一种西林瓶自动装卸载机构的制作方法
1.本实用新型属于医疗器械生产技术领域,具体涉及一种西林瓶自动装卸载机构。
背景技术:
2.西林瓶是疫苗、生物制剂、粉针剂、冻干等药品的常用包装,在制药行业中广泛应用。目前西林瓶从灌装至灯检的过程中,主要依靠操作人员搬运,在搬运的过程中,往往会带来很多污染,而且某些药品对人体存在伤害,同时搬运西林瓶也会耗费大量的人力,大大降低了药品生产的效率以及合格率。
3.中国专利公开号cn 202092439 u中公开了一种冻干机的西林瓶制剂自动装卸料装置,多节气缸固定于机架上部,多级气缸的活塞前端固定推瓶杆,机架左右两侧安装板的内侧安装由伺服电机驱动的减速机,减速机输出轴连接驱动轮,驱动轮的卡槽上卡接柔性节杆,柔性节杆与齿轮座固定连接,齿轮座内设有的齿条与齿轮啮合,伸出齿轮座的撞针与齿条固定连接,拉瓶杆通过连杆与齿轮活络连接,的多节气缸与进料板层处于同一高度。该装置避免了操作人员接触西林瓶,但是无法装卸大批量的西林瓶,工作效率较低,仍有不足之处。
技术实现要素:
4.本实用新型的目的就是针对上述现有技术的不足,提供一种西林瓶自动装卸载机构。
5.本实用新型采用的技术方案如下:
6.一种西林瓶自动装卸载机构,它包括自动装载机构和自动卸载机构,自动装载机构包括第一传送机构、第一升降机构、装载轨道和第一推杆机构,第一升降机构设于第一传送机构的上方,第一升降机构能够将第一传送机构上的架车提升或下降至不同高度,装载轨道设于第一传送机构的侧上方,第一推杆机构设于装载轨道上远离第一升降机构的一端,第一推杆机构能够沿着装载轨道将西林瓶推入架车的多层隔板上,自动卸载机构包括第二传送机构、第二升降机构、推动轨道和第二推杆机构,第二升降机构设于第二传送机构的上方,第二升降机构能够将第二传送机构上的架车提升或下降至不同高度,推动轨道设于第二传送机构的侧上方,第二推杆机构设于推动轨道上远离第二升降机构的一端,第二推杆机构能够沿着推动轨道将西林瓶推入架车的多层隔板上。
7.进一步地,自动装载机构还包括灌装机出料轨道,灌装机出料轨道依次通过第一星轮、第二星轮与装载轨道水平垂直相连,自动卸载机构还包括灯检机进料轨道和卸载轨道,推动轨道设于第二传送机构沿传送方向的左侧上方,卸载轨道位于第二传送机构沿传送方向的右侧上方,灯检机进料轨道与卸载轨道的出口水平连接,卸载轨道通过第三星轮与灯检机进料轨道相连。
8.在本实用新型中,装载轨道上与第一升降机构靠近的一端转动连接有用于对接架车上多层隔板的第一桥板,卸载轨道上与第二升降机构靠近的一端转动连接有用于对接架
车上多层隔板的第二桥板。
9.作为优选,架车底部设有用于叉车插入的插口,架车的内部设有多层隔板,驾车的顶部设有加固梁,驾车的前后两个侧壁分别设有装载门和卸载门,架车的左右侧壁具有网板结构,隔板具有网眼镂空结构,相邻两个隔板的间距与西林瓶的高度相适应。
10.进一步地,装载门和卸载门为可活动插入或抽出侧壁的网板门。
11.在本装置中,第一传送机构和第二传送机构包括双向的三段滚轴导轨,分别为空架车导轨、装载架车导轨和满架车导轨,第一传送机构的传送方向为从空架车导轨到装载架车导轨再到满架车导轨,第二传送机构的传送方向为从满架车导轨到装载架车导轨再到空架车导轨,第一传送机构和第二传送机构上设有架车锁死装置。
12.在本实用新型中,第一传送机构和第二传送机构的内部设有信号感应装置。
13.作为优选,灌装机出料轨道与装载轨道的连接处设有红外感应计数装置。
14.本实用新型还包括条码打印机,条码打印机通过线路分别与第一传送机构、第二传送机构的信号感应装置相连接。
15.本实用新型的有益效果有:
16.(1)实现了西林瓶的自动装卸载,方便操作,提供了生产效率;
17.(2)避免操作人员近距离接触药品,保障了操作人员的生命健康;
18.(3)西林瓶内的药品不会被操作人员污染,提高了药品的合格率;
19.(4)节省了人力,降低了操作人员的工作强度。
附图说明
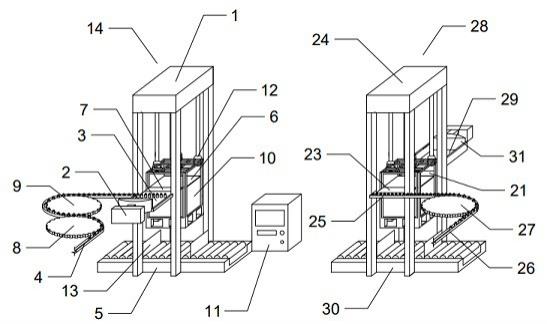
20.图1为本实用新型的结构示意图;
21.图2为本实用新型架车位于自动装载机构初始位置时的结构示意图;
