包装机内部,造成维护困难。
技术实现要素:
3.本实用新型的目的在于针对现有技术的不足之处,提供一种新型包装机烟库下烟道缺支检测装置,采用非接触式的检测方案,提高了检测准确度高,结构简单、易安装和维护。
4.为解决上述技术问题,本实用新型采用如下技术方案:
5.一种新型包装机烟库下烟道缺支检测装置,其特征在于,包括:
6.多个检测器,设置在包装机外部且一一对应处于每个烟道的预定深度位置上,所述多个检测器与所述烟道内的烟支的滤嘴端面之间具有预设间距,用于对烟支进行感应检测。
7.较佳地,该新型包装机烟库下烟道缺支检测装置中,所述多个检测器分别与包装机的主控模块相连接,从而将检测信号发送至所述主控模块以停止所述包装机。
8.较佳地,该新型包装机烟库下烟道缺支检测装置还包括:多个信号隔离件,一一对应连接在所述多个检测器与所述主控模块之间。
9.较佳地,该新型包装机烟库下烟道缺支检测装置还包括:多个指示灯,一一对应与所述多个检测器相连接,所述指示灯用于在对应的所述检测器检测到缺烟信号时亮起以进行指示。
10.较佳地,该新型包装机烟库下烟道缺支检测装置中,所述多个检测器所在的位置与所述包装机的出烟口之间具有预定的反应距离以便于对包装机进行控制。
11.较佳地,该新型包装机烟库下烟道缺支检测装置中,所述多个检测器分别具有灵敏度调节单元,用于根据所述烟支在所述烟道内的实际位置调节检测灵敏度。
12.较佳地,该新型包装机烟库下烟道缺支检测装置中,所述多个检测器设置在所述包装机的推烟排防护罩外壁面上。
13.较佳地,该新型包装机烟库下烟道缺支检测装置还包括:供电模块,设置在所述推烟排防护罩的底部,用于向所述多个检测器供电。
14.较佳地,该新型包装机烟库下烟道缺支检测装置还包括:控制模块,连接在所述多个检测器与所述主控模块之间,用于将所述包装机的主控模块的预设报警机制设置为无效状态。
15.与现有技术相比,本实用新型的有益效果为:
16.本实用新型通过在包装机的推烟排防护罩外加装多个检测器,从包装机外部单独对每个烟道内的烟支的滤嘴端面进行感应,从而检测出该烟道内是否发生烟支缺支情况,并将缺烟信号反馈至包装机的主控模块,提供了一种新型的检测方案,由原有在烟支烟丝端探针按压接触检测方式改为非接触式光电检测,提升了缺支检测的准确度;将检测器对烟支的损伤率降低到零,消除因为检测器自身原因引起的烟支烟丝端部缺陷;且每个光电传感器上都有指示灯与灵敏度调节旋钮,相比于原烟库缺支检测装置更容易维护,并且调节起来更加简单方便。另外,该检测装置是固定不动的,也消除了原有检测器线缆长期来回摆动产生故障的可能性,大大降低了检测装置整体的故障率。
附图说明
17.图1是本实用新型的实施例中新型包装机烟库下烟道缺支检测装置的结构框图。
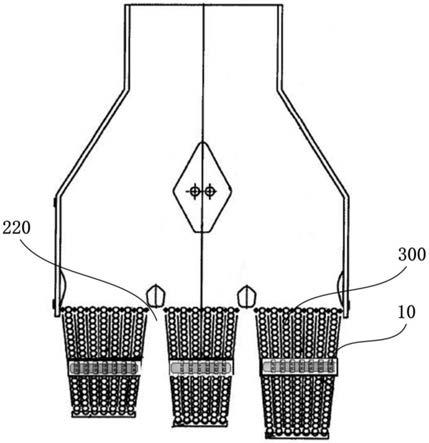
18.图2是本实用新型的实施例中检测器与推烟排防护罩的结构示意图。
19.图3是本实用新型的实施例中检测器、控制模块与包装机的主控模块连接连接示意图。
20.其中,100—检测装置300—烟支210—主控模块220—烟库推烟排防护罩10—检测器20—信号隔离件30—供电模块40—控制模块
具体实施方式
21.下面结合附图所示的实施例对本实用新型作进一步说明。
22.如附图1至3所示,本实施例提供了一种新型包装机烟库下烟道缺支检测装置100,用于对图中未画出的gdx1、gdx2型包装机的烟库下烟道进行烟支缺烟检测,即检测出所有烟道内是否发生烟支300的烟支缺烟情况。并且,如图2所示,该新型包装机烟库下烟道缺支检测装置100设置在包装机的外部,即从包装机的外部实现非接触式检测。
