一种基于PLC的自动送料装车控制系统
一种基于plc的自动送料装车控制系统
技术领域
1.本实用新型涉及自动送料装车技术领域,尤其涉及一种基于plc的自动送料装车控制系统。
背景技术:
2.在电气时代之前,对于需要搬运装车运输的生活中需要的物料,都只能依靠工人手动进行搬运装车,在进入电气时代后人们便开始了搬运装车运输工作的自动化研究,随后自动送料装车系统便逐步成型发展。伴随着技术发展可编程控制器(programmable logic controller,plc)的研发,并逐渐被人们运用发展,最终成为适用于各行各业的工控设备,自动送料装车设备是运用场合之一。自动送料传输设备逐渐开始进入许多需要大批量生产的企业,人工搬运送料或装车逐步被取缔。在实际生产运用中,我国的自动送料设备逐步发展,功能日益完善。
3.但是目前完善的自动送料装车控制系统并没有真正意义上的普及,大多数还是需要人工在一旁协助控制。
技术实现要素:
4.针对现有技术中存在的问题,本实用新型提供了一种基于plc的自动送料装车控制系统。该自动送料装车控制系统通过plc控制实现了物料的自动送料装车,并通过mcgs组态软件模块实现了对该自动送料装车控制系统的实时监控。
5.为实现上述目的,本实用新型采用如下技术方案:一种基于plc的自动送料装车控制系统,包括:plc以及与plc连接的料斗装料模块、物料传输模块、装车检测模块、故障反馈模块和mcgs组态软件模块;所述料斗装料模块设置于物料传输模块的上方,所述物料传输模块设置于小车上方,所述故障反馈模块设置于物料传输模块上,所述装车检测模块设置于小车轮胎下方。
6.进一步地,所述料斗装料模块的出料阀门与plc连接。
7.进一步地,所述物料传输模块包括传送带以及与传送带连接的电机,所述电机与plc连接。
8.进一步地,所述装车检测模块为重量传感器,所述重量传感器与plc连接。
9.进一步地,所述故障反馈模块包括编码器和蜂鸣器,所述编码器设置于物料传输模块的电机转轴上,所述蜂鸣器设置于物料传输模块的传送带上。
10.进一步地,所述故障反馈模块包括编码器和蜂鸣器均与plc连接。
11.进一步地,所述mcgs组态软件模块利用plc收集的料斗装料模块、物料传输模块、装车检测模块、故障反馈模块的数据传进行实时监控。
12.进一步地,所述plc的型号为fx2n
‑
48mr。
13.与现有技术相比,本实用新型具有以下有益技术效果:本实用新型的自动送料装车控制系统在感应到小车驶入物料传输模块的下方时,通过plc控制料斗装料模块打开,同
时控制物料传输模块运行,将物料传输到小车上,当装车检测模块检测到小车装入固定量的物料时,plc控制料斗装料模块关闭,同时控制物料传输模块停止,实现自动送料装车过程,并通过mcgs组态软件模块对自动送料装车控制系统进行实时监控。本实用新型的自动送料装车控制系统减少了人工成本,提高了工作效率。
附图说明
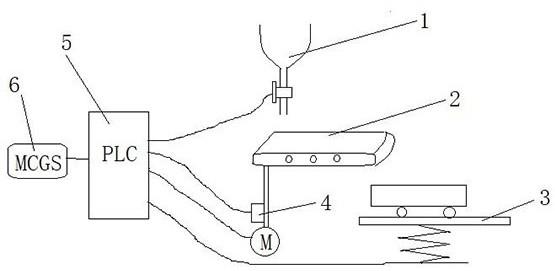
14.图1是本实用新型基于plc的自动送料装车控制系统的结构示意图;
15.其中,1
‑
料斗装料模块、2
‑
物料传输模块、3
‑
装车检测模块、4
‑
故障反馈模块、5
‑
plc、6
‑
mcgs组态软件模块。
具体实施方式
16.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
