隧道式烤箱的批量板件载运装置的制作方法
1.本实用新型涉及烘烤板件用的隧道式烤箱,尤其是能批量载运多片板件在该烤箱内步进移动的技术,本实用新型为此提供一种隧道式烤箱的批量板件载运装置。
背景技术:
2.一般印刷电路基板或各式载板(以下简称板件)在产制过程中,都包含对板件进行油墨涂装后的烘烤工序。且知,目前业界已经广泛地使用一种隧道式烤箱,对板件进行移动式的烘烤加工。
3.已知的隧道式烤箱,可包含由静置区段、至少一温控条件的烘烤区段以及干燥区段等多个箱房依序串列而成,且隧道式烤箱的各箱房之间还安装有板件的传动元件,能以逐片步进的方式,或一批多片的批量步进的方式,陆续载运多片板件进入该烤箱,并依序通过静置、烘烤以及干燥等箱房,最后移出烤箱。
4.当板件的载运是采取逐片步进的方式时,该传动元件通常使用一可回圈移动的炼条,该炼条上间隔的锁持有多个用以夹持所述板件的板架,且板架上配置有多个板夹,利用板夹来夹持板件,使板件能以垂挂方式进、出烤箱;然而,该炼条在传动时,该炼条的滚子与轨道之间的摩擦容易产生大量铁屑,目前在要求较高无尘品质的板件烘烤制程中,已逐渐被另一种能采取批量式步进移载多个板架的步行梁(walking beam)所取代。
5.换言之,当以步行梁(walking beam)作为载运板件进、出烤箱的传动元件时,能通过多个步行梁之间产生上、下移动及水平移动的交互换位运作,而能以批量方式执行往复步进搬运多个夹持有板件的板架进、出烤箱。其中,步行梁上间隔设置有多个架槽,提供多个夹持有板件的板架能够逐一的被放置于多个架槽上,而形成所述批量的载运模式;然而,由于步行梁在执行交互换位运作过程中,各板架必须在多个步行梁之间不断的执行被抬高及被放下的变换架槽的槽位的动作,在此步进换位的过程中,除了板架与架槽之间的换位和对位精度需求较高之外,步行梁还必须装配于抬高板架用的升降机构上,使得步行梁所需搭配的整个传动结构相对较复杂。
技术实现要素:
6.有鉴于此,本实用新型的目的,旨在改善传统夹持板件用的板架,必须仰赖炼条或步行梁才能进行批量传输的方式,特别的,本实用新型舍弃了步行梁所需的抬高及放下板架的步进传动方式,用以克服步行梁所需传动结构过于复杂的问题。
7.为此,本实用新型研创出一种隧道式烤箱的批量板件载运装置,在一较佳实施例中,该载运装置包括:一烘烤传输线,至少穿伸通过该烤箱的一入口及一出口,该入口至该出口定义出一送板方向,该出口至该入口定义出一复位方向;多个框架,可移动式地承持于该烘烤传输线上,各该框架包含一框体,及间隔配置于该框体内的多只板架,且各该板架上间隔配置有多个能够悬持及释放板件用的板夹;及一拉杆,沿该送板方向及该复位方向往复移动式的配置于该烤箱内,且该拉杆上间隔形成有多个单向制动部;其中,该烘烤传输线
包含穿伸通过该烤箱的一对直线形的炉内导轨,各该框体分别具备多个对称配置的导引部及一具面状特征的受力部,各该框架经由多个所述导引部而承持在该烘烤传输线的该一对炉内导轨上;该拉杆沿该送板方向移动时,经由各该单向制动部同步推抵各该受力部而驱动各该框架移动;该拉杆沿该复位方向移动时,各该单向制动部排除驱动各该框架移动。
8.在进一步实施中,多个所述导引部由枢设于各该框体上的自由滚轮构成。
9.在进一步实施中,多个所述导引部由开设于各该框体上的一对滑槽构成。
10.在进一步实施中,各该受力部形成于各该框体的一侧端面。
11.在进一步实施中,各该受力部为各该框体向外凸伸形成的一舌片。
12.在更进一步实施中,各该单向制动部具有接受弹性力撑持的一夹角形特征,所述夹角形特征包含一立面邻接一斜面,各该立面朝向该送板方向弹性挺立,各该斜面朝向该复位方向而弹性斜倾,各该单向制动部是经由弹性挺立的该立面推抵各该受力部而驱动各该框架移动,且各该单向制动部是经由弹性斜倾的该斜面推抵各该受力部,驱使该立面及该斜面弹性收合,进而排除驱动各该框架移动。