23.如图1所示,该新型包装机烟库下烟道缺支检测装置100包括:多个检测器10、多个信号隔离件20、供电模块30以及控制模块40。在图1中仅画出了两个检测器10和两个信号隔离件20,省略画出了剩余的检测器10和信号隔离件20。
24.如图2所示,多个检测器10设置在包装机的外部,并且与包装机的烟道一一对应设置在预定深度位置上,还与烟道内的烟支300的滤嘴端面相对应设置,从而对烟道内的烟支300进行感应检测。在本实施例中,包装机的烟道的数量为二十个,因此,检测器的数量也为二十个。实际应用中,检测器10采用的是新型超小型光电传感器,通过光电方式实现的非接触式检测。
25.具体地,多个检测器10所在的位置分别与包装机底部的出烟口之间具有预定的反应距离,这样,当烟道内发生烟支300缺烟情况时,能够有充足的时间让包装机进行相应控制与处理,避免因时间不足而导致缺烟的烟排已进入下一道程序而降低生产效率。
26.另外,在本实施例中,多个检测器10具体检测的是对应烟道内的烟支300的滤嘴端
面,并且多个检测器10与烟道的端面之间具有预定的检测距离,即检测器10与烟支300之间具有预定的检测距离,也就是说,检测器10不与烟支发生接触,而是通过光电方式进行非接触式检测,这样,避免对烟支造成损伤。
27.这里,检测器与烟道端面之间的检测距离为10mm左右,具体根据检测器10的灵敏度进行选取,并不限制检测器的检测距离。而且,该多个检测器10分别具有灵敏度调节单元,用于根据烟支300在烟道内的实际位置相应地调节检测器10的检测灵敏度,适应烟支300在烟道内不同的排布位置或姿态的检测,提高检测灵敏度范围。
28.进一步,为了对发生的烟支缺烟情况的烟道的具体数量进行准确监控,该多个检测器10分别与包装机的主控模块210相连接,从而将各自的检测结果信号发送至主控模块210中,让主控模块210及时获知发生缺烟情况的烟道的数量,具体是一个还是多个烟道发生缺烟,并且让主控模块210能够及时对包装机进行停机控制,便于对缺烟的烟道及时进行处理。这里,为了便于操作人员能够直观且醒目地获知发生缺烟的烟道位置,该检测装置100还包括多个指示灯,在每个检测器或烟道对应的位置均设置有一个指示灯,用于在对应的检测器10检测到缺烟信号时亮起,以便于操作人员获知发生烟支缺烟情况的烟道位置。
29.进一步地,如图2所示,由于该多个检测器10为近距离排布设置,因此,为了避免不同检测器10之间发生信号干扰而影响检测的准确性,在该多个检测器10的通信线路上分别设置一个信号隔离件20,即共计多个信号隔离件20,该多个信号隔离件 20一一对应连接在多个检测器10与主控模块210之间,起到检测器10之间的信号隔离、防干扰作用。具体地,信号隔离件110采用的是二极管。进一步地,为了便于多个检测器10的正常工作与检测,通过供电模块30给多个检测器10进行供电。
30.在本实施例中,多个检测器10、多个信号隔离件20的结构与功能均完全相同,仅设置位置不同。在实际应用中,包装机的烟库推烟排防护罩220具有用于观察烟库下烟道的烟支排布情况的有机玻璃板,作为对二十个烟道进行对应检测的二十个超小型光电传感器(即多个检测器10)即设置在包装机的烟库推烟排防护罩外壁面上,即有机玻璃板上,并且与每个烟道一一对应设置,每个超小型光电传感器透过有机玻璃板感应对应烟道内的烟支300的滤嘴端面从而进行检测。具体设置为:当感应到烟支时,则输出低电平信号;当未感应到烟支时,则输出高电平信号。这里,超小型光电传感器作为检测器10,自带了指示灯功能。
31.在此结构下,供电模块30设置在推烟排防护罩的底部,用于向二十个超小型光电传感器提供直流24v电源,保证其正常工作。