17.如图1为本实用新型基于plc的自动送料装车控制系统的结构示意图,该自动送料装车控制系统包括:plc5以及与plc5连接的料斗装料模块1、物料传输模块2、装车检测模块3、故障反馈模块4和mcgs组态软件模块6;料斗装料模块1设置于物料传输模块2的上方,物料传输模块2设置于运输车的上方,故障反馈模块4设置于物料传输模块2上,装车检测模块3设置于运输车轮胎下方;mcgs组态软件模块6利用plc5收集的料斗装料模块1、物料传输模块2、装车检测模块3、故障反馈模块4的数据传进行实时监控和仿真模拟,因此在mcgs组态软件模块6上根据plc5反馈的数据可以清楚地看到物料传输模块1、物料传输模块2、装车检测模块3、故障反馈模块4的工作状况,本实用新型中采用的plc5型号为fx2n
‑
48mr。
18.本实用新型中的料斗装料模块1用于物料储存,在料斗装料模块1的下部设有出料阀门,出料阀门与plc5连接,当货车空载时,通过plc5控制出料阀门打开,使得料斗装料模块1进行出料,物料下落至物料传输模块2上;当货车装载有定额物料时,通过plc5控制出料阀门关闭,料斗装料模块1停止出料。
19.本实用新型中的物料传输模块2包括:传送带以及与传送带连接的电机,电机与plc5连接,通过plc5控制电机的运行,带动传送带的移动,从而将传送带上的物料传输到运输车上。本实用新型中的故障反馈模块4包括:编码器和蜂鸣器,编码器设置于物料传输模块1的电机转轴上,蜂鸣器设置于物料传输模块2的传送带上,编码器和蜂鸣器均与plc5连接;当编码器检测到电机故障时,将电机故障信号传输到plc5上,一方面plc5控制蜂鸣器发出警报声,便于工作人员及时发现故障并对电机进行检修或更换;另一方面plc5控制料斗装料模块1上的出料阀门关闭,防止物料无法传输造成浪费。
20.本实用新型的装车检测模块3为重量传感器,重量传感器与plc5连接,当运输车的轮胎移动到重量传感器上时,重量传感器将重量信号传输给plc5,通过plc5上预设的运输车空载时的重量范围,确定到达指定位置的物体为运输车后,通过plc控制重量传感器上测量的运输车重量清零。物料传输模块1中的传送带将物料传送到运输车中,当重量传感器感应到运输车上的物料重量达到预设值后,plc5控制物料传输模块1停止运行,并通过plc5关闭料斗装料模块1中的出料阀,运输车驶离自动送料装车控制系统。
21.本实用新型的工作过程具体为:运输车的轮胎驶入重量传感器上,重量传感器测
量运输车的重量,并将运输车的重量信息传送到plc5上,经plc5判断在重量传感器上的物体是运输车时,将重量传感器感应的重量信息清零,随后plc5控制料斗装料模块1上的出料阀门打开和物料传输模块2的电机打开,电机控制传送带运行,物料由料斗装料模块1流出至传送带上,通过传送带传送到运输车上,当重量传感器感受到运输车上的物料重量达到固定值时,plc5控制出料阀门、电机关闭,运输车驶离自动送料装车控制系统。当编码器检测出电机故障时,将电机故障信息发送给plc5,plc5控制出料阀门、电机关闭,并控制蜂鸣器发出警报声,可以让工作人员及时检修电机或是更换。同时,mcgs组态软件模块6根据plc5采集的数据可以清楚地看到物料传输模块1、物料传输模块2、装车检测模块3、故障反馈模块4的工作状况。
22.本实用新型的自动送料装车控制系统通过plc5实现对料斗装料模块1、物料传输模块2、装车检测模块3、故障反馈模块4的自动控制,plc5收集料斗装料模块1、物料传输模块2、装车检测模块3、故障反馈模块4的运行数据,传送给mcgs组态软件模块6,mcgs组态软件模块6通过运行数据进行仿真模拟,实现对该自动送料装车控制系统的实时监控。本实用新型的自动送料装车控制系统实现了送料装车的自动化,大大减小了人员成本。
23.以上示意性的对本实用新型及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构和方法并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1