铅笔包装盒成型装置的制作方法
1.本实用新型属于铅笔包装装置领域,涉及一种铅笔包装盒成型装置。
背景技术:
2.目前市面上销售的套装铅笔都是一定数量装在铅笔包装盒内进行出售,在铅笔装进铅笔盒之前,需要对铅笔盒进行成型操作;现在较多的铅笔盒成型操作为人工操作,即操作人员需要手动将扁平的铅笔包装盒拉至立体成型;成型之前的铅笔包装盒为两侧面紧密贴合在一起,操作人员很难将贴合在一起的两侧面分开,铅笔包装盒的成型过程较长,耗时耗力,操作困难。
技术实现要素:
3.本实用新型的目的是针对现有的技术存在上述的问题,提出了一种铅笔包装盒成型装置。
4.为实现上述目的,可通过下列技术方案来实现,一种铅笔包装盒成型装置,包括有:
5.储存模块,放置待用包装盒;
6.抓取模块,抓取储存模块内的待用包装盒;
7.成型模块,与抓取模块配合将扁平状包装盒撑开至立体状态;
8.第一驱动模块,驱动抓取模块移动;
9.第二驱动模块,驱动成型模块移动;
10.送出模块,将成型后的包装盒送出装置;
11.将待用包装盒放置在储存模块,第一驱动模块驱动抓取模块抓取储存模块内的包装盒,并将包装盒送至成型模块处,第二驱动模块驱动成型模块将扁平状包装盒撑开为立体状态,最后由送出模块将成型后的包装盒送出装置。
12.进一步具体的,所述抓取模块和成型模块结构相同,都包括有吸盘支架、设置在吸盘支架上的吸盘。
13.进一步具体的,所述第一驱动模块包括有第一驱动支架、设置在第一驱动支架上的第一x轴驱动单元、设置在第一x轴驱动单元上的第一z轴驱动单元。
14.进一步具体的,所述第二驱动模块包括有第二驱动支架、设置在第二驱动支架上的第二z轴驱动单元、设置在第二z轴驱动单元上的第三z轴驱动单元、设置在第三z轴驱动单元上的第二x轴驱动单元。
15.进一步具体的,所述送出模块包括有送出支架、设置在送出支架上的驱动组合和z轴送出单元、设置在z轴送出单元上的滚轮组合,所述驱动组合向所述滚轮组合传递动力。
16.进一步具体的,所述第一x轴驱动单元、第二x轴驱动单元、第一z轴驱动单元、第二z轴驱动单元、第三z轴驱动单元以及z轴送出单元结构均相同,包括有气缸、滑轨以及滑块。
17.进一步具体的,所述滚轮组合包括有设置在z轴送出单元上的上滚轮、下滚轮;所
述驱动组合包括有设置在送出支架上的电机、设置在电机和下滚轮上的皮带轮以及设置在皮带轮上的皮带。
18.进一步具体的,所述储存模块包括有相对设置的第一导向槽和第二导向槽。
19.进一步具体的,所述第一导向槽和第二导向槽结构相同,都包括有导向主板、设置在导向主板两侧的导向侧板、设置在导向主板底部的挡板。
20.进一步具体的,所述导向主板、导向侧板的顶部均向外侧倾斜,所述第一导向槽呈喇叭状,所述第二导向槽呈喇叭状。
21.本实用新型一种铅笔包装盒成型装置,可以实现如下技术效果:目前市场上的铅笔包装盒需要人工打开成型,再进行铅笔的包装,但待折叠的包装盒的两侧面通常贴合紧凑,比较难以打开,所述抓取模块将待用包装盒的一侧吸住,所述成型模块吸住待用包装盒的另一侧并且将扁平状的包装盒撑开至立体状,最后通过送出模块将成型后的包装盒送出装置,完成包装盒的打开成型,自动化程度高,操作方便,省时省力。
附图说明
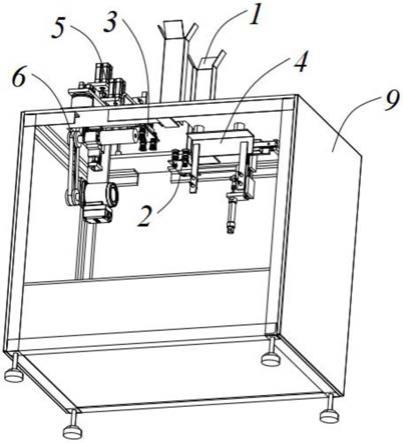
22.图1是本实用新型的立体结构示意图;
23.图2是本实用新型的无底座的立体结构示意图;
24.图3是本实用新型的抓取模块和第一驱动模块的立体结构示意图;
25.图4是本实用新型的第一驱动单元的立体结构示意图;
26.图5是本实用新型的第一驱动支架和设置在其上的传感器的立体结构示意图;
27.图6是本实用新型的第一x轴驱动单元的立体结构示意图;
28.图7是本实用新型的第一z轴驱动单元的立体结构示意图;
29.图8是本实用新型的成型模块和第二驱动模块的立体结构示意图一;
30.图9是本实用新型的成型模块和第二驱动模块的立体结构示意图二;
31.图10是本实用新型的第二驱动支架和第二z轴驱动单元的立体结构示意图;
32.图11是本实用新型的第三z轴驱动单元的立体结构示意图;
33.图12是本实用新型的第二x轴驱动单元的立体结构示意图;
34.图13是本实用新型的成型模块的立体结构示意图;
35.图14是本实用新型的送出模块的立体结构示意图一;
36.图15是本实用新型的送出模块的立体结构示意图二;
