换盖瓶损包装产品的制作方法
1.本技术涉及一次性包装技术领域,特别涉及一种换盖瓶损包装产品。
背景技术:
2.本发明人1994年发明的“密码防伪标识物(cn2216694y)”俗称电码防伪或数码防伪,其防伪原理是:为每一件产品设置由序列号和随机密码组成的防伪码。它按照一物一码的原则进行使用与管理。防伪码储存备案在接入互联网的防伪查验系统数据库中,当消费者购买到贴有电码防伪标识物的产品后,输入产品上的防伪码,经防伪查验系统查验后,即可获知产品真伪,它突破了传统的防伪产品容易被批量防冒及消费者不易识别的局限性。电码防伪因为电话可查验验证真伪,所以被划归为信息查验类防伪技术,经过近30年的推广普及,现已广泛应用于各行各业的各种产品上。它被中国防伪业界公认为中国第一代信息查验类防伪技术,并被纳入国家标准gb/t19425-2003。
3.中国专利“产品的防伪和物流综合管理方法及其系统(cn100390824c)”完善升级了上述“密码防伪标识物(cn2216694y)”技术,提供了一种产品生产、库存、运输、销售和售后的防伪/溯源方法,包括中心数据库连接查询站点和溯源管理网络,消费者用户可以通过智能手机自行鉴别产品真伪,企业在产品的生产至零售环节均可利用防伪码/溯源码对产品进行登记,并可利用统计分析系统实时追溯产品的物流情况,该发明综合了产品防伪和溯源两种功能,为消费者用户提供鉴别真伪的同时,也为企业实时追溯产品的物流情况提供了方便。
4.本发明人从事防伪产品研发与生产近30年,国际国内许多知名品牌润滑油产品,都使用了本发明人的纹理防伪技术(结构纹理防伪方法/cn1074563c)或锯齿防伪技术(手机识别编码锯齿防伪方法/cn104794629b)。其中“手机识别编码锯齿防伪方法”于2017年10月被国家级防伪技术评审委员会评定为我国唯一的一项“防伪特征信息(即随机锯齿)不可复制”的信息查询类防伪技术。造假者几乎无法伪造其防伪标识,所以,造假形式具有了新的动向。润滑油产品客户反映,现存的主要造假方式为:回收旧瓶(真瓶),灌装假油,换上新盖(假盖),正所谓真瓶装假油。一个1-2升的名牌润滑油塑料瓶,市场回收价约为5-10元。许多汽车维修店都在收集和出售润滑油旧瓶。造假者用回收来的旧瓶灌注假冒润滑油、换上新的螺纹瓶盖后,冒充真油大量出售。
5.调查发现,采用现行卷边封口、滚边封口、滚纹封口、压盖封口、旋盖封口等封口技术的瓶装产品,造假者均可想方设法把瓶盖去掉(例如锯掉、砸掉、拔掉、剥掉等),而不会损坏瓶子。调查还发现,将这种没有损坏的旧瓶灌上假冒润滑油等产品、换上新的假盖后,冒充真油等原装产品出售,已成为主流造假方式。如何防止真瓶换装假盖,已成为润滑油等瓶装产品行业亟待解决的技术难题。
技术实现要素:
6.本技术的目的:提供一种换盖瓶损包装产品,通过换盖瓶必损的技术措施,堵住真
瓶换装假盖的技术漏洞。
7.为解决上述技术问题,本技术提供一种换盖瓶损包装产品,包括瓶及瓶内产品,其特征在于:瓶口上设置有(不是用可重复使用的螺纹瓶盖封闭的而是仅)一次性(使用的)易拉盖,最好易拉盖裸露可见,未被(不透明物体)遮挡视线;瓶上放置有可重复使用的备用瓶盖(以备于易拉盖的舌片拉开后用它盖住瓶口);瓶内剩余产品可被备用瓶盖盖住。换言之,消费者购买产品前,瓶口是用一次性使用的易拉盖封闭的(不是用可重复使用的瓶盖封闭的);瓶上放置有可重复使用的备用瓶盖,以备消费者拉开(易拉盖上的)舌片后,用它(即备用瓶盖)盖住瓶口、封存瓶内剩余的产品。