13.在进一步实施中,该烤箱的该入口端侧设有一上料区站,且该烤箱的该出口端侧设有一排料区站,该烘烤传输线还包含由该入料区站穿伸至该入口,以及该出口穿伸至该排料区站。
14.在更进一步实施中,该上料区站内设有一对直线形的上料导轨,该排料区站内设有一对直线形的排料导轨,该一对上料导轨、该一对炉内导轨及该一对排料导轨彼此相互串接,进而建构出该烘烤传输线。
15.在更进一步实施中,该上料区站的旁侧设有一框架降位器,该排料区站的旁侧设有一框架抬升器,且该烤箱的顶部设有一框架导引器,该框架降位器、该一对上料导轨、该一对炉内导轨、该一对排料导轨、该框架抬升器及该框架导引器串接形成一回圈移动路径。
16.在更进一步实施中,该框架降位器及该框架抬升器各自包含有一升降座及一定位元件,该定位元件配置于该升降座上,各该框架经由该定位元件的拘束而定位于该升降座上,并经由该升降座的载运而垂向移动。
17.在更进一步实施中,该框架导引器由一对直线型的炉外导轨构成,该一对炉外导轨架设于该烤箱的顶壁。
18.根据上述技术手段,本实用新型所能产生的技术效果在于:
19.1.利用框架来收集多片板件成为一批量,并且简化驱动框架用的传动元件的结构,使得各该框架能保持水平的承持方式(即非升降方式)由烤箱的入口平稳的步进移动至出口。
20.2.建构导引多个所述框架专用的一回圈移动路径,使得由烤箱的入口载运批量板件步进移动至出口的各该框架,能在该出口卸载已烘烤完成的批量板件之后,能接受该回圈移动路径的导引而回复传送至该入口重新收集披量板件,使各该框架可自动地重复被使用,避免于烤箱的入口及出口囤积框架而占据场地空间。
21.为此,相关本实用新型实施上的详细内容,将搭配图式进一步说明于下。
附图说明
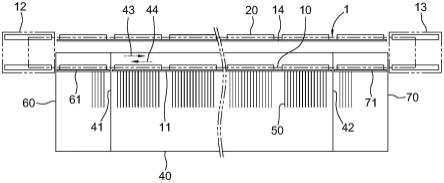
22.图1是本实用新型隧道式烤箱的批量板件载运装置的示意图。
23.图2是本实用新型的框架的立体示意图。
24.图3是图2的局部放大图。
25.图4a至图4d分别是图3的动作示意图。
26.图5及图6分别是图3中框架的导引部及受力部的不同实施例的立体示意图。
27.图7是是图1中框架降位器及框架抬升器的立体示意图。
28.图8a至图8d分别是图7的动作示意图。
29.附图标记说明:1-回圈移动路径;10-烘烤传输线;11-炉内导轨;12-框架降位器;121-升降座;122-定位元件;13-框架抬升器;131-升降座;132-定位元件;14-框架导引器;20-框架;21-框体;211-导引部;212-受力部;22-板架;23-板夹;30-拉杆;31-单向制动部;311-立面;312-斜面;40-烤箱;41-入口;42-出口;43-送板方向;44-复位方向;50-板件;60-上料区站;61-上料导轨;70-排料区站;71-排料导轨。
具体实施方式
30.首先,请参阅图1,揭示本实用新型的一较佳实施例的态样,说明本实用新型所提供的隧道式烤箱的批量板件载运装置,包括:一烘烤传输线10及多个框架20,其中:
31.该烤箱40的四周布建形成有能载运多个所述框架20循环移动的一回圈移动路径1,该烘烤传输线10系以直线形轨迹建构于该回圈移动路径1之中,并且成为该回圈移动路径1的一部分。进一步的说,该烘烤传输线10包含穿伸通过该烤箱40的一入口41及一出口42,换句话说,该烤箱40的入口41及出口42是分别坐落于该烘烤传输线10上。在本实用新型中,将由入口41至出口42的方向定义出为一送板方向43,以及将由出口42至入口41的方向定义为一复位方向44,即该送板方向43与该复位方向44的方向相反。更进一步说,该烤箱40的入口41端侧设有一上料区站60,且该烤箱40的出口42端侧设有一排料区站70,该烘烤传输线10还包含由该入料区站60穿伸至该入口41,该烘烤传输线10也包含由该出口42穿伸至该排料区站70。