37.图16是本实用新型的送出模块的立体结构示意图三;
38.图17是本实用新型的抓取模块的立体结构示意图;
39.图18是本实用新型的储存模块的立体结构示意图。
40.图中:1、储存模块;11、第一导向槽;111、第一导向主板;112、第一导向侧板;113、第一挡板;12、第二导向槽;121、第二导向主板;122、第二导向侧板;123、第二挡板;
41.2、抓取模块;21、第一吸盘支架;22、抓取吸盘;
42.3、成型模块;31、第二吸盘支架;32、成型吸盘;
43.4、第一驱动模块;41、第一驱动支架;42、第一x轴驱动单元;421、第一滑轨;422、第一气缸;423、第一滑块;43、第一z轴驱动单元;431、第二滑轨;432、第二气缸、433、第二滑块;
44.5、第二驱动模块;51、第二驱动支架;52、第二z轴驱动单元;521、第三滑轨;522、第三气缸;523、第三滑块;53、第三z轴驱动单元;531、第四滑轨;532、第四气缸;533、第四滑块;54、第二x轴驱动单元;541、第五滑轨;542、第五气缸;543、第五滑块;
45.6、送出模块;61、送出支架;62、驱动组合;621、电机;622、皮带轮;623、皮带;63、z轴送出单元;631、第六滑轨;632、第六气缸;633、第六滑块;64、滚轮组合;641、上滚轮;642、下滚轮;
46.71、第一传感器;72、第二传感器;73、第三传感器;74、第四传感器;75、第五传感器;76、第六传感器;77、第七传感器;78、第八传感器;
47.81、第一检测板;82、第二检测板;83、第三检测板;84、第四检测板;
48.9、底座。
具体实施方式
49.为使本实用新型实施的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行更加详细的描述。在附图中,自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
50.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制。下面结合附图对本实用新型的实施例进行详细说明。
51.一种铅笔包装盒成型装置,如图1、图2所示,包括有:
52.储存模块1,放置待用包装盒;
53.抓取模块2,抓取储存模块1内的待用包装盒;
54.成型模块3,与抓取模块2配合将扁平状包装盒撑开至立体状态;
55.第一驱动模块4,驱动抓取模块2移动;
56.第二驱动模块5,驱动成型模块3移动;
57.送出模块6,将成型后的包装盒送出装置;
58.将待用包装盒放置在储存模块1内,第一驱动模块4驱动抓取模块2抓取储存模块1内的包装盒,第二驱动模块5驱动成型模块3将扁平状包装盒撑开为立体状态,最后由送出模块6将成型后的包装盒送出装置,所述储存模块1、抓取模块2、成型模块3、第一驱动模块4、第二驱动模块5、送出模块6均设置在底座9上,所述撑开装置可以自动化完成包装盒的成型操作,代替人工,省时省力。
59.如图1、图2、图3、图4、图5、图6、图7以及图17所示,所述第一驱动模块4包括有第一驱动支架41、设置在第一驱动支架41上的第一x轴驱动单元42、设置在第一x轴驱动单元42上的第一z轴驱动单元43;所述抓取模块2设置在所述第一驱动模块4上,所述抓取模块2包
括有设置在所述第一z轴驱动单元43上的第一吸盘支架21、设置在第一吸盘支架21上的抓取吸盘22,所述抓取吸盘22在所述第一吸盘支架21的四个角上均设置一个,在所述第一吸盘支架21上共设置四个所述抓取吸盘22,所述抓取吸盘22的数量可根据需要自行设置;所述第一x轴驱动单元42包括有设置在第一驱动支架41上的第一滑轨421、固定设置在所述第一滑轨421一端的第一气缸422、滑动设置在第一滑轨421上的第一滑块423,所述第一气缸422驱动所述第一滑块423在第一滑轨421上沿x轴方向滑动,所述第一x轴驱动单元42驱动所述抓取模块2进行x轴方向的移动;所述第一z轴驱动单元43包括有设置在第一滑块423上的第二滑轨431、固定设置在第二滑轨431一端的第二气缸432、滑动设置在第二滑轨431上的第二滑块433,所述第二气缸432驱动所述第二滑块433在第二滑轨431上沿z轴方向滑动,所述第一z轴驱动单元43驱动所述抓取模块2进行z轴方向的移动;所述抓取模块2通过所述第一驱动模块4的驱动以抓取放置在所述储存模块1内的待用包装盒。
