一种防止细长工件变形的升降转移机构的制作方法
1.本实用新型总体上属于有色金属热处理领域,具体涉及一种防止细长工件变形的升降转移机构,可防止细长铝合金管、棒、型材等在升降转移中产生变形。
背景技术:
2.在传统立式淬火炉工件上料过程中,通常是先将铝合金管材、棒材或型材等细长工件放置在2个或者多个过跨小车上,再由车间内的天车吊起工件一端向上拉,随着天车吊钩上升,工件与吊钩连接的一端随着吊钩缓慢升高,工件另一端担在过跨小车上向前移动,从而实现工件从水平放置状态到半倾斜状态并最终到竖直悬垂状态,在此过程中尤其是处于倾斜角度时,受到自身重力影响,工件会产生变形,尤其对于薄壁细长工件会产生严重的塑形变形,进而会影响到最终的产品质量。
技术实现要素:
3.本实用新型为了克服目前细长工件在升降转移过程中存在的变形问题,通过托槽斜拉的提升方式,利用托槽对工件的支撑,避免工件升降过程中受重力而变形,进而保证了产品质量。
4.本实用新型在一个方面,提供了一种防止细长工件变形的升降转移机构,包括竖直方向的支撑架,在支撑架顶部安装有卷扬机,该升降转移机构还包括轨道、料盘、托槽和固定在支撑架上的托槽定位机构;所述轨道包括固定在地面的水平段、固定在支撑架下部的竖直段、以及水平段和竖直段之间的倾斜段;所述托槽整体为半封闭结构,并可沿所述轨道移动,在托槽端部是带有通孔的钢板;所述料盘在其一端面具有多个用于固定工件的轴向孔,在另一端面具有伸出钢板通孔的头部结构;所述卷扬机的钩头与料盘的头部结构连接,所述托槽定位机构用于将托槽固定在支撑架的设定高度位置。
5.有利地,所述托槽定位机构包括气缸和担料杆,通过气缸控制担料杆的伸出或收缩,对托槽进行固定或释放。
6.有利地,所述轨道具有相对的限位面,所述托槽在底部的前后位置具有车轮,车轮卡在所述轨道内。
7.有利地,工件插入所述料盘的轴向孔后,通过插销固定。
8.有利地,所述工件包括管、棒或条型型材的形式。
9.有利地,所述料盘还通过挂接的方式对零件进行固定。
10.有利地,所述卷扬机在钢丝绳端部具有吊钩,实现料盘、工件和托槽的整体升降控制。
11.有利地,该机构同时对多个工件进行热处理工序。
12.有益效果:通过本方案,在相同时间内可以对多个细长工件同时进行升降转移和加工,大大提高了工作效率,并大幅降低了产品变形造成的故障率。
13.已经讨论的特征、功能和优点可在各种示例中独立实现,或者可以在其他示例中
进行组合。可参照以下描述和附图看出示例的其他细节。
附图说明
14.当结合附图阅读时,通过参考以下对本发明示例的详细描述,将最好地理解例示性示例以及优选的使用模式、其他目的及其描述,其中:
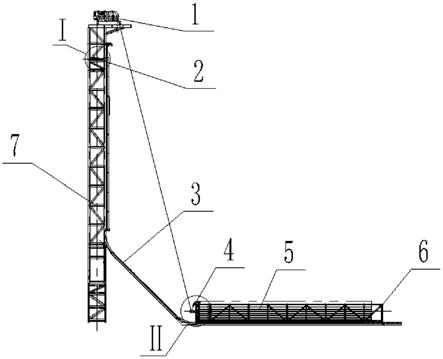
15.图1为升降转移机构的总体结构示意图;
16.图2为升降过程中托槽在水平、倾斜、竖直三种工位状态的示意图;
17.图3为轨道的侧面示意图;
18.图4为托槽的结构示意图;
19.图5为料盘在托槽中的姿态示意图;
20.图6为图1的局部放大图;
21.图7为料盘的结构示意图;
22.图8为图1的局部放大图,显示了托槽定位机构示意图;
23.图9为图8的b
‑
b剖视图;
24.图10为轨道截面示意图。
[0025]1‑
卷扬机;2
‑
托槽定位机构;3
‑
轨道;4
‑
料盘;5
‑
工件;6
‑
托槽;7
‑
支撑架;8
‑
托槽车轮;9
‑
气缸;10
‑
担料杆;11
‑
插销
具体实施方式
[0026]
将参照附图更充分地描述所公开的示例,在附图中示出了所公开示例中的一些(但并非全部)。事实上,可描述许多不同的示例并且这些示例不应该被解释为限于本文中阐述的示例。相反,描述这些示例,使得本公开将是彻底和完全的,并且将把本公开的范围充分传达给本领域的技术人员。
[0027]
