一种双入口条烟分拣推叠包装机的制作方法
1.本实用新型涉及烟草企业使用的条烟包装设备,特别是一种双入口条烟分拣推叠包装机。
背景技术:
2.在烟草加工生产行业中,将与传统条烟(也称为标准条烟)的规格尺寸不同的条烟统称为异形条烟,现有对标准条烟和异形条烟进行层叠堆垛裹膜包装的条烟包装机存在的问题有:
①
通过气缸或是电缸带动推板侧向拨移输送带上的单层的标准条烟条烟或是异形条烟,单层条烟被侧推拨移到下降式的升降平台上一层层堆叠,受气缸杆或是电缸杆回程以及缸杆单向推烟功能影响,每次输送带要进给单层的标准条烟条烟或是异形条烟时,都需要等待气缸或是电缸杆回程方可进给条烟,拨移层叠条烟的效率较低;
②
标准条烟条烟和异形条烟的进给输送带位于合单输送带左右两侧,并且因用于拨烟层叠的气缸或是电缸安装在其输送带左侧或右侧,整台条烟包装机结构不够紧凑,安装其需要很大的平面场地空间;
③
拨移条烟的装置占据输送带的左侧空间或是右侧空间,导致无法拓展安装其他功能性设备。
技术实现要素:
3.为解决上述问题,本实用新型提出一种双入口条烟分拣推叠包装机,其不需要等待拨烟回程,即可分别对标准条烟和异形条烟进行高速层叠形成烟垛,并分别把烟垛分别推送到合单移载传送带上,最后由合单移载传送带尾部的塑封机上进行裹膜塑封包装,本实用新型整体结构布局紧凑,占用场地空间小,并可在合单移载传送带两侧安装其他拓展功能性的设备。
4.为达上述目的,本实用新型提供一种双入口条烟分拣推叠包装机,包括一用于合单移载输送层叠烟垛的链板输送机,一安装在链板输送机后部用于把层叠烟垛裹膜的塑封机,其特征在于:链板输送机前部正上方架装固定一输送方向与其相同的皮带输送机,该皮带输送机后部正上方架装固定一个条烟分拨装置,链板输送机前部左右侧各外置一用于承托层叠被条烟分拨装置拨移出皮带输送机的条烟的升降式叠烟机,下降式叠烟机可将其承托的层叠烟垛侧向推到链板输送机上;在叠烟机前方的链板输送机左侧或右侧安装一翻顶式叠烟机,该翻顶式叠烟机可把条烟层叠堆垛后侧向推送到链板输送机上。
5.本实用新型的条烟分拨装置包括:一用于将条烟向左或/和向右拨移出皮带输送机的拨杆);一架装在皮带输送机输送方向上的直立的基板;两套上下间隔横向安装在基板上用于引导拨杆横向移动的第一移动副;一套纵向安装在第一移动副上用于引导拨杆纵向移动的第二移动副;一安装在基板上的链传动装置,该链传动装置以单链节活铰并牵引拨杆在第一移动副和第二移动副约束下移动,所述链传动装置由横向间隔等高安装的、传动比恒为1的主动链轮和从动链轮张紧啮接一闭合的链条构成,基板上还安装一用于驱动主动链轮转动的伺服电机;所述的拨杆仅在被链条其中的一横向平直段牵引时横向拨移皮带
输送机上的条烟。
6.进一步地,本实用新型的第一移动副包括横向固定在基板上的第一导轨以及左右滑动装接在第一导轨上的第一滑块;所述的第二移动副包括纵向固定安装在所述两个第一滑块上的第二导轨以及上下滑动装接在第二导轨上的第二滑块;所述的拨杆固定在第二滑块上,链条的一链节通过一活铰式牵引组件连接拨杆或第二滑块。
7.进一步地,本实用新型的的拨杆还包括一与所述第二滑块装接固定的竖板,拨杆后端根部焊接一筋板,筋板装接固定在竖板上,拨杆与条烟输送带的输送方向平行;所述的牵引组件包括一与链条链节侧板面固接的转轴件、一与竖板或第二滑块连接固定的挂耳,挂耳与转轴件铰接。
8.本实用新型的升降式叠烟机包括一受控升降用于承托条烟的托板、一滑动装接在托板上用于把其承托的层叠烟垛推到链板输送机上的推板;所述的托板在皮带输送机承载顶面外侧和链板输送机的承载顶面外侧之间升降。
9.本实用新型的翻顶式叠烟机包括一与皮带输送机平行的送料传送带、一设置在送料传送带的出料端的翻抬叠烟机构、一设置在翻抬叠烟机构输出口的台面、一用于把翻抬叠烟机构所翻转层叠的层叠烟垛推送到台面上的升降式道闸、以及一可将台面上的层叠烟垛推送到链板输送机承载面上推垛板。