60.如图1、图2、图8、图9、图10、图11、图12以及图13所示,所述第二驱动模块5包括有第二驱动支架51、设置在第二驱动支架51上的第二z轴驱动单元52、设置在第二z轴驱动单元52上的第三z轴驱动单元53、设置在第三z轴驱动单元53上的第二x轴驱动单元54;所述成型模块3设置在所述第二x轴驱动单元54上,所述成型模块3与所述抓取模块2的结构相同,包括有设置在第二x轴驱动单元54上的第二吸盘支架31、设置在第二吸盘支架31上的成型吸盘32,所述成型吸盘32在所述第二吸盘支架31的四个角上均设置一个,在所述第二吸盘支架31上共设置四个所述成型吸盘32,所述成型吸盘32的数量可以根据需要自行设置,所述抓取模块2上的抓取吸盘22朝向所述成型模块3,所述成型模块3上的成型吸盘32朝向所述抓取模块2,在成型过程中,所述抓取吸盘22与所述成型吸盘32各吸附所述包装盒的一个侧面;所述第二z轴驱动单元52包括有设置在第二驱动支架51上的第三滑轨521、固定设置在所述第三滑轨521一端的第三气缸522、滑动设置在所述第三滑轨521上的第三滑块523,所述第三气缸522驱动所述第三滑块523在第三滑轨521上沿z轴方向滑动;所述第三z轴驱动单元53包括有设置在所述第三滑块523上的第四滑轨531、固定设置在所述第四滑轨531一端的第四气缸532、滑动设置在第四滑轨531上的第四滑块533,所述第四气缸532驱动所述第四滑块533在第四滑轨531上沿z轴方向滑动;所述第二z轴驱动单元52和第三z轴驱动单元53均驱动所述成型模块3沿z轴方向移动;所述第二x轴驱动单元54包括有设置在所述第四滑块533上的第五滑轨541、固定设置在第五滑轨541上的第五气缸542、滑动设置在所述第五滑轨541上的第五滑块543,所述第五气缸542驱动所述第五滑块543在第五滑轨541上沿x轴方向滑动,所述第二x轴驱动单元54驱动所述成型模块3沿x轴方向移动;所述第二驱动模块5驱动所述成型模块3完成包装盒的成型操作。
61.如图1、图2、图14、图15以及图16所示,所述送出模块6设置在所述第二驱动模块5和成型模块3的一侧,用于接收成型模块3上成型后的包装盒,并将其送出装置;所述送出模块6包括有送出支架61、设置在送出支架61上的驱动组合62和z轴送出单元63、设置在z轴送出单元63上的滚轮组合64,所述驱动组合62向所述滚轮组合64传递动力;所述驱动组合62包括有设置在所述送出支架61上的电机621、设置在电机621和滚轮组合64上的皮带轮622、设置在皮带轮622上的皮带623,所述电机621向所述皮带623传递动力驱动所述滚轮组合64转动;所述滚轮组合64包括有设置在z轴送出单元63上的上滚轮641、设置在一侧皮带轮622上的下滚轮642,所述上滚轮641可沿z轴方向移动,对包装盒进行夹紧或者放松,下滚轮642
转动将包装盒送出装置;所述z轴送出单元63包括有设置在送出支架61上的第六滑轨631、固定设置在第六滑轨631一端的第六气缸632、滑动设置在第六滑轨631上的第六滑块633,所述第六气缸632驱动所述第六滑块633在第六滑轨631上沿z轴方向滑动;所述上滚轮641设置在第六滑块633上,所述第六滑块633带动上滚轮641沿z轴方向移动。
62.如图1、图2以及图18所示,所述储存模块1设置在所述抓取模块2经第一驱动模块4的驱动可以抓取到包装盒的位置;所述储存模块1包括有相对设置的第一导向槽11和第二导向槽12;所述第一导向槽11包括有第一导向主板111、设置在第一导向主板111两侧的第一导向侧板112以及设置在第一导向主板111底部的第一挡板113,所述第一导向主板111的顶部向远离所述第二导向槽12的一侧倾斜,两所述第一导向侧板112分别向远离对方的一侧倾斜,所述第一导向槽11整体呈喇叭状;所述第二导向槽12和第一导向槽11结构相同,所述第二导向槽12包括有第二导向主板121、设置在第二导向主板121两侧的第二导向侧板122、设置在第二导向主板121底部的第二挡板123,所述第二导向主板121向远离所述第一导向槽11的一侧倾斜,两所述第二导向侧板122分别向远离对方的一侧倾斜,所述第二导向槽12整体呈喇叭状;包装盒的两端部设置在第一导向槽11和第二导向槽12内,所述第一导向侧板112和第二导向侧板122给予所述包装盒导向作用,第一挡板113和第二挡板123用于支撑包装盒,防止包装盒从所述储存模块1内掉落。