8.可取的是,所述的换盖瓶损包装产品,其特征在于:瓶口外壁设置有外拐凸缘、易拉盖的盖缘紧包在外拐凸缘上,或/和易拉盖边缘具有锯齿、锯齿被扎入塑料瓶颈,扎入深度最好为瓶颈壁厚的10-50%。最好是外拐凸缘与瓶颈侧壁形成倒钩,从而结合的更加牢固,以确保不会发生渗油漏油的质量事故。这样一来,如果造假者强行拔出易拉盖,锯齿就会划破瓶颈,产生换盖瓶必损的技术效果。
9.由于现行易拉盖几乎全都是铝质的,薄且软;更由于塑料、玻璃等瓶口无法采用二重卷封技术,仅适合采用滚边封口工艺,因此其盖缘较易撬开、剥离。可取的是,所述的换盖瓶损包装产品,其特征在于:易拉盖(片材的)边缘区具有金属加强层,金属加强层用以提高(所制成的)盖缘的抗弯强度;或者,易拉盖采用厚度≥0.32mm的马口铁(行业标准0.16-0.25mm),从而增加盖缘的撬开难度。换言之,易拉盖边缘区被加厚、盖缘强度被增大、或硬度被提高。这样一来,如果强行撬剥盖缘必然损坏瓶口,从而到达换盖必然破坏瓶子的技术目的。相反,如果不增设金属加强层,依据现行标准在瓶口上卷封铝质易拉盖,则其铝质盖缘就会容易被撬开剥除,且不易损坏瓶口,达不到换盖必然破坏瓶子的技术目的。
10.可取的是,所述的换盖瓶损包装产品,其特征在于:易拉盖(片材的)边缘区的抗弯强度是舌片区的2-12倍;或者,易拉盖(片材的)边缘区的厚度是舌片区(厚度)的1.25-7.5倍。
11.可取的是,所述的换盖瓶损包装产品,其特征在于:易拉盖(片材)采用铝质材料,金属加强层采用铁质材料或采用钢质材料。
12.可取的是,所述的换盖瓶损包装产品,其特征在于:易拉盖上冲压成型有孔径为1-4mm、孔深为2-8mm的撬杠插孔及其向内(凸起的)凸台;撬杠插孔用以插入撬杠、撬开舌片。这里之所以要设置撬杠插孔,理由之一是因为用撬杠撬开舌片相比于用现行拉环拉起舌片,使用更省力(因为杠杆省力),生产更简单(无需铆接拉环),质量更可靠(不会从铆钉缝隙渗漏),成本更低廉;而且汽车上一般都配备有可当作撬杠使用的改锥等杠杆;理由之二是凸台可起支撑作用从而防止补盖。
13.可取的是,所述的换盖瓶损包装产品,其特征在于:瓶上设有盖座,备用瓶盖放置在盖座上;或者,瓶上设有卡扣,撬杠放置在卡扣上;或者,备用瓶盖(与瓶一起一次成型)藕断丝连式地连接在瓶上;或者,备用瓶盖或/和密封垫是透明的,这样一来,购买者就能透过透明备用瓶盖看见舌片是否已拉开,以防开启后的润滑油等产品被二次销售。
14.可取的是,所述的换盖瓶损包装产品,其特征在于:在瓶颈与易拉盖结合部的盖缘内,填充有密封胶。这样一来,就可确保不发生渗油漏油的质量事故。
15.可取的是,所述的换盖瓶损包装产品,其特征在于:瓶颈连结盖筒,盖顶设有易拉
盖;盖筒与瓶颈构成死结、强拆即损,合二为一成一种具有易拉盖的瓶子头部——(本技术称之为)易拉头;其中,盖筒与易拉盖构成易拉头盖。
16.可取的是,所述的换盖瓶损包装产品,其包括下列
①‑⑥
中任一项或多项所述的优选技术特征。
17.优选技术特征
①
:易拉头盖的盖筒设置于瓶颈内或外。最好将盖筒与瓶颈粘合在一起,使易拉头盖与瓶颈粘合为一体,无法拆开,以产生换盖瓶必损的技术效果。
18.优选技术特征
②
:瓶颈上设有至少一圈易于断裂的薄弱区。这样一来,若造假者欲用力取下易拉头盖,就会导致瓶颈从薄弱区域断裂,从而产生换盖瓶必损的技术效果。
19.优选技术特征
③
:易拉头盖的盖筒采用金属材质,用以形成金属瓶口,易拉盖(采用现行二重卷封工艺和设备)卷封钩合在金属瓶口上,用以杜绝卷边被撬开的可能,产生换盖瓶必损的技术效果。