10.本实用新型的链板输送机包括一闭环的链板带,链板带上均匀间隔固定有若干隔板,在链板带传动方向上,隔板把链板带承载面依序隔成接收定位层叠烟垛的第一区、第二区、第三区和第四区;翻顶式叠烟机可把其层叠的条烟后侧向推送到第一区,下降式叠烟机可把其层叠的条烟侧向推送到第二区,第三区作为层叠烟垛延时打包的缓冲位,第四区作为层叠烟垛带传送结束区。
11.本实用新型的皮带输送机上由前向后依序包括一用于入料输送异型烟的第一输送带、第二输送带和第三输送带,第二输送带上架装一用于阻拦或释放异型烟的压烟机构,所述的拨杆位于第三输送带上方,拨杆把第三输送带上的单层的异型烟拨移出第三输送带;所述的第二区位于第三输送带正下方,所述的托板在第三输送带承载顶面外侧和链板输送机的第二区承载顶面外侧之间升降。
12.本实用新型的翻顶式叠烟机位于链板输送机右侧,台面与链板带相平并面对第一区。
13.本实用新型的塑封机包括位于第四区的链板输送机右侧的一卷放导开塑料膜的上膜机构和一卷收塑料膜底膜的下膜机构、一位于第四区左侧的裹膜台以及一塑料膜裁切机构,层叠烟垛可从第四区被塑封机的推挪板推送到裹膜台上塑封打包。
14.本实用新型的有益效果是:
15.①
采用横纵移动副约束和利用链传动牵引拨杆,拨杆可连续对条烟进行单向或双向拨移分拣,配合升降式叠烟机,可快速高效层叠异形条烟;
16.②
合单移载输送层叠烟垛的链板输送机中置,使其两侧可安装其他条烟包装的功能性拓展设备,使本实用新型整体结构布局更加紧凑,不会占用过多的场地空间;
17.③
可对标准条烟和异形条烟进行高速层叠堆垛及合单包装,满足烟草企业的实际生产需求。
附图说明
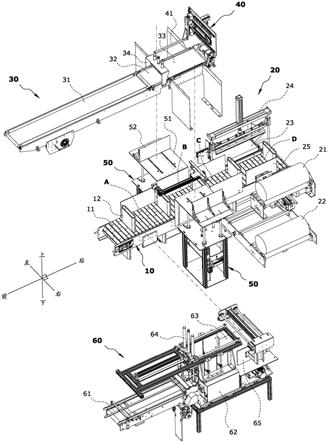
18.图1为本实用新型的立体装配结构示意图一。
19.图2为本实用新型的立体装配结构示意图二。
20.图3为本实用新型的条烟分拨装置的结构立体图。
21.图4为本实用新型的结构立体图一。
22.图5为本实用新型的结构立体图二。
23.图6为本实用新型的俯视结构图。
24.图中附图标识为:10.链板输送机;11.链板带;12.隔板;a.第一区;b.第二区;c.第三区;d.第四区;20.塑封机;21.上膜机构;22.下膜机构;23.裹膜台; 24.塑料膜裁切机构;25.推挪板;30.皮带输送机;31.第一输送带;32.第二输送带;33.第三输送带;34.压烟机构;40.条烟分拨装置;41.拨杆;42.基板; 43.第一移动副;431.第一导轨;432.第一滑块;44.第二移动副;441.第二导轨;442.第二滑块;45.链传动装置;451.主动链轮;452.从动链轮;453.链条; 46.伺服电机;47.活铰式牵引组件;471.转轴件;472.挂耳;50.升降式叠烟机; 51.托板;52.推板;60.翻顶式叠烟机;61.送料传送带;62.翻抬叠烟机构;63. 台面;64.升降式道闸;65.推垛板。
具体实施方式
25.下面结合附图和实施例对本实用新型进一步说明。
26.如图1、图2和图4~图6所示的一种双入口条烟分拣推叠包装机,包括一用于合单移载输送层叠烟垛的链板输送机10,一安装在链板输送机10后部用于把层叠烟垛裹膜的塑封机20,链板输送机10前部正上方架装固定一输送方向与其相同的皮带输送机30,该皮带输送机30后部正上方架装固定一个条烟分拨装置40,链板输送机10前部左右侧各外置一用于承托层叠被条烟分拨装置40拨移出皮带输送机30的条烟的升降式叠烟机50,下降式叠烟机50可将其承托的层叠烟垛侧向推到链板输送机10上;在叠烟机50前方的链板输送机 10右侧安装一翻顶式叠烟机60,该翻顶式叠烟机60可把条烟层叠堆垛后侧向推送到链板输送机10上。
