吸塑包装机的制作方法
1.本实用新型涉及包装设备技术领域,尤其涉及一种吸塑包装机。
背景技术:
2.吸塑包装是包装行业中常用的一种方式,主要用于包装小件产品。吸塑包装机主要包括机体和按照工艺步骤顺序设置在机体上的薄膜放卷机构、吸塑成型机构、盖材放卷机构、热封机构、冲切机构和边料收卷机构,工作时,通过薄膜放卷机构将薄膜放出,经由吸塑成型机构吸塑成型形成吸塑件,由人工或机械手将产品放入到吸塑件内,然后经由盖材放卷机构将盖材覆盖在装有产品的吸塑件上,再通过热封机构将盖材与吸塑件封合;然后通过冲切机构切断多余的盖材及薄膜边料,最后通过边料收卷机构收集薄膜边料。但现有的热封机构在更换热封模板时,需要将热封机构的整个上模组拆下来,不仅劳动强度大,而且效率较低。
技术实现要素:
3.为克服上述缺点,本实用新型的目的在于提供一种吸塑包装机,通过改进热封机构的结构,无需拆卸上模组即可更换热封模板,降低了劳动强度,提高了工作效率。
4.为了达到以上目的,本实用新型采用的技术方案是:一种吸塑包装机,包括机体,所述机体上设置有用于输送薄膜的输送机构,沿输送机构输送方向上依次布设有薄膜放卷机构、吸塑成型机构、热封机构、冲切机构、边料收卷机构,所述吸塑成型机构与热封机构之间设有放料区,所述热封机构的上方设有盖材放卷机构。所述热封机构包括固接在所述机体上的热封基座,所述热封基座的顶部铰接有热封上模组,所述热封基座的一侧设有用于翻转所述热封上模组的翻转驱动组件。
5.本实用新型的有益效果在于:在热封机构中,将热封上模组铰接在热封基座上,实现了热封上模组的翻转;再通过翻转驱动组件驱动热封上模组自动翻转,进而节省了人力,降低了劳动强度,提高了工作效率。
6.进一步来说,所述翻转驱动组件包括连接板、上固定座、下固定座、驱动气缸,所述连接板沿竖直方向固接在所述热封基座上,其上固接有所述下固定座。所述上固定座固接在所述热封上模组上。所述驱动气缸的缸筒与所述下固定座铰接,所述驱动气缸的活塞杆与所述上固定座铰接。通过上固定座、下固定座与驱动气缸的铰接便于驱动气缸带动热封上模组翻转时,驱动气缸能随之移动。
7.进一步来说,所述热封上模组包括顶盖,所述顶盖内自上而下依次设置有气囊、动力板、加热板,所述气囊通过管路与外置的压缩空气罐连接,所述加热板的下端嵌装有热封模板。工作时,通过管路向气囊内充气,使得气囊鼓起并下压动力板,动力板随之下压加热板,进而使得热封模板能压紧在产品上。
8.进一步来说,所述热封机构还包括位于所述热封上模组下方的热封下模组,所述热封下模组能在驱动件的驱动下向靠近或远离热封上模组的方向移动。所述热封下模组包
括与所述热封模板配合使用的热封下模,所述热封下模上设有用于容置单个产品的下模腔。
9.进一步来说,所述冲切机构包括依次设置的横切组件、纵切组件,所述横切组件包括固接在所述机体上的横切机架,所述横切机架上设有能相对移动的横切刀片、顶压板,所述横切刀片、顶压板之间形成供产品通过的横切通道。通过横切刀片、顶压板的配合实现了对产品的横向切割。
10.进一步来说,所述横切机架上滑动设置有能沿输送机构输送方向移动的横切基板,所述横切基板上通过竖向导杆连接有横切顶板,所述横切顶板上设有在横切气缸作用下能上下移动的所述横切刀片,所述竖向导杆上套装有在顶推气缸作用下能上下移动的所述顶压板,所述顶压板的上端设有与所述横切刀片匹配的刀槽。通过横切基板在横切机架上的滑动便于根据实际需求调节横向切割的位置,切割时,通过顶推气缸将顶压板上推,进而带动位于顶压板上的产品向横切顶板的方向移动,直至产品抵压到横切顶板上,再通过横切气缸驱动横切刀片下移,实现对产品的切割。通过横切顶板与顶压板的设置能对产品进行限位压紧,通过横切刀片与刀槽的配合提高了横切精度。
11.进一步来说,所述横切顶板的下端开设有用于容置所述横切刀片的刀片安装槽,所述刀片安装槽的两侧对称设置有固接在所述横切顶板上的弹性胶条。通过弹性胶条的设置实现了对产品的弹性压紧,避免损伤产品。