32.所述框架20是可移动式地承持于该烘烤传输线10上,所述承持,意指整个框架20能采滑动、滚动或嵌制定位的方式摆放于该烘烤传输线10上,其目的在于使整个框架20能接受传动元件的驱动而在该烘烤传输线10上移动。
33.请参阅图2,说明所述框架20在实施上包含一框体21,该框体21内间隔配置有多只板架22,各该板架22上间隔配置有多个能够悬持及释放板件50用的板夹23。各该板架22在实施上可采用锁组、卡扣、焊或铆等方式定位于该框体21上,以便于对板架22进行维修与更换。
34.各该框体21分别具备多个对称配置的导引部211,各该框架20经由多个所述导引部211而承持在烘烤传输线10上。进一步的说,所述导引部211可以是枢设于各该框体21上的自由滚轮构成(如图3所示),使得各该框架20能经由多个自由滚轮(即导引部211)而采可滚动滑移的方式摆放于烘烤传输线10上;所述导引部211也可以是由开设于各该框体21上的一对滑槽构成(如图6所示),使得各该框架20能经由滑槽(即导引部211)而采可滑移的方式摆放于烘烤传输线10上。
35.各该框体21还分别具备一具面状特征的受力部212,各该框架20经由各该受力部212而接受传动元件的驱动,进而在所述导引部211的导引的下,沿着该烘烤传输线10移动。
进一步的说,各该受力部212可以是形成于各该框体21的一侧端面(如图5所示);各该受力部212也可以是各该框体21向外凸伸形成的一舌片构成(如图3及图6所示),由于各该受力部212具有片状特征,可减少与传动元件磨擦接触的面积及时间。
36.请参阅图3,说明本实用新型所提供的隧道式烤箱的批量板件载运装置还包括一拉杆30,该拉杆30是配置于该烤箱40内,且坐落于该烘烤传输线10的周边,该拉杆30在本实用新型中是作为传动元件使用。该拉杆30能沿该送板方向43及该复位方向44往复移动,且该拉杆30上间隔形成有多个单向制动部31,当该拉杆30沿该送板方向43移动时,经由各该单向制动部31同步推抵各该受力部212而驱动各该框架20移动;当该拉杆30沿该复位方向44移动时,各该单向制动部31排除驱动各该框架20移动。
37.进一步的说,各该单向制动部31具有接受弹性力撑持的一夹角形特征,所述夹角形特征包含一立面311邻接一斜面312,各该立面311朝向该送板方向43弹性挺立,各该斜面312朝向该复位方向44而弹性斜倾,各该单向制动部31是经由弹性挺立的该立面311推抵各该受力部212而驱动各该框架20移动,且各该单向制动部31是经由弹性斜倾的该斜面312推抵各该受力部212,驱使该立面311及该斜面312弹性收合,进而排除驱动各该框架20移动。
38.根据上述配置,请接续参阅图4a至图4d,依序揭示本实用新型的动作解说图,说明当各该单向制动部31经由该拉杆30的带动而在该烘烤传输线10上朝向该送板方向43移动时(如图4a所示),使各该单向制动部31的该立面311接触各该框架20的受力部212,令各该框架20经由各该受力部212接受各该单向制动部31的推抵而朝向该送板方向43移动(如图4b所示);反之,当各该单向制动部31经由该拉杆30的带动而朝向该复位方向44移动时(如图4c所示),使各该单向制动部31的该斜面312接触各该框架20的受力部212,令各该单向制动部31的该立面311及该斜面312弹性收合,进而排除驱动各该框架20移动(如图4d所示);接着,当各该单向制动部31远离各该框架20的受力部212之后,令各该单向制动部31的该立面311及该斜面312弹性展开。
39.复请参阅图1,说明该上料区站60内设有一对直线形的上料导轨61,该排料区站70内设有一对直线形的排料导轨71,该烤箱40内设有一对直线形的炉内导轨11穿伸通过该烤箱40,使该一对上料导轨61、该一对炉内导轨11及该一对排料导轨71彼此相互串接,进而建构出该烘烤传输线10。此外,该上料区站60的旁侧设有一框架降位器12,该排料区站70的旁侧设有一框架抬升器13,且该烤箱40的顶部设有一框架导引器14,该回圈移动路径1是由该框架降位器12、该一对上料导轨61、该一对炉内导轨11、该一对排料导轨71、该框架抬升器13及该框架导引器14串接形成。