20.优选技术特征
④
:易拉头盖的盖筒顶部设有缩口,易拉盖位于盖筒内的顶部,从盖筒内封住缩口。这样一来,就可防止造假者撬开易拉盖的盖缘,产生换盖瓶必损的技术效果。
21.优选技术特征
⑤
:易拉头盖的盖筒外壁与瓶颈内壁粘合在一起;易拉盖的位置最好低于或水平于瓶口位置,以产生换盖瓶必损的技术效果。
22.优选技术特征
⑥
:易拉头盖的盖筒外壁光滑圆润(没有防滑设计)。
23.优选技术特征
⑦
:瓶颈粘结(即粘死)盖筒,这样一来,就可产生换盖瓶必损的技术效果。
24.优选技术特征
⑧
:瓶颈内设有颈内口及其防尘封口贴。
25.可取的是,所述的换盖瓶损包装产品,其包括下列
①‑④
中任一项或多项所述的优选技术特征。
26.优选技术特征
①
:在盖缘下方的瓶颈外壁上,设有许多凹槽/凸楞。这样一来,即便是造假者剪掉(或锯掉)了易拉盖,残余瓶颈因为是具有许多凹槽/凸楞的粗糙面,所以造假者换上新的假冒易拉盖后,必然在残余瓶颈与假冒易拉盖之间形成许多缝隙,从而导致密封不严、渗漏。由此可见,瓶颈下段侧壁具有许多凹槽/凸楞,瓶颈上段侧壁光滑圆润的设计,可使回收旧瓶所装的假冒产品发生渗漏质量事故,具有防回收造假的作用,具有换盖瓶必损的技术效果。
27.优选技术特征
②
:盖缘下方的瓶颈长度≤盖缘高度(最好等于零长度)。这样一来,就可确保造假者剪掉旧易拉盖后,盖缘下方的瓶颈长度因为变短(最好缩短到5mm以下)或没有了瓶颈,就可导致现行封盖机的滚轮无工位作业,或导致易拉盖无处安放,从而产生换盖瓶必损的技术效果。换言之,造假者剪掉旧易拉盖后,残余瓶颈的长度太短,没有工位再卷封一个新的易拉盖。研究显示:瓶颈长度为1-1.9倍盖缘高度时,造假者剪掉旧易拉盖后,残余瓶颈的长度不足以卷封(或粘结)住一个新的易拉盖。
28.优选技术特征
③
:瓶颈上段细短、下段粗大,易拉盖设置在上段的细短颈上,盖缘下方细短颈的长度≤盖缘高度。
29.优选技术特征
④
:易拉盖的盖缘上方设有密封垫,(润滑油等产品被首次开瓶使用后可用)备用瓶盖压紧密封垫,将瓶内剩余润滑油等产品封存。
30.可取的是,所述的换盖瓶损包装产品,其特征在于:瓶颈连结盖筒并构成死结(例
如粘结或焊接或铸结或熔结或榫卯连结或铆接等各种适宜的死结),二者合为一体无法完整拆开(若遇强拆,瓶颈必被损毁);易拉盖连结(例如采用模内注塑、卷封、电磁焊、粘结等工艺)在盖筒顶部,从而构成一种特制的易拉头盖。润滑油厂家可向注塑厂家订制采购这种易拉头盖。这样一来,生产时,就可采用如下工艺:往瓶里灌注润滑油
→
往瓶颈外壁涂刷可自然干燥的胶水
→
将易拉头盖套在瓶颈上端
→
等待易拉头盖与瓶颈粘合固化
→
装箱入库。
31.可取的是,所述的换盖瓶损包装产品,其特征在于:在易拉盖的背面或/和正面,设有防伪码/溯源码。最好将易拉盖背面的码与正面的码一一对应起来,存储备案到查验系统数据库中。
32.本技术所述的易拉盖及封口(或粘结)工艺,是成熟的现有技术。《百度百科》解释:易拉盖是食品罐头加工行业中金属罐头所用的盖子。易拉盖的工序:铁皮
→
基础盖成型
→
拉环组合成型
→
后处理工序
→
成像视觉检测
→
集盖包装。易拉盖有圆形和非圆形两大类,异形易拉盖是指非圆形易拉盖,如椭圆形、方形、马蹄形等。易拉盖是用于罐头封盖和开启之用,其上预刻有一定深度的切线(也称刻痕线),其舌片上铆有拉环,用手拉起拉环时,能沿切线撕下舌片,开启产品。
33.与现有技术相比,本技术换盖瓶损包装产品,可以产生如下有益效果。