12.进一步来说,所述横切基板的下端设有螺母座,所述横切机架上设有与所述螺母座螺纹连接的螺杆,所述螺杆沿输送机构输送方向布设,其一端设有便于转动的手轮。通过螺杆与螺母座的配合实现了横切基板在横切机架上的移动。
13.进一步来说,所述纵切组件包括对称设置在输送机构两侧的气动压切刀,所述气动压切刀的上方设有安装在所述机体上的转轴,所述转轴上固接有与所述气动压切刀一一对应设置的滚压轮。对应的所述滚压轮与气动压切刀之间形成供产品通过的纵切通道。通过滚压轮与气动压切刀的配合实现了对产品的纵向切割,而且滚压式的切割能够有效避免切偏,提高切割精度。
14.进一步来说,所述转轴通过固接在所述机体上的带轮组件传动。
附图说明
15.图1为本实用新型实施例的结构示意图;
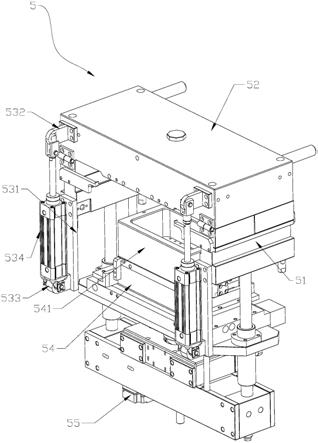
16.图2为本实用新型实施例的热封机构的结构示意图;
17.图3为本实用新型实施例的热封上模组的剖切示意图;
18.图4为本实用新型实施例的横切组件的结构示意图;
19.图5为本实用新型实施例的横切顶板的结构示意图;
20.图6为本实用新型实施例的纵切组件的结构示意图。
21.图中:
[0022]1‑
机体;2
‑
输送机构;3
‑
薄膜放卷机构;4
‑
吸塑成型机构;5
‑
热封机构;51
‑
热封基座;52
‑
热封上模组;521
‑
顶盖;522
‑
气囊;523
‑
动力板;524
‑
加热板;525
‑
热封模板;531
‑
连接板;532
‑
上固定座;533
‑
下固定座;534
‑
驱动气缸;54
‑
热封下模组;541
‑
热封下模;55
‑
驱动件;611
‑
横切机架;612
‑
横切基板;613
‑
横切顶板;6131
‑
刀片安装槽;6132
‑
弹性胶条;
614
‑
横切气缸;615
‑
顶推气缸;616
‑
顶压板;617
‑
螺杆;618
‑
手轮;621
‑
气动压切刀;622
‑
转轴;623
‑
带轮组件;624
‑
滚压轮。
具体实施方式
[0023]
下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
[0024]
实施例
[0025]
参见附图1
‑
6所示,本实用新型的一种吸塑包装机,包括机体1,所述机体1上设置有用于输送薄膜的输送机构2,沿输送机构2输送方向上依次布设有薄膜放卷机构3、吸塑成型机构4、热封机构5、冲切机构6、边料收卷机构7,所述吸塑成型机构4与热封机构5之间设有放料区8,所述热封机构5的上方设有盖材放卷机构9。所述热封机构5包括固接在所述机体1上的热封基座51,所述热封基座51的顶部铰接有热封上模组52,所述热封基座51的一侧设有用于翻转所述热封上模组52的翻转驱动组件。
[0026]
参见附图2
‑
3所示,所述翻转驱动组件包括连接板531、上固定座532、下固定座533、驱动气缸534,所述连接板531沿竖直方向固接在所述热封基座51上,其上固接有所述下固定座533。所述上固定座532固接在所述热封上模组52上。所述驱动气缸534的缸筒与所述下固定座532铰接,所述驱动气缸534的活塞杆与所述上固定座532铰接。
[0027]
在热封机构5中,将热封上模组52铰接在热封基座51上,实现了热封上模组52的翻转,便于更换位于热封上模组52下端的热封模板;再通过翻转驱动组件驱动热封上模组52自动翻转,进而节省了人力;通过上固定座532、下固定座533与驱动气缸534的铰接便于驱动气缸534带动热封上模组52翻转时,驱动气缸534能随之移动,实现活塞杆的顶推动作。
[0028]
所述热封上模组52包括顶盖521,所述顶盖521内自上而下依次设置有气囊522、动力板523、加热板524,所述气囊522通过管路与外置的压缩空气罐连接,所述加热板524的下端嵌装有热封模板525。工作时,通过管路向气囊522内充气,使得气囊522鼓起并下压动力板523,动力板523随之下压加热板524,进而使得热封模板525能压紧在产品上。
