一种收料张力自动控制系统的制作方法
1.本实用新型属于收料张力控制技术领域,具体涉及一种收料张力自动控制系统。
背景技术:
2.近年来,由于考虑环保、胶印机及凹印机转型等因素,对于柔版印刷机的需求量日益增加。在柔印机的生产过程中,材料收卷张力的控制至关重要。随着收卷卷径的不断增加,张力也必须作出相应的调整才能保证收取的材料表面整齐光滑。浮动辊张力调节部分控制的稳定性直接影响卷径部分卷径计算的精确度,同时卷径部分卷径计算的准确及稳定性也影响浮动辊的摆动变大,进而导致纸张张力变化,材料过松或过紧,导致收的材料残次不齐或材料由里到外松紧不一致等情况。
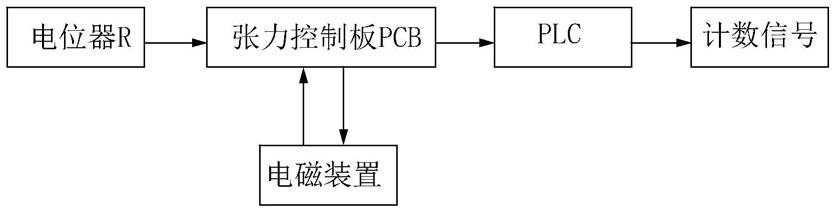
3.现有的收料张力控制系统一般设置收卷电机通过皮带连接收卷轴,收卷轴上连接可改变收卷轴转速的电磁装置,在后张力牵引辊上安装计数开关,收卷轴上安装计数开关,计数信号送进plc高速通道。根据收料实际张力情况,手动调节张力旋钮,将电位器r变动值送给张力控制板pcb,张力信号经pcb放大变换处理输出值给plc,plc根据采集的张力值及计数开关信号经过复杂的运算,然后输出控制变量给pcb,经pcb处理输出电磁装置可以接受的电压信号,这样通过改变电磁装置的控制电压来改变收卷轴的转速以控制收卷张力。控制系统方框图如1所示。
4.这种控制方式简单直观,但是这种控制方式是开环控制,需要操作人员根据经验及实际卷料张力情况实施调节张力旋钮来控制张力。张力控制板pcb制作过程要求电磁兼容性等各种条件比较高,需要专门的生产厂商提供,保密性差。后张力处的机械换向设计增加了设计成本,同时计数开关信号检测有一定的检测误差,这种控制张力变化时跟随性能比较差,响应较慢。
5.且传统的张力控制方式收卷电机选用普通电机,由专用变频器控制调节张力装置,这种方式需要调节变频器的大量参数以适应控制过程的稳定,不同材料和卷径需要根据经验调整参数,可控性较差。
技术实现要素:
6.本实用新型所要解决的技术问题是:提供一种收料张力自动控制系统,可通过收卷电机及时调节收卷轴转速进而达到稳定张力的目的。
7.为解决上述技术问题,本实用新型的技术方案是:
8.一种收料张力自动控制系统,包括收卷机构和浮动辊机构,所述收卷机构包括收卷轴和用于驱动所述收卷轴的收卷电机,还包括工控机,所述工控机与所述收卷电机的驱动器连接,所述驱动器电连接有用于检测所述收卷电机转速的检测装置;所述浮动辊机构设置有位置反馈装置,所述位置反馈装置与所述工控机电连接。
9.进一步的,所述工控机通过ethercat通讯机构与所述驱动器通讯连接。
10.进一步的,所述收卷电机为伺服电机或变频电机。
11.进一步的,所述检测装置为旋转编码器。
12.进一步的,所述浮动辊机构包括浮动辊和两个连接于所述浮动辊两端的转动杆,所述转动杆转动安装于固定板。
13.进一步的,所述位置反馈装置包括电位器,所述转动杆安装于所述固定板的一端设置有两个相啮合的齿轮,一所述齿轮与所述转动杆同轴连接,另一所述齿轮与所述电位器连接。
14.进一步的,所述收卷电机与所述收卷轴之间设置有传动装置。
15.进一步的,所述传动装置为皮带。
16.采用了上述技术方案后,本实用新型的有益效果是:
17.由于本实用新型的收料张力自动控制系统包括收卷机构和浮动辊机构,收卷机构包括收卷轴和用于驱动收卷轴的收卷电机,还包括工控机,工控机与收卷电机的驱动器连接,驱动器电连接有用于检测收卷电机转速的检测装置;浮动辊机构设置有位置反馈装置,位置反馈装置与工控机电连接,工控机根据实时反馈的收卷电机的速度和位置反馈装置反馈的电压信号推算出此刻收卷电机需要的转速,调试灵活方便,闭环控制可控性好,控制精度高,使收卷张力控制到达了稳、准、快的控制要求,克服了传统收卷张力控制系统的种种缺陷,使生产质量有了明显提高,取得了较高的经济效益。
