一种汽车转向器输入轴油口磨机的上下料装置的制作方法
1.本实用新型涉及一种汽车转向器输入轴油口磨机的上下料装置,属汽车零部件加工设备技术领域。
背景技术:
2.在汽车转向器输入轴生产过程中,其毛坯件完成生产后需使用专用磨机对其油口进行打磨;目前汽车转向器输入轴油口磨机虽然能够完成油口的打磨工作,但是其上料和下料动作均是通过单个机械手完成的其不仅存有工作效率低的问题,还存有下料时将工件堆积在一处不能有序输出导致工件之间极易发生碰伤的问题,由此有必要研发一种新的上下料装置,以解决汽车转向器输入轴油口磨机现有上下料方式存有的以上问题。
技术实现要素:
3.本实用新型的目的在于:提供一种结构紧凑、设计巧妙,以解决汽车转向器输入轴油口磨机现有上下料方式存有的“工作效率低”和“易损伤工件”问题的汽车转向器输入轴油口磨机的上下料装置。
4.本实用新型的技术方案是:
5.一种汽车转向器输入轴油口磨机的上下料装置,包括装配架、横移座、主推送汽缸、主夹爪、副推送汽缸、副夹爪、导向齿条和基座;其特征在于:所述的装配架一侧通过导轨滑动装有横移座;横移座内侧的装配架上装有导向齿条;横移座上通过电机装有驱动齿轮;驱动齿轮与导向齿条啮合连接;横移座一侧侧面呈竖直状态装有主推送汽缸;主推送汽缸的下端装有主夹爪;主推送汽缸一侧通过倾斜状设置的副推送汽缸装有副夹爪;横移座下方设置有基座;基座上装有上料板链;上料板链两侧设置有限位板;上料板链一侧的基座上设置有下料器。
6.所述的上料板链包括主动链轮、从动链轮、主动轴、从动轴、传动链条和定位板;基座上通过轴承座装有主动轴和从动轴;主动轴上对称装有两组主动链轮;从动轴上对称装有两组从动链轮;主动链轮与对应的从动链轮之间装有传动链条;传动链条上均布有多个定位板。
7.所述的定位板的上端设置有“v型”定位槽。
8.所述的下料器包括输出皮带、校正溜槽和导向板;基座上装有输出皮带;输出皮带两侧设置有导向板;输出皮带的一端基座上装有校正溜槽;校正溜槽的输出端与输出皮带的输入端连接。
9.所述的校正溜槽呈上宽下窄的收口状结构;校正溜槽的一侧侧边设置有直线导边;校正溜槽的另一侧侧边呈弯弧状设置有弧形导边。
10.所述的输出皮带一侧的导向板上设置有卸料口。
11.本实用新型的优点在于:
12.该汽车转向器输入轴油口磨机的上下料装置,结构紧凑、设计巧妙,能够在上料操
作的同时进行下料操作,且能够将加工完成的工件有序输出,由此解决了汽车转向器输入轴油口磨机现有上下料方式存有的“工作效率低”和“易损伤工件”的问题,满足了汽车转向器输入轴油口磨机上、下料使用的需要。
附图说明
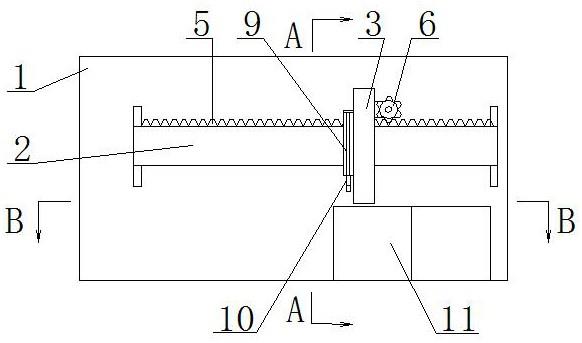
13.图1为本实用新型的主视结构示意图;
14.图2为图1中a
‑
a向的结构示意图;
15.图3为图1中b
‑
b向的结构示意图;
16.图4为图3中c
‑
c向的结构示意图;
17.图5为图4中d处的放大结构示意图。
18.图中:1、装配架;2、导轨;3、横移座;4、卸料口;5、导向齿条;6、驱动齿轮;7、主推送汽缸;8、主夹爪;9、副推送汽缸;10、副夹爪;11、基座;12、上料板链;13、限位板;14、下料器;15、主动链轮;16、从动链轮;17、主动轴;18、从动轴;19、传动链条;20、定位板;21、定位槽;22、输出皮带;23、校正溜槽;24、导向板;25、直线导边;26、弧形导边;27、挡块。
具体实施方式
19.该汽车转向器输入轴油口磨机的上下料装置,包括装配架1、横移座3、主推送汽缸7、主夹爪8、副推送汽缸9、副夹爪10、导向齿条5和基座11(参见说明书附图1)。
20.装配架1一侧通过导轨2滑动装有横移座3;横移座3内侧的装配架1上装有导向齿条5;横移座3上通过电机装有驱动齿轮6;驱动齿轮6与导向齿条5啮合连接(参见说明书附图1);驱动齿轮6工作时,可在导向齿条5的配合下驱动横移座3沿着导轨2来回移动。
21.横移座3一侧侧面呈竖直状态装有主推送汽缸7;主推送汽缸7的下端装有主夹爪8(参见说明书附图2);主推送汽缸7工作时可带动主夹爪8上下动作。
22.主推送汽缸7一侧通过倾斜状设置的副推送汽缸9装有副夹爪10;副推送汽缸9工作时,可带动副夹爪10来回动作。
23.横移座3下方设置有基座11;基座11上装有上料板链12(参见说明书附图3)。
