一种基于大数据物联定量装载系统的制作方法
1.本实用新型涉及装载装置的技术领域,尤其是涉及一种基于大数据物联定量装载系统。
背景技术:
2.目前在红砖的生产过程中,需要用到大量的粉末状固体原料,而这些固体原料的运输方式通常采用货运方式,装车方式为半自动模式。装车过程为通过控制室操作人员操控装车软件和给料机、皮带输送机等设备,同时需要操作人员通过对讲方式指挥地面人员,地面人员再指挥货车司机前后移动车辆,最终达到装满货车的目的。
3.但是现有的装车过程中只能初略的将货车装满,而无法实现对货物定量准确的进行装车,无法满足实际生产中的多种要求,给工作带来不便。
技术实现要素:
4.本实用新型的目的是提供一种基于大数据物联定量装载系统,其通过设置控制系统和称重传感器,实现原料的智能化装载和定量装载,操作更加方便,同时设置四个称重传感器,使称重的数值更加准确。
5.本实用新型的上述发明目的是通过以下技术方案得以实现的:
6.一种基于大数据物联定量装载系统,包括控制系统、装载车、称重组件和皮带输送机,皮带输送机与控制系统电性连接,所述称重组件包括承重平台和称重传感器,地面上开设有凹槽,承重平台水平放置在凹槽内,承重平台的底部设置有支撑杆,称重传感器固定设置在支撑杆远离承重平台的一端,装载车停在承重平台的中心区域,称重传感器与控制系统信号连接。
7.优选地,所述承重平台的上表面设置有两个减速带,两个减速带平行设置,减速带间的距离与装载车前后轮间的长度一致,其中一个减速带固定不动,另一个减速带滑动设置在承重平台的表面。
8.优选地,所述承重平台的上表面对称设置有两个滑槽,滑槽的长度方向与两个减速带的间距方向平行,每个滑槽内均固定设置有一个齿条,齿条的长度方向与滑槽的长度方向平行,滑动设置的减速带的两端分别水平固定设置有连接轴,每个连接轴上均套设有轴承,轴承的外圈同轴套设有齿轮,其中一个齿轮的一端同轴固定连接有驱动电机,承重平台的上表面还设置有滑轨,滑轨的长度方向与滑槽的长度方向平行,滑轨上滑动连接有滑块,驱动电机固定连接在滑块上,驱动电机与控制系统电性连接。
9.优选地,所述称重传感器设置有四个,四个称重传感器分别固定设置于承重平台的四个角落,每个称重传感器均与plc控制器信号连接。
10.优选地,所述控制系统包括plc控制器、按键单元、显示器和算法模块,按键单元、显示器和算法模块均与plc控制器信号连接,按键单元包括电源按钮、皮带输送机控制按钮和电机控制按钮。
11.优选地,所述承重平台的上表面与地面平齐,凹槽的底部固定设置有钢板,称重传感器的一端抵接在钢板上。
12.综上所述,本实用新型的有益技术效果为:
13.1、通过设置控制系统和称重传感器,实现原料的智能化装载和定量装载,操作更加方便,同时设置四个称重传感器,使称重的数值更加准确;
14.2、通过在减速带上设置齿轮、齿条和驱动电机,使其中一个减速带可以移动调节,方便对不同规格的装载车进行限位,使装载车平稳停在承重平台的中心区域,从而使测量更加准确。
附图说明
15.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
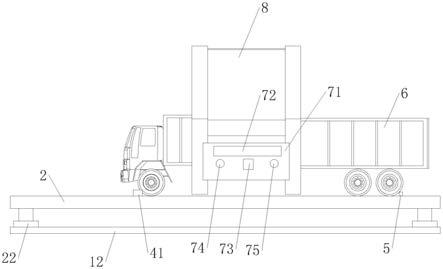
16.图1是本实用新型的整体结构示意图;
17.图2是图1的右视结构示意图;
18.图3是承重平台的俯视图;
19.图4是图3中a部分的局部放大示意图。