参见图1,本升降转移机构主要包括卷扬机1、托槽定位机构2、轨道3、料盘4、托槽6和支撑架7。图2中显示了托槽6分别处于水平、倾斜、竖直三种工位时的状态,其中托槽6跟随工件同步移动。图3显示了轨道3包括水平段、倾斜段和竖直段,水平段固定在地面上,竖直段固定在支撑架7上,从而实现托槽6沿着轨道3处于水平、倾斜和竖直三种状态。
[0028]
参见图4
‑
7,料盘4在一个端面具有多个轴向孔,用于插入工件5,并通过插销11固定工件5。在工件5端部打孔,然后将工件5插入料盘4的轴向定位孔中,为了固定工件5,用插销11插入工件5的端部孔中,还可以在料盘4上加工垂直于轴向的孔,用于插销11的固定。托槽6为半封闭结构,在端部具有钢板,钢板上具有通孔。料盘4和工件5作为一个整体放置在托槽6中,料盘4在另一端面具有可以从钢板通孔延伸出的一定长度的头部结构,以便卷扬机1的钩头可以方便勾住料盘4。
[0029]
参见图8和图9,托槽定位机构2具体为设置在支撑架7中且可伸缩机构,包括驱动气缸9和与其连接的担料杆10,通过驱动气缸9带动担料杆10从支撑架7中伸出或者收回,担料杆10伸出时可将托槽6卡在某一设定的高度位置,防止托槽6随工件5一起下落。
[0030]
参见图10,托槽6底部在前后位置分别具有左右两个车轮8,分别卡入相对的轨道3相对两侧面之间,可以防止托槽6偏离轨道,使托槽6在轨道3内可以平稳的运动。
[0031]
在操作时,包括以下几个环节:
[0032]
装料
[0033]
在工件5端头钻孔后,将多个工件5分别卡在料盘4的轴向定位孔中,并通过插销11固定;完毕后,将料盘4和工件5作为一个整体放置在托槽6中,料盘4另一端面的头部结构穿出托槽6端部钢板的通孔,并伸出一定长度,以便卷扬机1的钩头可以方便勾住料盘4,使其整体运动。
[0034]
淬火前上料
[0035]
卷扬机1吊钩下降,将吊钩勾住料盘4的头部结构后,卷扬机1带动料盘4、工件5、托槽6一块整体沿轨道3提升,托槽的车轮8经过水平轨道、倾斜轨道最后运动至竖直轨道中,在此过程中,工件始终由托槽拖着,不会因为受到重力的作用而产生弯曲变形,运动到指定的竖直位置时,托槽定位机构2在气缸9作用下伸出担料杆10,将托槽6卡主,使料盘4、工件5和托槽6整体固定在该位置。
[0036]
淬火前下料
[0037]
当托槽定位机构2在气缸9作用下伸出担料杆10将托槽6固定后,此时卷扬机1吊钩下落,由于托架6被担料杆10卡住,料盘4和工件5向下移动并与托槽6分离,当下降到热处理炉料车的上料位时,脱钩,使料车带动料盘4和工件5去进行热处理。
[0038]
淬火后上料
[0039]
淬火完毕后,卷扬机1将淬火后的料盘4和工件5向上提升,当料盘4与托槽6接触后,停止提升。
[0040]
淬火后下料
[0041]
托槽定位机构2通过气缸9收缩,将担料杆10收回,不再对托槽进行卡阻,使料盘4、工件5、托槽6作为一个整体处于悬垂状态,卷扬机1吊钩下降,带着料盘4、工件5、托槽6一起演轨道3由竖直状态至倾斜状态最后下降至水平状态,再用吊装机构将工件和料盘吊走。
[0042]
通过以上几个动作循环往复,从而完成整个上料和下料过程,并且保证了在升降过程中工件不变形。
[0043]
已出于例示和描述的目的展示了对不同有利布置的描述,但是该描述并不旨在是排他性的或限于所公开形式的示例。许多修改形式和变化形式对于本领域的普通技术人员而言将是显而易见的。另外,不同的有利示例可描述与其他有利示例相比不同的优点。选择和描述所选择的一个示例或多个示例,以便最佳地说明示例的原理、实际应用,并且使本领域的普通技术人员能够理解本公开有进行了适于所料想特定使用的各种修改的各种示例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1