27.如图1、图2和图4~图6所示,本实用新型的链板输送机10包括一闭环的链板带11,链板带11上均匀间隔固定有若干隔板12,在链板带11传动方向上,隔板12把链板带11承载面依序隔成接收定位层叠烟垛的第一区a、第二区b、第三区c和第四区d;翻顶式叠烟机60可把其层叠的条烟后侧向推送到第一区a,下降式叠烟机50可把其层叠的条烟侧向推送到第二区b,第三区c 作为层叠烟垛延时打包的缓冲位,第四区d作为层叠烟垛带传送结束区。本实用新型的塑封机20包括位于第四区d的链板输送机10右侧的一卷放导开塑料膜的上膜机构21和一卷收塑料膜底膜的下膜机构22、一位于第四区d左侧的裹膜台23以及一塑料膜裁切机构24,层叠烟垛可从第四区d被塑封机20的推挪板25推送到裹膜台23上塑封打包。
28.如图1~图3所示,本实用新型的条烟分拨装置40包括:一用于将条烟向左或/和向右拨移出皮带输送机30的拨杆41,一架装在皮带输送机30输送方向上的直立的基板42,两套上下间隔横向安装在基板42上用于引导拨杆41横向移动的第一移动副43,一套纵向安装在第一移动副43上用于引导拨杆41纵向移动的第二移动副44。具体是:第一移动副43包括横向固定在基板42上的第一导轨431以及左右滑动装接在第一导轨431上的第一滑块432,
第二移动副44包括纵向固定安装在所述两个第一滑块432上的第二导轨441以及上下滑动装接在第二导轨441上的第二滑块442。本实用新型的拨杆41包括一与所述第二滑块442装接固定的竖板411,拨杆41后端根部焊接一筋板412,筋板412 装接固定在竖板411上,拨杆41在第一移动副43和第二移动副44所限定的二维空间内移动。条烟分拨装置40还包括一安装在基板42上的链传动装置45,链传动装置45由横向间隔等高安装的、传动比恒为1的主动链轮451和从动链轮452张紧啮接一闭合的链条453构成,基板42上还安装一用于驱动主动链轮 451转动的伺服电机46;链条453的一链节通过一活铰式牵引组件47连接第二滑块442,具体是:牵引组件47包括一与链条453链节侧板面固接的转轴件471、一与竖板411或第二滑块442连接固定的挂耳472,挂耳472与转轴件471铰接,至此,完成条烟分拨装置40的整体组装。通过链传动装置45以单链节活铰并牵引拨杆41在第一移动副43和第二移动副44约束下按牵引链节的运动轨迹移动,拨杆41仅在被链条453其中的一横向平直段牵引时横向拨移皮带输送机30上的条烟。在伺服电机46驱动主动链轮451正反转和转动行程控制,由链条453带动从动链轮452一并转动,牵引组件47在链条453与主动链轮451 或从动链轮452啮合的弧形段上下运动,由此带动拨杆41上下运动,牵引组件 47在链条453的上平直段时,拨杆41超过皮带输送机30上单层条烟的高度,牵引组件47在链条453的下平直段时,拨杆41可以连续向左、连续向右或是连续左右把条烟拨移出皮带输送机30。
29.如图1、图2和图4~图6所示,本实用新型的皮带输送机30上由前向后依序包括一用于入料输送异型烟的第一输送带31、第二输送带32和第三输送带33,第二输送带32上架装一用于阻拦或释放异型烟的压烟机构34,条烟分拨装置40架装在第三输送带33末端上方位置,拨杆41位于第三输送带33上方,并且拨杆41与第三输送带33的输送方向平行,拨杆41可把第三输送带33 上的单层的异型烟拨移出第三输送带33;链板输送机10的第二区b位于第三输送带33正下方;本实用新型的升降式叠烟机50包括一受控升降用于承托条烟的托板51、一滑动装接在托板51上用于把其承托的层叠烟垛推到链板输送机10上的推板52;托板51在第三输送带33承载面外侧和链板输送机10的第二区b承载顶面外侧之间升降。