34.其一、换盖瓶损。易拉盖卷封或滚封到瓶口上后,盖缘等部件与瓶合为一体,除非锯开,否则无法拆分。舌片被拉起后,盖缘仍留在瓶上。盖缘无法拆卸,强拆必然导致瓶子被损毁。由此可见,本技术通过换盖瓶损的技术措施,名副其实地堵住了真瓶换装假盖的技术漏洞。
35.其二、因为易拉盖在卷封或滚封时,需要特殊的封盖机等较大的专用设备,个体造假者一般没有封盖机,因而可预防回收旧瓶(真瓶)、换上新盖(即假盖)的真瓶装假品的造假行为。
36.其三、锯掉易拉盖后残余瓶颈很短(甚至短至无残余瓶颈),将导致现行封盖机的卷封滚轮无工位作业,或将导致易拉盖无处安放,从而可产生换盖瓶必损的技术效果,防止造假者旧瓶换新盖的造假行为。
37.其四、即便是造假者锯掉易拉盖,也会因残余瓶颈侧壁有许多凹槽/凸楞,而导致换盖后的假冒产品密封不严、沿凹槽等缝隙渗漏,从而可产生换盖瓶必损的技术效果,防止造假者旧瓶换新盖的造假行为。
38.其五、造假者锯掉易拉盖后,瓶上仅剩下下段的粗大颈,残余的粗大颈将导致造假者无法将原样大小的假冒易拉盖更换上去,从而可产生换盖瓶必损的技术效果,防止造假者旧瓶换新盖的造假行为。
39.其六、裸露可见未被遮挡视线的易拉盖是否已被开启,购买者一眼就可看见,若是将备用瓶盖从盖座上取下来、盖到瓶口上再出售,购买者必然怀疑其是旧瓶装的假冒产品。
40.其七、具有金属加强层的易拉盖,可阻止造假者剥开盖缘、防止造假者回收旧瓶。
41.其八、用撬杠撬开舌片相比于用现行拉环拉起舌片,使用更省力(因为杠杆省力),生产更简单(因为无需铆接拉环),质量更可靠(没有铆钉所以不会有从铆钉缝隙渗漏的问题发生)。
附图说明
42.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是本技术的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
43.图1为本技术(实施例一)中的一种换盖瓶损包装产品的结构示意图。
44.图2为本技术实施例中用到的两种易拉盖的结构示意图。
45.图3为本技术(实施例二)中的一种换盖瓶损包装产品的结构示意图。
46.图4为本技术(实施例一)中的另一种换盖瓶损包装产品的结构示意图。
47.图5为一种现行瓶装润滑油产品的外形结构示意图。
48.图6本技术(实施例三)中的一种换盖瓶损包装产品结构示意图。
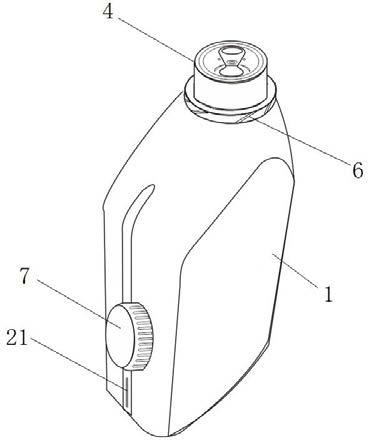
49.图7为图6中的换盖瓶损包装产品拉开舌片后盖上备用瓶盖时的结构示意图。
50.图8为本技术(实施例四)中的一种换盖瓶损包装产品的结构示意图。
51.图9为本技术(实施例三)中的易拉盖与瓶颈之间的卷封结构示意图。
52.图10为本技术实施例中用到的一种易拉盖的截面结构示意图。
53.图11为本技术(实施例一)中的另一种换盖瓶损包装产品的外形结构示意图。
54.图12为图11中的易拉盖被剪去后残余瓶颈(很短)的结构示意图。
55.图13为本技术(实施例五)中的一种换盖瓶损包装产品局部剖面结构示意图。
56.图14为本技术(实施例六)中的一种(细短颈)换盖瓶损包装产品的结构示意图。
57.图15为现行易拉盖与瓶颈之间的一种卷封结构示意图。
58.图16为图15中易拉盖的盖沿上套有密封垫的结构示意图。
59.图17为本技术(实施例七)中的一种换盖瓶损包装产品的结构示意图。
60.图18为图17中用到的一种易拉头盖的结构示意图。
61.图19为本技术(实施例八)中的一种(缩口)易拉头盖结构示意图。
62.图20为图19中a-b位置的截面结构示意图。
