五金件用搬运装置的制作方法
1.本实用新型涉及机械自动化技术领域,尤其涉及一种五金件用搬运装置。
背景技术:
2.注塑是现代生产工艺中常见的一种工艺,对于五金件的上料,往往没有针对的自动化设备,而且现有的上料设备大多结构较为复杂且成本较高,故无法满足现有的生产需求。
3.为解决上述问题,有必要提供一种五金件用搬运装置。
技术实现要素:
4.本实用新型的目的在于提供一种自动化程度高、结构简单和成本少的五金件用搬运装置。
5.为了实现上述目的,本实用新型提供的五金件用搬运装置包括机架和安装于所述机架上的上料盘、排位机械手、中间治具、排位移动装置和取料机械手,所述中间治具位于所述上料盘与所述排位移动装置之间,所述上料盘用于将工件输送至所述中间治具的取料工位处,所述排位机械手用于将所述取料工位处的工件放置于所述排位移动装置上,所述取料机械手用于将所述排位移动装置处工件搬运至模具。
6.较佳地,所述上料盘为振动上料盘。
7.较佳地,所述中间治具设有定位槽,所述定位槽包括主槽体、定位圆弧和通道,所述主槽体开设于所述中间治具,所述定位圆弧与所述通道设于所述主槽体的两侧,所述定位圆弧与所述通道共同形成开口与所述上料盘连通的长条定位结构。
8.较佳地,所述排位移动装置包括移动装置和排位台面,所述移动装置安装于所述机架,所述排位台面安装于所述移动装置的输出端,所述排位台面在所述移动装置的驱动下移动,所述排位机械手用于将工件放置于所述排位台面上,所述取料机械手用于将所述排位台面处工件搬运至下一工位。
9.具体地,所述排位台面上开设有用于定位工件的定位槽体。
10.具体地,所述定位槽体设置有多个,所有所述定位槽体排列于所述排位台面。
11.较佳地,所述排位机械手包括安装架、水平移动装置和第一机械手,所述安装架安装于所述机架,所述水平移动装置安装于所述安装架,所述第一机械手安装于所述水平移动装置的输出端,所述第一机械手在所述水平移动装置的驱动下移动。
12.具体地,所述排位机械手还包括第一气压检测装置,所述第一气压检测装置设于所述第一机械手。
13.较佳地,所述取料机械手包括移动驱动装置和第二机械手,所述移动驱动装置安装于所述机架,所述第二机械手安装于所述移动驱动装置的输出端,所述第二机械手在所述移动驱动装置的驱动下移动。
14.较佳地,所述的五金件用搬运装置还包括安装于所述机架上的操作台。
15.与现有技术相比,本实用新型的五金件用搬运装置通过将上料盘、排位机械手、中间治具、排位移动装置和取料机械手,中间治具位于上料盘与排位移动装置之间,上料盘用于将工件输送至中间治具的取料工位处,从而实现工件逐一上料至取料工位,排位机械手用于将取料工位处的工件放置于排位移动装置上,排位机械手的设置用于将工件排列于排位移动装置上,从而实现多个工件的排料放置和运输,取料机械手用于将排位移动装置处工件搬运至模具,从而实现排位移动装置与模具之间的运输对接,由于设置了多个中转装置,使得工件能够自动化地实现上料、排料定位、搬运和送料至模具等多个工序,多个步骤之间实现隔离,不仅提高效率,而且避免动作之间发生干涉。本实用新型的五金件用搬运装置具有自动化程度高、结构简单和成本少的优点。
附图说明
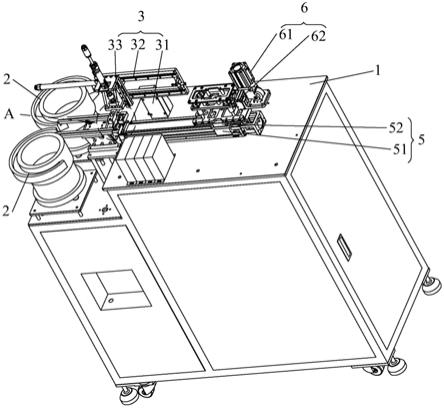
16.图1是本实用新型的五金件用搬运装置的立体结构示意图。
17.图2是本实用新型的五金件用搬运装置的局部结构示意图。
18.图3是图2中a处的局部放大图。
19.图4是本实用新型的五金件用搬运装置中的排位移动装置的立体结构示意图。
具体实施方式
20.为详细说明本实用新型的技术内容、构造特征、所实现的效果,以下结合实施方式并配合附图详予说明。
21.请参阅图1至图4,展示了本实用新型的五金件用搬运装置的具体结构,其包括机架1、上料盘2、排位机械手3、中间治具4、排位移动装置5和取料机械手6,上料盘2、排位机械手3、中间治具4、排位移动装置5和取料机械手6安装于机架1,中间治具4位于上料盘2与排位移动装置5之间,上料盘2用于将工件300输送至中间治具4的取料工位处,从而实现工件300逐一上料至取料工位,排位机械手3用于将取料工位处的工件300放置于排位移动装置5上,排位机械手3的设置用于将工件300排列于排位移动装置5上,从而实现多个工件300的排料放置和运输,取料机械手6用于将排位移动装置5处工件300搬运至模具200,从而实现排位移动装置5与模具200之间的运输对接,由于设置了多个中转装置,使得工件300能够自动化地实现上料、排料定位、搬运和送料至模具200等多个工序,多个步骤之间实现隔离,不仅提高效率,而且避免动作之间发生干涉。较佳地,上料盘2为振动上料盘2,但不限于此。更为具体地,如下:
