一种充磁机的磁钢片送料检测机构的制作方法
1.本实用新型涉及一种工件加工装置,尤其是涉及一种充磁机的磁钢片送料检测机构。
背景技术:
2.磁钢片为使用在电机上的一个部件,其需要经过充磁而具有磁性。磁钢片呈条状,其两侧表面具有一定的弧度,即一侧凸而一侧凹,在充磁时需要正确的摆放,从而使正确的形状下其具有对应正确的磁性。磁钢片可通过机械化的输送进行其摆放位置的检测,摆放正确就继续输送向充磁机进行充磁,不正确就剔除掉,本实用新型就是要设计一款磁钢片送料检测机构,实现磁钢片的有序输送。
技术实现要素:
3.本实用新型的目的是克服现有技术的不足,提供一种充磁机的磁钢片送料检测机构,可以对磁钢片进行输送检测,正确摆放的磁钢片输送向充磁机,错误的进行剔除,从而可以代替人工进行批量化的输入,提高机械化自动化水平,提高输送效率。
4.本实用新型采用以下技术方案:一种充磁机的磁钢片送料检测机构,包括用于容纳磁钢片进行排布输送的料道、设置于料道输入端用于推送磁钢片的推送组件、设置于料道侧边用于对磁钢片表面进行检测的检测组件、设置于料道下部与检测组件对应位置的用于开启时磁钢片下落的落料组件,磁钢片由料道的输入端上方放入,推送组件推送磁钢片到达检测组件处进行表面检测,当推送组件检测到磁钢片摆放不正确时反馈至落料组件,令落料组件开启使磁钢片下落;摆放正确的磁钢片随着推送组件的工作,逐个被推向料道的输出端。
5.作为一种改进,推送组件包括推送气缸和连接于推送气缸上的推块,推块在进入料道时推送磁钢片。
6.作为一种改进,料道设置为平行排列的两条,检测组件为两组,分别在两条料道的外侧进行布置;落料组件为两组并分别对应两条料道。
7.作为一种改进,检测组件包括检测头和驱动检测头平移进入或离开料道的第一驱动组件。
8.作为一种改进,落料组件包括支撑件和驱动支撑件平移开放或封闭料道底部空间的第二驱动组件。
9.作为一种改进,落料组件位于检测组件的后方。
10.本实用新型的有益效果:料道输入端上方可通过输送带放入磁钢片,由推送组件对料道上的磁钢片进行确定距离的逐个位移推送,在到达检测组件处时完成磁钢片摆放正反面的检测,摆放正确的继续输送向后序的充磁机,摆放错误的进行剔除,从而可以实现机械化自动化的输送并完成充磁,提高输送效率,解放劳动力。
附图说明
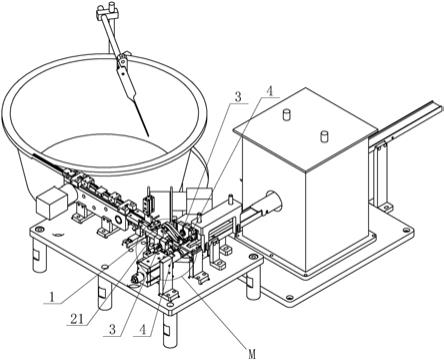
11.图1是本实用新型的立体结构示意图。
12.图2是本实用新型的纵向截面结构示意图。
13.图3是图1中m处的放大图。
具体实施方式
14.以下结合附图对本实用新型的具体实施例做详细说明。
15.如图1、2、3所示,为本实用新型充磁机的磁钢片送料检测机构的具体实施例。该实施例包括用于容纳磁钢片进行排布输送的料道1、设置于料道1输入端用于推送磁钢片的推送组件21、设置于料道1侧边用于对磁钢片表面进行检测的检测组件3、设置于料道1下部与检测组件3对应位置的用于开启时磁钢片下落的落料组件4,磁钢片由料道1的输入端上方放入,推送组件21推送磁钢片到达检测组件3处进行表面检测,当推送组件21检测到磁钢片摆放不正确时反馈至落料组件4,令落料组件4开启使磁钢片下落;摆放正确的磁钢片随着推送组件21的工作,逐个被推向料道1的输出端。