22.图3为本实用新型架车位于自动卸载机构初始位置时的结构示意图;
23.图4为本实用新型架车的结构示意图;
24.图5为本实用新型传送机构的结构示意图;
25.图6为本实用新型装载或卸载的西林瓶的结构示意图;
26.图中:1-第一升降机构;2-第一推杆机构;3-装载轨道;4-灌装机出料轨道;5-第一传送机构;6-隔板;7-第一桥板;8-第一星轮;9-第二星轮;10-架车;11条码打印机;12-抓取装置;13-锁死装置;14-自动装载机构;15-装载门;16-卸载门;17-空架车导轨;18-装载架车导轨;19-满架车导轨;20-插口;21-第二桥板;22-加固梁;23-第二推杆机构;24-第二升降机构;25-卸载轨道;26-灯检机进料轨道;27-第三星轮;28-自动卸载机构;29-推动轨道;30-第二传送机构。
具体实施方式
27.下面结合附图对本实用新型作进一步地说明:
28.如图1-6所示,本实用新型它包括自动装载机构14和自动卸载机构28,自动装载机构14包括第一传送机构5、第一升降机构1、装载轨道3和第一推杆机构2,第一升降机构1设于第一传送机构5的上方,第一升降机构1能够将第一传送机构5上的架车10提升或下降至不同高度,装载轨道3设于第一传送机构5的侧上方,第一推杆机构2设于装载轨道3上远离
第一升降机构1的一端,第一推杆机构2能够沿着装载轨道3将西林瓶推入架车10的多层隔板上,自动卸载机构28包括第二传送机构30、第二升降机构24、推动轨道29和第二推杆机构23,第二升降机构24设于第二传送机构30的上方,第二升降机构24能够将第二传送机构30上的架车10提升或下降至不同高度,推动轨道29设于第二传送机构30的侧上方,第二推杆机构23设于推动轨道29上远离第二升降机构24的一端,第二推杆机构23能够沿着推动轨道29将西林瓶推入架车10的多层隔板上。
29.作为优选,第一传送机构5和第二传送机构30可以为滚轴机构,滚轴机构包括双向的三段滚轴导轨,分别为空架车导轨17、装载架车导轨18和满架车导轨19,第一传送机构5的传送方向为从空架车导轨17到装载架车导轨18再到满架车导轨19,第二传送机构30的传送方向为从满架车导轨19到装载架车导轨18再到空架车导轨17。
30.第一传送机构5和第二传送机构30的内部还设有信号感应装置,能够感应架车在传送机构上的位置,第一传送机构5和第二传送机构30上还设有架车锁死装置13,保证架车10停放位置的准确性。
31.在本实用新型中,第一推杆机构2和第二推杆机构23包括电机、推杆和控制装置,推杆连接推动块,作为推动西林瓶的推动块,其接触面可以为连续的长条状,第一推杆机构2在电机的驱动下,沿着装载轨道3作往返运动,第二推杆机构23在电机的驱动下,沿着推动轨道29穿过架车10朝着卸载轨道25作往返运动。
32.在本实用新型中,第一升降机构1和第二升降机构24可以设有抓取装置12或底部升举装置,作为优选,第一升降机构1和第二升降机构24连接有抓取装置12,抓取装置12可以由多个机械爪或机械手臂组成,每个抓取装置12同步抓取,通过抓取架车10顶部的加固梁22实现架车10不同高度的升降,同时保证升降过程中的稳定性。
33.进一步地,装载轨道3上与第一升降机构1靠近的一端转动连接有用于对接架车10上多层隔板的第一桥板7,卸载轨道25上与第二升降机构24靠近的一端转动连接有用于对接架车10上多层隔板的第二桥板21,第二桥板21和第一桥板7均为可转动的桥板,当架车10未上升至指定位置时,桥板处于竖直状态,当架车10上升至指定位置时,桥板转动至水平状态。
34.在本实用新型中,架车10的底部设有用于叉车插入的插口20,插口20的分布呈“田”字型,与叉车托盘的构造相似,架车10底部四面均设有插口20,便于叉车从各个方向叉取架车。
35.架车10的内部设有多层平行的水平隔板6,隔板6具有网眼镂空结构,既能够降低架车10的整体重量,也不会影响架车10的正常使用,相邻两个隔板6的间距与西林瓶的高度相适应,在保证西林瓶能够顺利推进或推出外,实现架车10装载量的最大化。
36.架车10的顶部设有加固梁22,加固梁22可根据实际情况添加,保证架车10具有一定的强度。