63.如图1、图2、图3、图4、图5、图9以及图16所示,在所述第一驱动支架41上设置四个传感器,在第一驱动支架41上,复位状态时的第二滑轨431的位置处设置第一传感器71和第二传感器72,所述第一传感器71、第二传感器72位于同一直线上且上下设置;在所述第一驱动支架41上,所述抓取模块2处于所述成型模块3下方时,所述第二滑轨431的位置处设置第三传感器73和第四传感器74,所述第三传感器73和第四传感器74位于同一直线上且上下设置;在所述第五滑块543将包装盒送至滚轮组合64时的位置处设置第五传感器75;在所述送出支架61上,在所述第六滑块633复位状态下的位置处设置第六传感器76;在第三滑块523抬起时的位置处设置第七传感器77和第八传感器78,所述第七传感器77和第八传感器78位于同一直线上且左右设置;上述传感器自动化完成下一步的操作,当特定位置的传感器检测到某一步骤完成时,自动进行下一步操作,传感器可代替人工自动完成包装盒的成型操作。
64.所述铅笔包装盒成型装置的运行过程如下所述:
65.首先人工将待用包装盒放置在所述储存模块1内,所述包装盒的放置方向固定,启动所述成型装置,所述第一传感器71检测到设置在第二滑轨431上的第一检测板81时,第二气缸432驱动所述第二滑块433在第二滑轨431上沿z轴向上滑动,所述抓取模块2到达所述储存模块1的位置,所述抓取吸盘22吸住一个包装盒,所述第二气缸432驱动所述第二滑块433在第二滑轨431上沿z轴向下滑动,所述抓取吸盘22将一个包装盒带出所述储存模块1;所述第二滑块433到达初始位置后,所述第二传感器72控制所述第一气缸422驱动所述第一滑块423在第一滑轨421上沿x轴向靠近成型模块3的一侧滑动;所述第三传感器73检测到第一检测板81时,第四气缸532驱动第四滑块533在第四滑轨531上沿z轴方向向下滑动,所述成型模块3吸住包装盒的另一侧后,所述第四气缸532驱动所述第四滑块533在第四滑轨531上沿z轴方向向上滑动,原本贴合在一起的包装盒两侧面分开,所述第四滑块533到达初始的位置后,所述第四传感器74控制所述第五气缸542驱动第五滑块543在第五滑轨541上沿x
轴方向向远离抓取模块2的一侧滑动,即向远离包装盒原折叠方向滑动,包装盒错开;所述第五传感器75检测到设置在第五滑块543上的第二检测板82时,控制第六气缸632驱动第六滑块633在第六滑轨631上沿z轴向下滑动,所述上滚轮641向下移动,所述上滚轮641和下滚轮642夹住错开后的包装盒;第六传感器76检测到设置在第六滑块633上的第三检测板83时,控制第三气缸522驱动第三滑块523在第三滑轨521上沿z轴向上滑动,同时成型吸盘32释放所述包装盒;所述第七传感器77检测到设置在第三滑块523上的第四检测板84时,控制所述电机621驱动所述下滚轮642转动,将成型后的包装盒送出装置;同时第八传感器78控制整机复位;整个装置操作简单,自动化程度高,节约人力。
66.本实用新型一种铅笔包装盒成型装置,可以实现如下技术效果,设置所述储存模块1,用于放置待用包装盒,节约人力;设置所述抓取模块2,用于抓取储存模块1内的待用包装盒,设置所述成型模块3,与抓取模块2配合将扁平状包装盒撑开至立体状态,以完成包装盒的成型;设置所述第一驱动模块4,驱动抓取模块2移动,设置所述第二驱动模块5,驱动成型模块3移动,帮助所述抓取模块2和成型模块3完成成型操作;设置所述送出模块6,将成型模块3撑开后的包装盒挤压,使其不易复原并送出装置。
67.以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,这些简单变型均属于本实用新型的保护范围。
68.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
69.此外,本实用新型的各种不同的实施方式之间也可以进行任意组合,只要其不违背本实用新型的思想,其同样应当视为本实用新型所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1