22.请参阅图3中间治具4设有定位槽41,定位槽41包括主槽体411、定位圆弧412和通道413,主槽体411开设于中间治具4,定位圆弧412与通道413设于主槽体411的两侧,定位圆弧412与通道413共同形成开口与上料盘2连通的长条定位结构,开口能够使得工件300在上料盘2的推动下自动呈排列地进入定位槽41。
23.请参阅图4,排位移动装置5包括移动装置51和排位台面52,移动装置51安装于机架1,排位台面52安装于移动装置51的输出端,排位台面52在移动装置51的驱动下沿机架1的长度方向移动,排位机械手3用于将工件300放置于排位台面52上,取料机械手6用于将排位台面52处工件300搬运至下一工位。具体地,排位台面52上开设有用于定位工件300的定位槽体521,定位槽体521为长形圆弧槽,定位槽体521设置有多个,所有定位槽体521排列于
排位台面52。
24.请参阅图1至图2,排位机械手3包括安装架31、第一气压检测装置(图未示)、水平移动装置32和第一机械手33,安装架31安装于机架1,水平移动装置32安装于安装架31,第一机械手33安装于水平移动装置32的输出端,第一机械手33在水平移动装置32的驱动下移动。第一气压检测装置设于第一机械手33,当第一机械手33上的工件300掉落时,第一气压检测装置会检测到气压异常并报警,第一机械手33将停止动作防止撞模。
25.请参阅图1至图4,取料机械手6包括移动驱动装置61、第二气压检测装置(图未示)和第二机械手62,移动驱动装置61安装于机架1,第二机械手62安装于移动驱动装置61的输出端,第二机械手62在移动驱动装置61的驱动下移动。第二气压检测装置设于第二机械手62,当第二机械手62上的工件300掉落时,第二气压检测装置会检测到气压异常并报警,第二机械手62将停止动作防止撞模。
26.请参阅图1至图4,本实用新型的五金件用搬运装置还包括安装于机架1上的操作台7,操作台7的设置便于操作人员控制装置的动作。
27.综上所述,请参阅图1至图4,对本实用新型的五金件用搬运装置的使用过程做一详细说明:
28.上料盘2用于将工件300输送至中间治具4的取料工位处,从而实现工件300逐一上料至取料工位处的定位槽41,排位机械手3通过移动将取料工位处的工件300放置于排位移动装置5上,排位机械手3将工件300分别放置于排位移动装置5的定位槽体521上,从而实现多个工件300的排料放置和运输,取料机械手6用于将排位移动装置5处的工件300搬运至模具200。
29.通过将上料盘2、排位机械手3、中间治具4、排位移动装置5和取料机械手6,中间治具4位于上料盘2与排位移动装置5之间,上料盘2用于将工件300输送至中间治具4的取料工位处,从而实现工件300逐一上料至取料工位,排位机械手3用于将取料工位处的工件300放置于排位移动装置5上,排位机械手3的设置用于将工件300排列于排位移动装置5上,从而实现多个工件300的排料放置和运输,取料机械手6用于将排位移动装置5处工件300搬运至模具200,从而实现排位移动装置5与模具200之间的运输对接,由于设置了多个中转装置,使得工件300能够自动化地实现上料、排料定位、搬运和送料至模具200等多个工序,多个步骤之间实现隔离,不仅提高效率,而且避免动作之间发生干涉。本实用新型的五金件用搬运装置具有自动化程度高、结构简单和成本少的优点。
30.以上所揭露的仅为本实用新型的较佳实例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型申请专利范围所作的等同变化,仍属于本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1