37.架车10的前后两个侧壁分别设有装载门15和卸载门16,装载门15和卸载门16均为可活动插入或抽出侧壁的网板门,也可在侧壁上设置滑轨,使用电动设备驱动装载门15和卸载门16的打开和关闭。
38.架车10的左右侧壁具有网板结构,网眼的大小要保证西林瓶不会掉落,同时减轻架车的重量。
39.在本实用新型中,自动装载机构14还包括灌装机出料轨道4,灌装机出料轨道4依次通过第一星轮8、第二星轮9与装载轨道3水平垂直相连,自动卸载机构28还包括灯检机进料轨道26和卸载轨道25,推动轨道29设于第二传送机构30沿传送方向的左侧上方,卸载轨道25位于第二传送机构30沿传送方向的右侧上方,灯检机进料轨道26与卸载轨道25的出口水平连接,卸载轨道25通过第三星轮27与灯检机进料轨道26相连,星轮传动机构能够使西林瓶的传递更加平稳,灌装机出料轨道4和灯检机进料轨道26均为动力轨道,为西林瓶的进料和出料提供动力。
40.灌装机出料轨道4与装载轨道3的连接处设有红外感应计数装置,便于控制西林瓶进入的数量。
41.在本实用新型中,自动装载机构14还包括条码打印机11,条码打印机11通过线路与第一传送机构5的信号感应装置相连接,架车10位于第一传送机构5的满架车导轨19上时,感应装置触发条码打印机11,打印架车10的二维码。
42.本实用新型的使用过程如下:
43.如图1-6所示,西林瓶装载时,操作人员使用叉车将架车10移到第一传送机构5的空架车导轨17上,第一传送机构5的运行方向为从空架车导轨17到装载架车导轨18再到满架车导轨19,架车10的装载门15朝向装载轨道3,第一传送机构5开启,架车10移至装载架车导轨18上,第一传送机构5暂停,锁死装置13开启,第一升降机构1将架车10上升至架车10最上层的隔板6与装载轨道3处于同一水平位置时,升第一升降机构1暂停,装载门15打开,第一桥板7转动至水平状态,使得装载轨道3与隔板6对接,然后灌装机出料轨道4开始出料,西林瓶依次经过第一星轮8、第二星轮9逐个进入装载轨道3,同时红外感应计数装置计数,当装载轨道3上西林瓶的数量达到整排时,灌装机出料轨道4暂停出料,第一推杆机构2启动,将装载轨道3上的西林瓶推入架车10的隔板6上,第一推杆机构2再收回,重复上述动作,直至隔板6整层被装满,第一升降机构1将架车10上升至下一层隔板与装载轨道3处于同一水平面上,再重复上述过程,直至架车10的全部隔板被装满,装载门15关闭,第一升降机构1将架车10降至第一传送机构5上,锁死装置13收回,第一传送机构5运行,架车10移动到满架车导轨19上后第一传送机构5停止,感应装置触发条码打印机11,条码打印机11打印出条形码,操作人员将条形码贴在架车10上,再用叉车将架车10运送至暂存区。
44.西林瓶卸载时,操作人员使用叉车将架车10移到第二传送机构30的满架车导轨19上,第二传送机构30的运行方向为从满架车导轨19到装载架车导轨18再到空架车导轨17,架车10的装载门15朝向推动轨道29,第二传送机构30开启,架车10移至装载架车导轨18上,第二传送机构30暂停,锁死装置13开启,第二升降机构24将架车10上升至架车10的最上层隔板6与卸载轨道25处于同一水平位置时,第二升降机构24暂停,装载门15和卸载门16同时打开,第二桥板21转动至水平状态,使得卸载轨道25与第二桥板21对接,第二推杆机构23启动,将架车10的隔板6上的西林瓶全部推送至卸载轨道25上,第二推杆机构23再收回,灯检机进料轨道26运行,待卸载轨道25上的西林瓶全部运走后,第二升降机构24将架车10上升至下一层隔板与卸载轨道25处于同一水平面上,重复上述动作,直至架车10上的所有西林瓶卸载完,装载门15和卸载门16关闭,第二升降机构24将架车10降至第二传送机构30上,锁死装置13收回,第二传送机构30运行,架车10移动到空架车导轨17上后第二传送机构30停止,操作人员将贴在架车10上的条形码撕毁,再用叉车将架车10运送至暂存区。
45.本实用新型的其他工艺可以采用现有技术。
46.本实用新型的最佳实施例已经阐明,本领域的普通技术人员对于本实用新型做出的进一步拓展均落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1