16.本实用新型在使用时,料道1的输入端上部设置用于输入的输送线,该输送线连接振动盘,振动盘内放置磁钢片,通过振动将磁钢片送入输送线,磁钢片从输送线的输出端落入料道1的输入端,此时磁钢片正反面的凹或凸并未确定(该正反面朝向侧边);料道1的入口端开放,便于布置推送组件21,料道1上输送的动力由推送组件21提供,即磁钢片在料道1上前后抵触排列,移动由推送组件21的依次行进位移确定的一个行程距离,从而实现料道1上的磁钢片行进位置准确可控,在料道1处配合设置检测组件3,检测组件3布置在侧边对料道1中的磁钢片摆放的凹或凸进行检测,检测组件3伸入料道1抵触磁钢片进行表面凹凸检测,如果检测出摆放正确,那么该磁钢片继续输送向后序的充磁机完成充磁,如果检测出摆放错误,那么检测组件3反馈信号给落料组件4,该磁钢片在位于落料组件4处时,落料组件4开启使该磁钢片失去支撑,磁钢片掉落剔除,下方可设置回料的输送线,把磁钢片送回振动盘;本实用新型可以实现磁钢片机械化自动化的输送排序并检测,之后可将准确摆放的磁钢片继续输送完成充磁,提高输送效率,解放劳动力。
17.作为一种改进的具体实施方式,推送组件21包括推送气缸211和连接于推送气缸211上的推块212,推块212在进入料道1时推送磁钢片。
18.如图2所示,推送气缸211可布置于下方机架上,通过气缸轴伸出和收回的两个动作稳定的实现推块212的平移动作,行程对应磁钢片的平移距离,可良好的实现磁钢片准确的到达检测组件3、落料组件4,以及逐个依次输出;推块212的端部结构尺寸适配料道1的空间,便于对磁钢片的良好接触推送。
19.作为一种改进的具体实施方式,料道1设置为平行排列的两条,检测组件3为两组,分别在两条料道1的外侧进行布置;落料组件4为两组并分别对应两条料道1。
20.如图1、3所示,作为一种结构优化和效率优化,设置两条用于输送磁钢片的料道1,进而两条料道1可在各自的外侧分别设置检测组件3,以及对应的落料位置设置落料组件4,那样对充磁机的磁钢片输送效率就可以加倍,在出现需剔除的磁钢片时也能尽量保证输送的连贯性,两条料道1的出口端汇合到一条汇流的输送线上再送向充磁机,对于检测组件3、落料组件4以及之后的输送线在结构上也较为合理便于机械部件设置。对于对两条料道1上
的磁钢片表面凹凸的检测标准相反,即因为两组检测组件3其相对伸入料道1的方向相反,以图1、3为例,左侧检测组件3检测到左侧料道1内磁钢片其接触面为凹面,对应是准确摆放状态,那么右侧检测组件3检测到右侧料道1内磁钢片其接触面为凸面,对应是准确摆放状态;两条料道1正确摆放的磁钢片在输送到汇流的输送线上后,均为凸面朝前凹面朝后,从而可以有序的输送向充磁机。
21.作为一种改进的具体实施方式,检测组件3包括检测头31和驱动检测头31平移进入或离开料道1的第一驱动组件32。
22.如图2、3所示,第一驱动组件32可优选使用气缸,用于驱动检测头31进入或离开料道1,对磁钢片的抵触稳定,可令检测头31准确的检测磁钢片的摆放状态是否准确。
23.作为一种改进的具体实施方式,落料组件4包括支撑件41和驱动支撑件41平移开放或封闭料道1底部空间的第二驱动组件42。
24.如图2、3所示,第二驱动组件42可优选使用气缸,用于驱动支撑件41到达或离开料道1底部,支撑件41位于料道1底部时,作为料道1的底板支撑磁钢片进行正常的输送,当要剔除错误摆放的磁钢片时,第二驱动组件42驱动支撑件41从侧边离开料道1,磁钢片可以向下掉落到回料的输送线上进行收集。
25.作为一种改进的具体实施方式,落料组件4位于检测组件3的后方。
26.如图1、2、3所示,检测组件3和落料组件4均占用一定的空间,将两者进行沿着料道1前后依次的布置,更便于机械结构的活动、维护且互不干扰,需要剔除的磁钢片在被检测组件3出来后,随着推送到达后方的落料组件4处即可进行落料剔除。
27.以上仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1