20.图中,1、底面;11、凹槽;12、钢板;2、承重平台;21、支撑杆;22、称重传感器;31、滑槽;32、滑轨;33、滑块;41、驱动电机;42、齿条;43、齿轮;44、连接轴;5、减速带;6、装载车;71、plc控制器;72、显示器;73、电源按钮;74、皮带输送机控制按钮;75、电机控制按钮;8、皮带输送机。
具体实施方式
21.以下结合附图对本实用新型作进一步详细说明。
22.参考图1-图4,为本实用新型公开的一种基于大数据物联定量装载系统,包括控制系统、装载车6、称重组件和皮带输送机8,皮带输送机8与控制系统电性连接。控制系统包括plc控制器71、按键单元、显示器72和算法模块,按键单元、显示器72和算法模块均与plc控制器71信号连接,按键单元包括电源按钮73、皮带输送机8控制按钮74和电控制按钮75。称重组件包括承重平台2和称重传感器22,地面1上开设有凹槽11,承重平台2水平放置在凹槽11内,承重平台2的上表面与地面1平齐,方便装载车6行驶到承重平台2上。凹槽11的底部固定设置有钢板12,称重传感器22的一端抵接在钢板12上,防止承重平台2发生倾斜,使称重不准确。承重平台2的底部设置有支撑杆21,称重传感器22固定设置在支撑杆21远离承重平台2的一端,装载车6停在承重平台2的中心区域,称重传感器22与控制系统信号连接。称重传感器22设置有四个,四个称重传感器22分别固定设置于承重平台2的四个角落,每个称重传感器22均与plc控制器71信号连接。
23.承重平台2的上表面设置有两个减速带5,两个减速带5平行设置,减速带5间的距离与装载车6前后轮间的长度一致,其中一个减速带5固定不动,另一个减速带5滑动设置在承重平台2的表面。承重平台2的上表面对称设置有两个滑槽31,滑槽31的长度方向与两个
减速带5的间距方向平行,每个滑槽31内均固定设置有一个齿条42,齿条42的长度方向与滑槽31的长度方向平行,滑动设置的减速带5的两端分别水平固定设置有连接轴44,每个连接轴44上均套设有轴承,轴承的外圈同轴套设有齿轮43,其中一个齿轮43的一端同轴固定连接有驱动电机41,驱动电机41采用伺服电机,承重平台2的上表面还设置有滑轨32,滑轨32的长度方向与滑槽31的长度方向平行,滑轨32上滑动连接有滑块33,驱动电机41固定连接在滑块33上,驱动电机41与控制系统电性连接。
24.上述实施例的实施原理:当需要进行装载时,装载车6行驶到承重平台2,并且使装载车6一端的两个轮子抵接在固定不动的减速带5上,接着通过电控制按钮75打开驱动电机41,驱动电机41带动齿轮43旋转,齿轮43会沿着齿条42的长度方向移动,同时,驱动电机41会在滑块33的作用下一起沿着滑轨32移动,从而带动减速带5移动,直至减速带5移动到装载车6的另一端的两个轮子处,使装载车6熄火时无法移动,保证原料装载时的安全性和稳定性,此时,装载车6位于承重平台2的中心位置;接着通过皮带输送机8控制按钮74启动皮带输送机8,皮带输送机8会向装载车6内输送原料,随着原料的装载,装载车6的重量发生变化,四个称重传感器22将检测到的重量数值发送给plc控制器71,plc控制器71控制算法模块取其平均值,获得精准的装载车6的重量,减去装载车6的初始重量即为原料的重量,当原料达到一定量时,plc控制器71控制皮带输送机8停止送带,最后装载车6驶出承重平台2,减速带5复位即可进行下一次装载。
25.显然,上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而这些属于本发明的精神所引伸出的显而易见的变化或变动仍处于本发明的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1