一种灌装封膜系统的制作方法
1.本实用新型涉及食品、药品包装机械,尤其涉及一种灌装封膜系统。
背景技术:
2.目前,试剂盒的药液灌装、封膜为半自动操作,灌装和封口均由单机实现,灌装区和封膜区之间通过人工转运,后续对封膜后的试剂盒的检测也为人工检测,人工成本高,自动化程度低,生产效率低且无法保证产品质量一致。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有技术的不足,提供一种结构简单,自动化程度高,降低人工劳动强度,生产效率高的灌装封膜系统。
4.为解决上述技术问题,本实用新型采用以下技术方案:
5.一种灌装封膜系统,包括输送轨道以及沿所述输送轨道输送方向依次布置的上料工位、灌装工位、封膜工位及检测工位,所述检测工位下游设有用于剔除不合格产品的剔废工位。
6.作为上述技术方案的进一步改进:
7.所述输送轨道包括第一输送轨道和设于第一输送轨道一侧的第二输送轨道,所述第一输送轨道的另一侧设有用于将试剂盒从第一输送轨道推入第二输送轨道的第一推入部件,所述第一输送轨道一侧还设有取液池,所述取液池与储液罐连通,所述灌装工位设有移液枪、用于带动移液枪在第一输送轨道与取液池之间往复移动的移动驱动件以及用于带动移液枪升降的升降驱动件,所述移液枪上设有灌装孔,所述封膜工位设于所述第二输送轨道上。
8.所述输送轨道包括第一输送轨道和设于第一输送轨道一侧的第二输送轨道,所述第一输送轨道的另一侧设有用于将试剂盒从第一输送轨道推入第二输送轨道的第一推入部件,所述灌装工位设于第一输送轨道上,所述灌装工位设有移液枪,所述移液枪上设有灌装孔,所述灌装孔与蠕动泵连通,所述蠕动泵与储液罐连通,所述封膜工位设于第二输送轨道上。
9.所述移液枪上还设有磁珠灌装孔,所述磁珠灌装孔与磁珠蠕动泵连通,所述磁珠蠕动泵与带磁珠的储液罐连通。
10.所述输送轨道包括第一输送轨道和第二输送轨道,第一输送轨道靠近第二输送轨道的一端设有机械手和用于将试剂盒从第一输送轨道推入机械手的第二推入部件,所述机械手和第二推入部件相对布置在第一输送轨道的两侧,所述第二输送轨道靠近第一输送轨道的一端设有灌针架和用于将试剂盒从灌针架拉回第二输送轨道的拉回部件,所述灌针架与拉回部件相对布置在第二输送轨道的两侧,所述灌针架上设有灌针,所述灌针与蠕动泵连通,所述蠕动泵与储液罐连通,所述封膜工位设于第二输送轨道上。
11.所述灌针架上设有磁珠灌针,所述磁珠灌针与磁珠蠕动泵连通,所述磁珠蠕动泵
与带磁珠的储液罐连通。
12.所述灌针与蠕动泵之间、所述蠕动泵与储液罐之间、所述磁珠灌针与磁珠蠕动泵之间及所述磁珠蠕动泵与带磁珠的储液罐之间均通过输送软管连通,所述灌针架侧面设有软管固定架。
13.所述封膜工位设有展膜机构、切膜机构及定位热封机构。
14.所述检测工位设有视觉检测机构或者热成像检测机构。
15.所述剔废工位设有剔废拨轮及用于将试剂盒从第二输送轨道推入剔废拨轮的第三推入部件,所述剔废拨轮侧面设有合格品通道及不合格品通道,所述剔废拨轮与所述合格品通道对接处设有挡瓶机构。
16.与现有技术相比,本实用新型的优点在于:
17.本实用新型公开的灌装封膜系统,包括输送轨道及沿输送轨道输送方向依次布置的上料工位、灌装工位、封膜工位及检测工位,实现试剂盒灌装、封膜自动化,无需人工转运,降低工人劳动强度,减少人工成本,提高了生产效率,检测工位下游设有用于剔除不合格品的剔废工位,避免人工检测误差,提升了产品质量,结构简单,自动化程度高。
附图说明
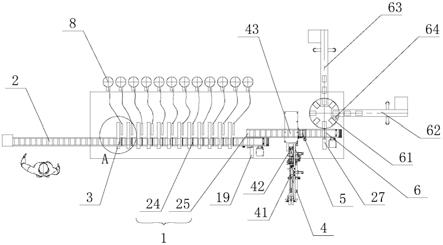
18.图1是本实用新型灌装封膜系统的实施例一的结构示意图。
19.图2是本实用新型灌装封膜系统的实施例二的结构示意图。
20.图3是本实用新型灌装封膜系统的实施例三的结构示意图。
21.图4是图1中a处放大图。
22.图5是图2中b处放大图。
23.图6是图3中c处放大图。
24.图中各标号表示:
25.1、输送轨道;2、上料工位;3、灌装工位;4、封膜工位;41、展膜机构;42、切膜机构;43、定位热封机构;5、检测工位;6、剔废工位;61、剔废拨轮;62、合格品通道;63、不合格品通道;64、挡瓶机构;7、取液池;8、储液罐;9、移液枪;10、移动驱动件;11、升降驱动件;12、灌装孔;13、蠕动泵;14、磁珠灌装孔;15、磁珠蠕动泵;16、带磁珠的储液罐;17、机械手;18、灌针架;19、第一推入部件;20、拉回部件;21、灌针;22、磁珠灌针;23、软管固定架;24、第一输送轨道;25、第二输送轨道;26、第二推入部件;27、第三推入部件。