[0029]
所述热封机构5还包括位于所述热封上模组52下方的热封下模组54,所述热封下模组54能在驱动件55的驱动下向靠近或远离热封上模组52的方向移动。所述热封下模组54包括与所述热封模板525配合使用的热封下模541,所述热封下模541上设有用于容置单个产品的下模腔。
[0030]
初始状态下,热封下模组54移动至最下端,盖材放卷机构9将盖材送至热封上模组52的上端;当产品移动至热封机构5的工作区时,驱动件55驱动热封下模组54上移,直至产品嵌入到下模腔内,随着热封下模组54继续上移,产品随之上移并抵压到吸附在热封上模组52上的盖材上,通过气囊522、动力板523、加热板524的配合使得盖材热封在产品的上端。
[0031]
现有技术中的冲切机构多采用分段式切割,切割时,切刀容易跑偏,导致产品上的切口毛边或破损,因此,本实施例还对冲切机构6做了改进,具体的,参见附图4
‑
6所示,所述冲切机构6包括依次设置的横切组件、纵切组件,所述横切组件包括固接在所述机体1上的横切机架611,所述横切机架611上滑动设置有能沿输送机构输送方向移动的横切基板612,所述横切基板612上通过竖向导杆连接有横切顶板613,所述横切顶板613上设有在横切气
缸614作用下能上下移动的横切刀片,所述竖向导杆上套装有在顶推气缸615作用下能上下移动的所述顶压板616,所述横切刀片与顶压板616之间限定形成供产品通过的横切通道,所述顶压板616的上端设有与所述横切刀片匹配的刀槽。
[0032]
通过横切基板612在横切机架611上的滑动便于根据实际需求调节横向切割的位置,切割时,通过顶推气缸615将顶压板616上推,进而带动位于顶压板616上的产品向横切顶板613的方向移动,直至产品抵压到横切顶板613上,再通过横切气缸614驱动横切刀片下移,实现对产品的切割。通过横切顶板613与顶压板616的设置能对产品进行限位压紧,通过横切刀片与刀槽的配合提高了横切精度。
[0033]
优选地,所述横切顶板613的下端开设有用于容置所述横切刀片的刀片安装槽6131,所述刀片安装槽6131的两侧对称设置有固接在所述横切顶板613上的弹性胶条6132。通过弹性胶条6132的设置实现了对产品的弹性压紧,避免损伤产品。
[0034]
在本实施例中,为了实现横切基板612在横切机架611上的滑动,所述横切机架611上设有滑轨,所述横切基板612上设有与所述滑轨匹配的滑块。所述横切基板612的下端还设有螺母座,所述横切机架611上设有与所述螺母座螺纹连接的螺杆617,所述螺杆617沿输送机构输送方向布设,其一端设有便于转动的手轮618。通过螺杆617与螺母座的配合能驱动横切基板612在横切机架611上滑动。
[0035]
所述纵切组件包括对称设置在输送机构2两侧的气动压切刀621,所述气动压切刀621的上方设有安装在所述机体2上的转轴622,所述转轴622通过固接在所述机体1上的带轮组件623传动。所述转轴622上固接有与所述气动压切刀621一一对应设置的滚压轮624。对应的所述滚压轮624与气动压切刀621之间形成供产品通过的纵切通道。通过滚压轮624与气动压切刀621的配合实现了对产品的纵向切割,而且滚压式的切割能够有效避免切偏,提高切割精度。
[0036]
需要注意的是,本实施例中的薄膜放卷机构3、吸塑成型机构4、边料收卷机构7、盖材放卷机构9均可采用本公司现有的相关机构,其工作原理及结构均为现有技术,本实施例中并未赘述。
[0037]
以上实施方式只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人了解本实用新型的内容并加以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所做的等效变化或修饰,都应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1