附图说明
18.图1是现有技术中收料张力控制系统的方框图;
19.图2是本实用新型收料张力自动控制系统的系统方框图。
具体实施方式
20.下面结合附图和实施例对本实用新型进一步说明。
21.本说明书中涉及到的方位均以附图所示为准,仅代表相对位置关系,不代表绝对位置关系。
22.如图2所示,一种收料张力自动控制系统,包括收卷机构和浮动辊机构,收卷机构包括收卷轴和用于驱动收卷轴的收卷电机,还包括工控机,工控机与收卷电机的驱动器连接,驱动器电连接有用于检测收卷电机转速的检测装置。浮动辊机构设置有位置反馈装置,位置反馈装置与工控机电连接。根据收卷电机的实时反馈速度和工控机中存储的主轴线速度、收卷轴减速比可计算出实时收卷卷径,工控机根据位置反馈装置反馈的电压信号输出浮动辊张力控制pid输出值,与收卷卷径配合即可计算出收卷电机所需转速。
23.如图2所示,工控机通过ethercat通讯机构与驱动器通讯连接,本技术中,工控机为研华工控机。收卷电机为伺服电机或变频电,检测装置为旋转编码器。
24.浮动辊机构包括浮动辊和两个连接于浮动辊两端的转动杆,转动杆转动安装于固定板(图中未示出)。位置反馈装置包括电位器,转动杆安装于固定板的一端设置有两个相啮合的齿轮,一齿轮与转动杆同轴连接,另一齿轮与电位器连接。浮动辊机构提前设定好张力,当浮动辊在中间位置稳定时,电位器输出5v的电压信号,而张力不稳时,浮动辊左右摆动时,电位器输出大于或小于5v的电压信号,工控机即可根据该数值计算收卷电机所需转速。
25.如图2所示,收卷电机与收卷轴之间还设置有传动装置,其中,传动装置为皮带。
26.本技术的收料张力自动控制系统的计算过程如下:
27.收卷卷径的计算公式:
[0028][0029]
d:收卷实时卷径,v1:主轴线速度,i:收卷轴减速比,v2:收卷电机实时反馈速度。
[0030]
然后再根据实时卷径值推算此刻收卷电机需要的转速,形成闭环控制,快速响应。但是由于惯性、加减速、干扰、张力调节机构等因素的影响,此公式计算的卷径直接用来推算指令速度跳跃性太大,材料容易出现抖动或断纸等情况。这里设计卷径滤波输出,增加一级低通滤波算法使卷径平稳增加。具体算法如下:
[0031]
d
n
=αx
n
+(1
‑
α)d
n
‑1[0032]
d
n
:本次滤波输出卷径,d
n
‑1:上次滤波输出卷径,x
n
:本次采样实时卷径,α:滤波系数。
[0033]
利用此算法对上次输出卷径值进行加权处理,使输出卷径对输入卷径有反馈作用,进一步避免了卷径突变导致的张力不稳定,调节合适的加权值快速响应卷径变化。
[0034]
然后再根据本次滤波输出卷径值推算此刻收卷电机需要的转速,形成闭环控制,快速响应。收卷电机转速的计算公式:
[0035][0036]
d
n
:本次滤波输出卷径,v1:主轴线速度,i:收卷轴减速比,v
计算
:理论计算收卷电机速度,δ:浮动辊张力控制pid输出值。)
[0037]
本实用新型的收料张力自动控制系统通过设置工控机与收卷电机的驱动器和浮动辊机构的位置反馈装置电连接,驱动器电连接有用于检测收卷电机转速的检测装置,工控机根据实时反馈的收卷电机的速度和位置反馈装置反馈的电压信号推算出此刻收卷电机需要的转速,形成闭环控制,快速响应,保证材料收卷质量。
[0038]
虽然以上描述了本实用新型的具体实施方式,但是本领域的技术人员应该理解,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例,这些仅仅是举例说明,本实用新型的保护范围是由所述权利要求书限定。本领域的技术人员在不背离本实用新型的原理和实质的前提下,在没有经过任何创造性的劳动下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1