具体实施方式
26.以下结合说明书附图和具体实施例对本实用新型作进一步详细说明。
27.实施例一
28.图1及图4示出了本实用新型灌装封膜系统的一种实施例,本实施例的灌装封膜系统,包括输送轨道1以及沿输送轨道1输送方向依次布置的上料工位2、灌装工位3、封膜工位4 及检测工位5,检测工位5下游设有用于剔除不合格产品的剔废工位6。
29.该灌装封膜系统,包括输送轨道1及沿输送轨道1输送方向依次布置的上料工位2、灌装工位3、封膜工位4及检测工位5,实现试剂盒灌装、封膜自动化,无需人工转运,降低工人劳动强度,减少人工成本,提高了生产效率,检测工位5下游设有用于剔除不合格品的剔
废工位6,避免人工检测误差,提升了产品质量,结构简单,自动化程度高。
30.本实施例中,输送轨道1包括第一输送轨道24和设于第一输送轨道24一侧的第二输送轨道25,第一输送轨道24的另一侧设有用于将试剂盒从第一输送轨道24推入第二输送轨道 25的第一推入部件19,第一输送轨道24一侧还设有取液池7,取液池7与储液罐8连通,灌装工位3设有移液枪9、用于带动移液枪9在第一输送轨道24与取液池7之间往复移动的移动驱动件10以及用于带动移液枪9升降的升降驱动件11,移液枪9上设有灌装孔12,封膜工位4设于第二输送轨道25上。设置移动驱动件10及升降驱动件11便于移液枪9在取液池7中取液,避免移液枪9的取液路径过长而影响取液和灌装,结构简单,便利可靠。具体地,移液枪9设于升降驱动件11上,升降驱动件11可在移动驱动件10上往复移动,当然,在其他实施例中,移液枪9也可以是在移动驱动件10上往复移动,移动驱动件10设于升降驱动件11上。灌装与封膜在不同的轨道上进行,能够协调灌装和封膜的速度差;设置用于将试剂盒从第一输送轨道24推入第二输送轨道25的第一推入部件19,无需人工转运,进一步降低工人劳动强度,优选地,第一输送轨道24及第二输送轨道25上均设有试剂盒定位装置。根据试剂盒的规格,可以设置多把移液枪9,移液枪9上开设多个灌装孔12,以提高生产效率。优选地,储液罐8下设有称重装置,通过储液罐8内的重量变化可以计量灌装重量。
31.本实施例中,封膜工位4设有展膜机构41、切膜机构42及定位热封机构43。试剂盒完成灌装后进行膜热封,膜包材经过吹离子风除静电后切膜,然后再进行膜定位和热封。
32.检测工位5设有视觉检测机构或者热成像检测机构。检测工位5通过视觉检测或热成像检测对试剂盒的质量进行检测,为下一步剔除不合格品提供依据,保证产品质量。
33.本实施例中,剔废工位6设有剔废拨轮61及用于将试剂盒从第二输送轨道25推入剔废拨轮61的第三推入部件27,剔废拨轮61侧面设有合格品通道62及不合格品通道63,剔废拨轮61与合格品通道62对接处设有挡瓶机构64。第三推入部件27将试剂盒从第二输送轨道25推入剔废拨轮61,检测工位5检测到的不合格品在剔废拨轮61与合格品通道62对接处会有挡瓶机构64挡住合格品通道62,转入不合格品通道63输出,检测工位5检测到的合格品则直接从合格品通道62输出。
34.优选地,第一推入部件19及第三推入部件27均为气缸。
35.本实用新型灌装封膜系统的生产过程如下:首先上料,然后通过第一输送轨道24输送到灌装工位3,再利用移动驱动件10和升降驱动件11实现移液枪9的取液和灌装,灌装完成后第一推入部件19将试剂盒推入第二输送轨道25,在封膜工位4上进行热封,封膜完成后进入检测工位5,检测完成后第三推入部件27将试剂盒推入剔废拨轮61,在检测工位5检测到的合格品从合格品通道62输出,不合格品则从不合格品通道63输出、剔除。
36.实施例二
37.图2及图5示出了本实用新型灌装封膜系统的另一种实施例,本实施例的灌装封膜系统与实施例一基本相同,不同之处在于:
38.本实施例中,输送轨道1包括第一输送轨道24和设于第一输送轨道24一侧的第二输送轨道25,第一输送轨道24的另一侧设有用于将试剂盒从第一输送轨道24推入第二输送轨道 25的第一推入部件19,灌装工位3设于第一输送轨道24上,灌装工位3设有移液枪9,移液枪9上设有灌装孔12,灌装孔12与蠕动泵13连通,蠕动泵13与储液罐8连通,封膜工位4设于第二输送轨道25上。灌装与封膜在不同的轨道上进行,能够协调灌装和封膜的速度差;设