30.如图1、图2和图4~图6所示,本实用新型的翻顶式叠烟机60包括一与皮带输送机30平行的送料传送带61、一设置在送料传送带61的出料端的翻抬叠烟机构62、一设置在翻抬叠烟机构62输出口的台面63、一用于把翻抬叠烟机构62所翻转层叠的层叠烟垛推送到台面63上的升降式道闸64、以及一可将台面63上的层叠烟垛推送到链板输送机10承载面上推垛板65;台面63与链板带11相平并面对第一区a。
31.下面详细分别说明本实用新型是如何对异形条烟和标准条烟进行层叠、移载合单和裹膜的过程。
32.如图1、图2、图4~图6所示,异形条烟进入皮带输送机30的第一输送带31送到第二输送带32上,通过压烟机构34阻拦或释放异型条烟,控制异型条烟进入第三输送带33的数量,然后,通过压烟机构34阻拦和第三输送带33 后端卡条限位,使一定数量的单层异型条烟整齐排列暂位在第三输送带33上,通过这种方式,源源不断地把一定数量的单层异型条烟送到第三输送带33上;然后由条烟分拨装置40工作,使拨杆41向右移动、向左移动或左右移动把单层异型条烟从第三输送带33连续拨移到右侧或/和右侧的升降式叠烟机50的托板51上,然后升降式叠烟机50启动,以单层异型条烟的高度为步进下降幅度,使一层一层的异型条烟层叠,当托板51下降到与链板输送机10承载面水平对齐时,托板51上的推板52侧面
推动层叠的异型条烟烟垛,把异型条烟烟垛推送到链板输送机10的第二区b承载面上,由链板输送机10的链板带11带动使异型条烟烟垛位移到第二区c等待包装,当塑封机20的裹膜台23空出时,链板输送机10的链板带11带动使异型条烟烟垛位移,把异型条烟烟垛位移到第四区d时链板输送机10停止工作,由塑封机20上的推挪板25把第四区d的异型条烟烟垛推送到裹膜台23上,配合上膜机构21导开卷放塑料膜和下膜机构 22卷收塑料膜底膜,异型条烟烟垛在裹膜台23上被塑料膜缠绕一定量后,由塑料膜裁切机构24切断塑料膜,即可把异型条烟烟垛送到热风处进行热收缩,即可完成层叠异型条烟烟垛的裹膜热塑封包装。
33.如图1、图2、图4~图6所示,标准条烟通过送料传送带61进入翻顶式叠烟机60,通过升降式道闸64升降控制标准条烟通过送料传送带61送到翻抬叠烟机构62上的单层标准条烟数量,通过翻抬叠烟机构62对一层层标准条烟进行上顶式层叠,当层叠的标准条烟达到一定高度后,由启动升降式道闸64向后把翻抬叠烟机构62层叠的标准条烟烟垛推出送到台面63上,再由推垛板65 向左推把台面63上标准条烟烟垛送到链板输送机10的链板带11的第一区a承载面上,然后启动链板输送机10,使标准条烟烟垛由第一区a经过第二区b,在第二区b需要合单时,升降式叠烟机50的托板51下降一定高度,通过推板 52把托板51上已有的异形层叠烟垛推送叠放在标准条烟烟垛之上合单,然后再一并经过第三区c送到第四区d,链板输送机10停止工作,然后由塑封机20 上的推挪板25把第四区d的标准条烟烟垛推送到裹膜台23上,配合上膜机构 21导开卷放塑料膜和下膜机构22卷收塑料膜底膜,标准条烟烟垛在裹膜台23 上被塑料膜缠绕一定量后,由塑料膜裁切机构24切断塑料膜,即可把标准条烟烟垛送到热风处进行热收缩,即可完成层叠标准条烟烟垛的裹膜热塑封包装。
34.以上实施例仅供说明本实用新型之用,而非对本实用新型的限制,本技术领域的普通技术人员,在不脱离本实用新型的精神和范围的情况下,还可以作出各种变换或变化,因此,所有等同的技术方案也应该属于本实用新型的范畴,由各权利要求限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1