63.图21为图19中的(缩口)易拉头盖连结在瓶颈内的截面结构示意图。
64.图22为一种现行瓶装润滑油产品开盖后的外形结构示意图。
65.图23为本技术(实施例一)中的一种易拉盖滚封到玻璃瓶的截面结构示意图。
66.图24为本技术(实施例一)中的一种易拉盖用圆形铁片示意图。
67.附图标号说明:1-瓶、2-螺纹瓶盖、3-瓶颈、4-易拉盖、5-瓶口、6-螺纹、7-备用瓶盖、8-切线、9-密封胶、10-插孔、11-盖缘高度、12-舌片、13-拉环、14-瓶颈长度、15-外拐凸缘、16-细短颈、17-粗大颈、18-凹槽/凸楞、19-盖缘(亦称盖楞)、20-盖座、21-撬杠、22-密封垫、23-倒钩、24-盖筒、25-薄弱区、26-易拉头盖、27-缩口、28-金属加强层、29-瓶身最高点、30-颈内口、31-防尘封口贴、32-锯齿、33-圆形铁片。
具体实施方式
68.本技术的核心是提供一种换盖瓶损包装产品,以杜绝回收旧瓶、换上新盖的真瓶假油造假行为。
69.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例
中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本技术保护的范围。
70.实施例一。
71.参考图1和图11,图1和图11为本技术中的两种换盖瓶损包装产品的结构示意图。首先,参考图1,吹塑一种瓶颈长度14为35mm、瓶口5外径为38mm的塑料瓶1。其次,参考图11,吹塑一种瓶颈长度14为9mm、瓶口5外径为38mm的塑料瓶1。
72.也可参考图4,图4为本技术中的一种换盖瓶损包装产品的结构示意图。吹塑一种瓶颈长度14为30mm、瓶口5外径为38mm的塑料瓶1,备用。
73.再参考图2和图10,图2为两种易拉盖4的结构示意图,图10为易拉盖卷封后的一种截面结构示意图。向易拉盖4制造厂订购一种卷边内径为40mm、卷边外径为42mm、冲压成型有从背面看是凸台、从正面看是撬杠插孔10的、盖缘高度(也即卷边高度)11为5mm的易拉盖4,并要求易拉盖4制造厂在卷边区域(即边缘区域)贴合一圈金属(例如钢性很强的马口铁)加强层28。当然,也可要求易拉盖4制造厂将卷边区域(即边缘区域)进行局部增厚或局部淬火,以形成(局部)金属加强层28。
74.可取的是,参见图9,所述瓶颈3上端具有加宽了的外拐凸缘15,外拐凸缘15最好与瓶颈3侧壁形成(例如1mm)的倒钩23,使易拉盖4的盖缘19更加牢固地扣合在外拐凸缘15上,以确保不会发生渗油、漏油、脱落等质量事故。
75.可取的是,向制造厂订购一种如图24所示的边缘不整齐(即锯齿边)的易拉盖4用圆形铁片33,以便将锯齿32扎入塑料瓶颈3。这样一来,如果造假者强行拔出易拉盖4,锯齿32就会划破瓶颈3,从而产生换盖瓶必损的技术效果。
76.还可参考图23,图23为本技术的一种易拉盖滚封后的截面结构示意图。向制造厂订购一种如图23所示的滚封用易拉盖4,特别要求制造厂在边缘区进行局部增厚,以形成(局部)金属加强层28。瓶颈3上端具有加宽了的外拐凸缘15,所以可使易拉盖4牢固地扣合在外拐凸缘15上,以确保不会被造假者撬开盖缘19。
77.往塑料瓶1内灌满润滑油等产品,然后,采用封盖机将易拉盖4卷封到瓶颈3上端,从而将瓶口5封死,即成一种换盖瓶损包装产品。
78.由于易拉盖4及其封盖机器均是现有成熟技术和设备,因此,这里不再赘述其是如何使用其封口的。