置用于将试剂盒从第一输送轨道24推入第二输送轨道25的第一推入部件19,无需人工转运,进一步降低工人劳动强度,优选地,第一输送轨道24及第二输送轨道25上均设有试剂盒定位装置。根据试剂盒的规格,可以设置多把移液枪9,移液枪9上开设多个灌装孔 12,以提高生产效率。优选地,储液罐8下设有称重装置,通过储液罐8内的重量变化可以计量灌装重量。与实施例一相比,无需设置取液池7、移动驱动件10及升降驱动件11,结构更为简单,缺点在于取液路径长于实施例一,需要用蠕动泵13进行取液。
39.本实施例中,移液枪9上还设有磁珠灌装孔14,磁珠灌装孔14与磁珠蠕动泵15连通,磁珠蠕动泵15与带磁珠的储液罐16连通。用于供应对灌装药液有特殊要求,需要用到磁珠灌装的产品。根据试剂盒的规格,分配移液枪9上开设灌装孔12和磁珠灌装孔14的数量。优选地,带磁珠的储液罐16下设有称重装置,通过带磁珠的储液罐16的重量变化可以计量灌装重量。
40.优选地,第一推入部件19及第三推入部件27均为气缸。
41.本实用新型灌装封膜系统的生产过程如下:首先上料,然后通过第一输送轨道24输送到灌装工位3,用移液枪9进行灌装,灌装完成后第一推入部件19将试剂盒推入第二输送轨道 25,在封膜工位4上进行热封,封膜完成后进入检测工位5,检测完成后第三推入部件27将试剂盒推入剔废拨轮61,在检测工位5检测到的合格品从合格品通道62输出,不合格品则从不合格品通道63输出、剔除。
42.实施例三
43.图3及图6示出了本实用新型灌装封膜系统的第三种实施例,本实施例的灌装封膜系统与实施例一、实施例二基本相同,不同之处在于:
44.本实施例中,输送轨道1包括第一输送轨道24和第二输送轨道25,第一输送轨道24靠近第二输送轨道25的一端设有机械手17和用于将试剂盒从第一输送轨道24推入机械手17 的第二推入部件26,机械手17和第二推入部件26相对布置在第一输送轨道24的两侧,第二输送轨道25靠近第一输送轨道24的一端设有灌针架18和用于将试剂盒从灌针架18拉回第二输送轨道25的拉回部件20,灌针架18与拉回部件20相对布置在第二输送轨道25的两侧,灌针架18上设有灌针21,灌针21与蠕动泵13连通,蠕动泵13与储液罐8连通,封膜工位4设于第二输送轨道25上。设置第一输送轨道24及第二输送轨道25能够协调灌装和封膜的速度差;合理设置机械手17、第二推入部件26、拉回部件20,无需人工转运,进一步降低工人劳动强度。与实施例一、实施例二相比,使用灌针21及蠕动泵13进行灌装。对于 1ml以内的灌装,优选移液枪9进行灌装,灌装精度更高,灌针21及蠕动泵13更适用于对灌装精度要求不高的灌装场景。
45.本实施例中,灌针架18上设有磁珠灌针22,磁珠灌针22与磁珠蠕动泵15连通,磁珠蠕动泵15与带磁珠的储液罐16连通。用于供应对灌装药液有特殊要求,需要用到磁珠灌装的产品。根据试剂盒规格,分配灌针架18上设置灌针21和磁珠灌针22的数量。优选地,带磁珠的储液罐16下设有称重装置,通过带磁珠的储液罐16的重量变化可以计量灌装重量。
46.本实施例中,灌针21与蠕动泵13之间、蠕动泵13与储液罐8之间、磁珠灌针22与磁珠蠕动泵15之间及磁珠蠕动泵15与带磁珠的储液罐16之间均通过输送软管连通,灌针架 18侧面设有软管固定架23。软管固定架23用于固定软管,防止软管窜动影响灌装。
47.优选地,拉回部件20、第二推入部件26及第三推入部件27均为气缸。
48.本实用新型灌装封膜系统的生产过程如下:首先上料,然后第二推入部件26将试剂盒从第一输送轨道24推入机械手17,机械手17再将试剂盒从第一输送轨道24输送到灌针架18 下方进行灌装,灌装完成后拉回部件20将试剂盒从灌针架18拉回第二输送轨道25,在封膜工位4上进行热封,封膜完成后进入检测工位5,检测完成后第三推入部件27将试剂盒推入剔废拨轮61,在检测工位5检测到的合格品从合格品通道62输出,不合格品则从不合格品通道63输出、剔除。
49.虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型。任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围的情况下,都可利用上述揭示的技术内容对本实用新型技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本实用新型技术方案的内容,依据本实用新型技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本实用新型技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1