40.其中各该框架20是经由多个所述导引部211而承持在该烘烤传输线10的该一对炉内导轨11上,各该框架20也是经由多个所述导引部211而承持在该烘烤传输线10的该一对上料导轨61及该一对排料导轨71上。
41.当板件50要进行烘烤作业时,复如图1所示,是利用该上料导轨61上的框架20来逐片的承接待烘板件50,实作时,可利用例如是常见的自动手臂或送板机构(图未示)将板件50逐片的传送至该一对上料导轨61的框架20上悬持,使待烘板件50能于上料区站60中利用框架20来事先批量集结,随后通过该一对炉内导轨11导引已批量集结板件50的框架20由入口41进入烤箱40,而后再由出口42移动至排料区站70的该一对排料导轨71上。当已批量集结板件50的框架20移动至该一对排料导轨71时,表明所述板件50的烘烤作业已完成,随后
可利用例如是常见的自动手臂或取板机构(图未示)对该一对排料导轨71的框架20上已完成烘烤的批量板件50进行逐片的卸载,使该一对排料导轨71上的框架20最终呈现出没有悬挂板件50的空框架状态。
42.接着,请参阅图7,说明该框架降位器12及该框架抬升器13各自包含一升降座121、131及一定位元件122、132,其中该升降座121、131能经由马达的驱动而垂向移动,由于该定位元件122、132是配置于该升降座121、131上,使得该定位元件122、132能同步跟随该升降座121、131移动;当各该框架20移动至该升降座121、131上时,各该框架20能经由该定位元件122、132的拘束而定位于该升降座121、131上,以利于该升降座121、131载运各该框架20进行垂向移动,该定位元件122、132在实施上是经由气压缸的驱动而拘束及释放各该框架20。此外,该框架降位器12与该框架导引器14之间,以及该框架抬升器13与该框架导引器14之间分别设有一拉框元件(图未示),凭借该拉框元件将该框架导引器14上的各该框架20移动至该框架降位器12,以及将该框架抬升器13的各该框架20移动至该框架导引器14;该框架降位器12与该一对上料导轨61之间设有一推框元件(图未示),凭借该推框元件将该框架降位器12上的各该框架20移动至该一对上料导轨61,该一对排料导轨71上的各该框架20能凭借拉杆30的推动而移动至该框架抬升器13。一并说明的是,上述拉框元件及推框元件可利用常见的伺服滑台上配置拉框爪或推框爪制成。
43.接下来,请依序参阅图8a至图8d,说明当各该框架20承持在该框架导引器14上时,各该框架20能凭借拉框元件(图未示)的拉动而使各该框架20由该框架导引器14上移动至该框架降位器12的升降座121上(如图8a所示);接着,各该框架20经由该框架降位器12的升降座121的载运而由该框架导引器14的一端垂向移动至该一对上料导轨61的一端;然后,各该框架20经由推框元件(图未示)的推动而由该框架降位器12的升降座121上水平移动至该一对上料导轨61上(如图8b所示);反之,当各该框架20承持在该一对排料导轨71上时,各该框架20能经由该拉杆30的带动而水平移动至该框架抬升器13的升降座131上(如图8c所示),并经由该框架抬升器13的升降座131的载运而由该一对排料导轨71的一端垂向移动至该框架导引器14的一端,再经由拉框元件(图未示)的拉动而由该框架抬升器13的升降座131上水平移动至该框架导引器14上(如图8d所示)。
44.以上说明对本实用新型而言只是说明性的,而非限制性的,本领域普通技术人员理解,在不脱离权利要求所限定的精神和范围的情况下,可作出许多修改、变化或等效,但都将落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1