32.基于以上结构的检测装置100可以直接应用在现有的gdx1、gdx2包装机中,实现了从包装机的外部实现非接触式检测,并且检测的位置时烟支的滤嘴端面,保证检测结果的准确性,并且该检测装置100整体结构简单,成本低,易安装,并且便于维护。另外,在该检测装置100启用时,可以启用或不启用gdx1、gdx2包装机中内置的机械式检测装置。而在启用的情况下,需要对gdx1、gdx2包装机的主控模块中预设的报警机制设置为无效状态,仅依据本实施例的检测装置100的报警机制让主控模块 210进行报警并控制包装机停机。为了实现该功能,在本实施例的检测装置100中通过控制模块40来实现,多个检测器10的检测信号通过控制模块40中转后传送给包装机的主控模块210,即控制模块40连接在多个检测器10和包装机的主控模块210之间,具体是连接在多个信号隔离件20与主控模块210之间。
33.这里,控制模块40采用的是西门子s7-200plc,设置在包装机大电柜内,用来处理
每个检测器10检测到的缺烟信号。具体的处理为:由于gd包装机原机烟库缺支检测器是在主机相位170度检测烟库是否发生缺烟,在主机相位350度进行能效检测,保证该相位检测器前没有烟支。而本实施例的检测装置100的检测器的感应位置是一直有烟支存在的,如果检测器10的缺烟信号直接输出给gd包装机的主控模块210,那么包装机将会报警检测器失效故障。因此,需要通过西门子s7-200 plc计算主机相位度数,检测器10的缺烟信号通过西门子s7-200 plc处理后再发生给gd包装机的主控模块210,将主机相位350度下且二十个光电传感器均未发生缺烟信号的检测器失效报警设置为无效状态,避免未发生缺烟情况下的报警。
34.结合具体电路连接与信号传输来说,如图3所示,光电传感器的正极接450号线,负极接451号线,二十个光电传感器的输出端并联在一起,每一个端子都带有二极管,将光电传感器的输出信号互相隔离,防止光电传感器之间互相干扰。光电传感器的输出端再通过gd包装机主机上的2x210接线盒内的2/510号线连接到电柜内西门子s7-200 plc的i0.4号输入端子。s7-200 plc通过450号线(24v正),451号线(24v负)供电,选用单芯电缆,将输入点连接到microⅱ主机编码器板n3板,其中 i0.0接到n3板的2/913号线脚,io.1接到n3板的2/921号线脚,s7-200plc的q0.0 输出点接到microⅱ输入板n10板的28号点位,给包装机烟库缺烟信号。
35.当包装机烟库正常有烟支时,二十个光电传感器检测到烟支,每个光电传感器都输出低电平,当有任意一个或多个光电传感器检测到发生缺烟就会输出高电平信号给包装机电柜内的西门子s7-200 plc的i0.4输入端子。plc i0.0和i0.1处理和采集 gd包装机主机编码器2a596的相位脉冲和索引脉冲,当plc监控到包装机主机运行到相位170度时,s7-200 plc的q0.0输出点就会给gd包装机的n10卡板的28号输入点输出缺烟信号,当包装机主机运行到350度时,检测器仍然检测到是缺烟的,但是西门子s7-200 plc在350度时会屏蔽掉缺烟信号,这样发生缺烟时可以准确报警停机,也不会报检测器失效这个故障,保证和原机功能一样。
36.本实用新型的保护范围不限于上述的实施例,显然,本领域的技术人员可以对本实用新型进行各种改动和变形而不脱离本实用新型的范围和精神。倘若这些改动和变形属于本实用新型权利要求及其等同技术的范围,则本实用新型的意图也包含这些改动和变形在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1