79.本例图11中,瓶颈长度14为9mm,盖缘高度11为5mm,瓶颈长度14与盖缘高度11的比值为9/5=1.8。这样一来,造假者剪去易拉盖4后的残余瓶颈(参见图12)3因为高度很矮(矮于9-5=4mm甚至为0),将导致现行封盖机的卷封滚轮无工位作业,或将导致易拉盖4无处安放,从而可防止造假者旧瓶换新盖的造假行为。因而可有效杜绝回收旧瓶、换上新盖的真瓶假油造假行为。
80.本例中,因为在易拉盖4卷边区域(即形成盖缘19的局部区域)增设了金属加强层28,盖缘19钢性被增强、硬度被增大,所以造假者极难撬开卷边。如果强行撬剥卷边构成的盖缘19必将损坏塑料瓶口5,从而到达防止回收旧瓶造假的技术效果。相反,如果不增设有金属加强层28,依据现行标准在塑料瓶口5位置卷封铝质的易拉盖4,则其铝质卷边构成的盖缘19就会容易被撬开剥除,且不易损坏瓶口5,就达不到防止回收旧瓶造假的技术效果。
研究显示:由于仅易拉盖4卷边所在的局部区域增设了金属加强层28,而易拉盖4中心区域继续保持了原有的薄且软的特性,因此,照样容易拉开,换言之,本例设计保持了易拉盖4的原有易拉特性。
81.实施例二。
82.参考图3,图3为本技术中的一种换盖瓶损包装产品的结构示意图。首先,吹塑一种瓶颈长度14为35mm、瓶颈3下段侧壁上设有许多凹槽或凸楞18(上段侧壁上没有凹槽或凸楞18)、瓶口5外径为38mm的塑料瓶1,备用。
83.参考图2和图10,图2为两种易拉盖4的结构示意图,图10为易拉盖卷封前的一种截面结构示意图。订购一种卷边内径为40mm、卷边外径为42mm、盖缘高度11为5mm的易拉盖4,备用。
84.往制备好的上述塑料瓶1内灌满润滑油等产品,然后,采用封盖机将易拉盖4卷封到瓶颈3上段,从而将瓶口5封死,即成一种换盖瓶损包装产品。
85.这样一来,即便造假者剪掉(或锯掉)易拉盖4,残余瓶颈3因为具有许多凹槽或凸楞18,所以造假者换上新的假冒易拉盖4后,必然在残余瓶颈3与假冒易拉盖4之间形成许多缝隙,从而导致密封不严、渗漏。由此可见,瓶颈3下段设置的凹槽或凸楞18,可使回收旧瓶所装的假冒产品发生漏油渗油等质量事故,具有防回收造假的作用。
86.实施例三。
87.参考图7,图7为本技术中的一种换盖瓶损包装产品使用备用瓶盖时的结构示意图。首先,吹塑一种瓶颈长度14为35mm、瓶口5外径为38mm、预制有盖座20的塑料瓶1。这里所述的盖座20可以是挂钩、支架、粘扣、储物盒等任何可存放备用瓶盖7的小部件。
88.参见图6,注塑一种内径为40mm、高度为45mm、透明的备用瓶盖7,并将备用瓶盖7存放在瓶子上,例如隐藏在瓶底,存放在瓶子的上下左右以及前后等任何不碍事、不影响美观的位置。
89.参考图2和图10,图2为两种易拉盖4的结构示意图,图10为易拉盖的一种截面结构示意图。订购一种卷边内径为40mm、卷边外径为42mm、盖缘高度11为5mm的易拉盖4,备用。
90.往制备好的塑料瓶1内灌满润滑油等产品,然后采用封盖机将易拉盖4卷封到瓶颈3上端,从而将瓶口5封死,即成一种换盖瓶损包装产品。
91.鉴于现行易拉盖4的外拐凸缘15很窄(普遍窄于1mm),其盖缘19(参见图15)为尖顶,不利于密封。因此,可将易拉盖4的外拐凸缘15加宽(参见图9);以供备用瓶盖7(最好用密封圈)压在稍宽的盖缘19上,将未用完的润滑油等产品密封盖紧,以免渗漏。
92.可取的是,产品出厂后至消费者购买前,仅用一次性使用的易拉盖4的舌片12将瓶口5封闭、保证易拉盖4不被遮挡视线,并在瓶身上放置可重复使用的透明的备用瓶盖7;这样一来,消费者买到产品且拉开舌片12倒出产品后,就可从盖座20上取出备用瓶盖7用之代替舌片12盖住瓶口5(参见图7),将瓶1内剩余的产品封存。