24.上料板链12包括主动链轮15、从动链轮16、主动轴17、从动轴18、传动链条19和定位板20;基座11上通过轴承座装有主动轴17和从动轴18;主动轴17上对称装有两组主动链轮15;从动轴18上对称装有两组从动链轮16;主动链轮15与对应的从动链轮16之间装有传动链条19;传动链条19上均布有多个定位板20(参见说明书附图4)。主动轴17工作时可通过主动链轮15和从动链轮16带动传动链条19和定位板20同步转动。
25.定位板20的上端设置有“v型”定位槽21(参见说明书附图5)。上料板链12两侧设置有限位板13(参见说明书附图3);如此设置上料板链12和限位板13的目的在于:以使工作时,人们可将待加工的工件呈横向放置在两组对应的定位板20上;待加工的工件放置在定位板20上后,限位板13可从两端对工件进行定位,从而达到避免了工件“偏离运动轨迹问题”的发生。与此同时定位板20可通过其上部的定位槽21对工件进行限位,避免了其轻易发生“移动的问题”。
26.上料板链12一侧的基座11上设置有下料器14(参见说明书附图3)。下料器14包括输出皮带22、校正溜槽23和导向板24;基座11上装有输出皮带22;输出皮带22的一端基座11
上装有校正溜槽23。
27.校正溜槽23呈上宽下窄的收口状结构;校正溜槽23的一侧侧边设置有直线导边25;校正溜槽23的另一侧侧边呈弯弧状设置有弧形导边26。校正溜槽23的输出端与输出皮带22的输入端连接(参见说明书附图3)。将校正溜槽23如此设置的目的在于:以使工作时,工件横向放置在校正溜槽23上后,工件在自身重力的作用下,沿着校正溜槽23下移的过程中,工件将在弧形导边26和直线导边25的引导下逐步转动呈纵向状态至输出皮带22上,而后输出皮带22动作将工件以纵向状态输出。
28.输出皮带22两侧设置有导向板24;输出皮带22一侧的导向板24上设置有卸料口4;输出皮带22输出端的导向板24之间设置有挡块27(参见说明书附图3)。在输出皮带22的两侧设置导向板24和在其端头设置挡块27的目的在于:以使工作时输出皮带22带动工件以纵向状态移动时,导向板24能够引导工件按轨迹前进,如此即可避免工件从输出皮带22上滑落问题的发生。当输出皮带22带动工件移动至末端与挡块27抵触时,挡块27即可将工件限定在输出皮带22上,如此后续进入输出皮带22上的工件将依次在输出皮带22上排列,如此即可达到将工件有序输出的目的。
29.该汽车转向器输入轴油口磨机的上下料装置工作时,驱动齿轮6首先动作,使其在导向齿条5的配合下驱动横移座3沿着导轨2移动至上料板链12的上方。随后主推送汽缸7带动主夹爪8下移抓取待加工的工件后复位。
30.主夹爪8抓取待加工工件复位后,驱动齿轮6驱动横移座3沿着导轨2移动至汽车转向器输入轴油口磨机加工工位的上方;而后副推送汽缸9带动副夹爪10下移动作夹取完成加工的工件后复位。随后主推送汽缸7带动主夹爪8下移将待加工的工件放置至汽车转向器输入轴油口磨机加工工位后复位。
31.以上过程进行完毕后,驱动齿轮6驱动横移座3沿着导轨2移动至校正溜槽23的上方;随后副推送汽缸9带动副夹爪10下移将完成加工的工件横向放置在校正溜槽23上后复位。
32.工件横向进入到校正溜槽23上后,在自身重力的作用下,将沿着校正溜槽23下移;在这一过程中,工件将在弧形导边26和直线导边25的引导下逐步转动呈纵向状态至输出皮带22上,而后输出皮带22动作将工件以纵向状态输出。
33.输出皮带22带动工件在导向板24的引导下向后移动;当输出皮带22带动工件移动至末端与挡块27抵触时,挡块27即可将工件限定在输出皮带22上。随后汽车转向器输入轴油口磨机的上下料装置不断重复上述动作即可将完成加工工件依次输入到输出皮带22上,并在挡块27的作用下,在输出皮带22依次排列。一段时间后,即可通过卸料口4将工件依次取出。至此该汽车转向器输入轴油口磨机的上下料装置,全部完成工件的上料、下料工作。
34.该汽车转向器输入轴油口磨机的上下料装置,结构紧凑、设计巧妙,能够在上料操作的同时进行下料操作,且能够将加工完成的工件有序输出,由此解决了汽车转向器输入轴油口磨机现有上下料方式存有的“工作效率低”和“易损伤工件”的问题,满足了汽车转向器输入轴油口磨机上、下料使用的需要。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1