93.还有可取的是,易拉盖4的盖缘19上套有橡胶密封垫22;以供备用瓶盖7压在橡胶密封垫22上,从而将未用完的润滑油等产品密封盖紧。
94.还有可取的是,备用瓶盖7内设有透明密封垫22。这样一来,购买者就能透过透明备用瓶盖7和透明密封垫22,明显看见易拉盖4的舌片12是否已拉开,以防开启后的润滑油等产品被二次销售。
95.实施例四。
96.参考图8,图8为本技术中的一种换盖瓶损包装产品的结构示意图。首先,吹塑一种瓶颈长度14为35mm、瓶口5直径为38mm的塑料瓶1,备用。
97.需要强调的是,瓶颈长度14应为20-80mm,瓶口5所在位置高于瓶身最高点29所在位置20mm以上。这样一来,现行封盖机才有机位旋转工作;相反若瓶颈长度14低于20mm则封盖机才无法工作。
98.参考图2和图10,图2为两种易拉盖4的结构示意图,图10为易拉盖的一种截面结构示意图。订购一种卷边内径为40mm、卷边外径为42mm、盖缘高度11为5mm的易拉盖4,备用。
99.往制备好的上述塑料瓶1内灌满润滑油等产品,然后,采用封盖机将易拉盖4卷封(或粘结)到瓶颈3上端,从而将瓶口5封死,即成一种换盖瓶损包装产品。
100.可取的是,参见图9,在瓶颈3与易拉盖4之间,填充有密封胶9。这样一来,就可确保不发生渗油漏油等质量事故。
101.实施例五。
102.参考图13,图13为本技术中的一种换盖瓶损包装产品局部剖面结构示意图。首先,吹塑一种瓶颈长度14为35mm、瓶口5直径为38mm、瓶颈3上端设有加宽了的外拐凸缘15的塑料瓶1,备用。
103.往制备好的上述塑料瓶1内灌满润滑油等产品,然后采用电磁热压封盖机将易拉盖4热压粘结到瓶颈3上段的外拐凸缘15上,从而将瓶口5封死,即成一种换盖瓶损包装产品。
104.实施例六。
105.结合上述各实施例并参考图14,图14为本技术中的一种(设有细短颈的)换盖瓶损包装产品的结构示意图。不同之处在于:瓶颈3上段较细短、下段较粗大,易拉盖3卷封在上段的细短颈16上。
106.可取的是,细短颈16的长度与盖缘高度11的比值为1-1.9;或/和,细短颈16的长度减去盖缘高度11的差值(也即残余细短颈16的高度)≤10mm或5mm或3mm。换言之,细短颈16的长度比盖缘高度11略长一点(甚至相等)。这样一来,造假者剪掉(或锯掉)易拉盖4后,细短颈16因为变短(最好缩短到5mm以下)或没有了细短颈16,或者仅剩下了下段的粗大颈17,这将导致现行封盖机的卷封滚轮无工位作业,或将导致易拉盖4无处安放,从而防止造假者旧瓶换新盖的造假行为。由此可见,瓶颈3上段细短、下段粗大的设计,具有防回收造假的作用。
107.实施例七。
108.参考图17,图17为本技术中的一种换盖瓶损包装产品的结构示意图。首先,吹塑一种瓶颈长度14为25mm、瓶颈外径为38mm的塑料瓶1,备用。并注塑一种内径为38.2mm、长度为33mm、壁厚为1mm的一段盖筒24,备用。盖筒24既可以采用塑料材质,也可以采用金属材质,还可采用陶瓷、玻璃等非金属材质。为了增加盖筒24被人为取下的难度,盖筒24外壁最好是光滑圆润的,换言之,盖筒24外壁最好没有设置现行螺纹瓶盖2那样的防滑纹。
109.将图2所示的易拉盖4卷封到盖筒24顶部,以制成一种易拉头盖26(参见图18)。
110.这样一来,润滑油厂家就可采用如下工艺:往塑料瓶1里灌注润滑油
→
往瓶颈3外壁涂刷可自然干燥的密封胶9
→
将易拉头盖26中的盖筒24套在瓶颈3上
→
等待盖筒24与瓶
颈3粘合固化为一体
→
装箱入库,从而生产出一种换盖瓶损包装产品。
111.上述盖筒24与瓶颈3的连结,既可采用盖筒24内壁与瓶颈3外壁的外套设计,也可采用盖筒24外壁与瓶颈3内壁的内塞设计。均可采用粘合、熔合、注塑连结(例如将金属盖筒24与塑料瓶1注塑在一起)、电磁感应热焊等现行各种连结工艺。无论采用何种连结工艺,均须满足一旦连结,即合为一体,构成死结,无法分开为技术标准。
112.可取的是,瓶颈3上设有至少一个易于断裂的薄弱区25;例如在瓶颈3上切削一圈沟槽,使所切削区变薄,也可通过模具设计预留一圈薄弱区25,还可将瓶颈3刻意设计的脆弱一些,使其更易碎裂。这样一来,若造假者欲用力取下易拉头盖26,就会导致瓶颈3从薄弱区25断裂,从而破坏塑料瓶1,使其失去回收再用的价值。
113.为了尽量少改动润滑油灌装生产线,可取的是,瓶颈3上端设有外螺纹6,易拉头盖26中的盖筒24设有相吻合的内螺纹6。这样一来,仅需在现行润滑油灌装生产线上适当位置,加装一个喷胶机,用喷嘴往瓶颈3上端的外螺纹6区域喷涂密封胶9等粘合剂,像现行加装螺纹瓶盖2那样将易拉头盖26拧上,待瓶颈3上的外螺纹6与易拉头盖26之盖筒24的内螺纹6粘合牢固后,即可完成生产。
114.实施例八。
115.参考图19和图20,图19为本技术用到的一种(缩口)易拉头盖结构示意图。图20为图19中a-b位置的截面结构示意图。
116.可取的是,注塑一种缩口27的盖筒24,将易拉盖4从盖筒24内封住(例如粘住/铆住)缩口27。参考上述实施例七的有关步骤,将所制成的(缩口)易拉头盖26套在瓶颈3外并粘合起来,即可制成一种换盖瓶损包装产品。这样一来,就可防止造假者撬开易拉盖4的卷边,从而增加回收旧瓶的造假难度。
117.实施例九。
118.参考图21,图21为一种(缩口)易拉头盖连结在瓶颈内的截面结构示意图。可取的是,将上例所制成的(缩口)易拉头盖26塞入瓶颈3内(参见图21)。例如在瓶颈3内制出内螺纹6,(缩口)易拉头盖26的盖筒24外壁制出相吻合的外螺纹6,并在外螺纹6上涂抹密封胶9等粘合剂后,将(缩口)易拉头盖26塞入瓶颈3内,并使盖顶位置低于或水平于瓶口5位置,拧紧并粘合,即可制成一种换盖瓶损包装产品。
119.再例如,在瓶颈3内设置倒刺(即捯齿)等止回结构,(在缩口)易拉头盖26的盖筒24外壁制出相应的倒刺等止回结构,并在盖筒24外壁上涂抹密封胶9等粘合剂后,将(缩口)易拉头盖26塞入瓶颈3内并粘合,即可制成一种换盖瓶损包装产品。
120.为了避免将易拉头盖26塞入瓶颈3内时,粘合剂等粉尘意外落入瓶内污染润滑油等产品,可取的是,于吹塑时在瓶颈3内预留一个环形台阶以形成颈内口30,并在颈内口30上粘贴一个防尘封口贴31。换言之,瓶颈3内设有颈内口30及其防尘封口贴31。
121.这样一来,造假者如果强行取出瓶颈3内的(缩口)易拉头盖26,必然损坏塑料瓶口5位置的瓶颈3,从而达到换盖必然破坏瓶子的技术目的。相反,如果将所制成的(缩口)易拉头盖26套在瓶颈3外时,造假者如果小心翼翼地强行取下瓶颈3外的(缩口)易拉头盖26,则有可能不太会损坏塑料瓶口5位置的瓶颈3,相对而言,难以达到换盖必然破坏瓶子的技术目的。
122.上述各例,仅用塑料瓶进行了举例说明,实施时,应不限于塑料材质的瓶子。应当
指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1