一种自动间隔上料机的制作方法
1.本实用新型涉及上料机械技术领域,尤其涉及一种自动间隔上料机。
背景技术:
2.108e瓦盖毛坏包含2种产品,2种产品不同点只是厚度不一样,相差 3mm厚度,其它尺寸是相同的,根据现场生产工艺要求,其需频繁换型,现有的上料结构在生产该工件时需频繁换型,生产效率低,操作人员工作强度高。
技术实现要素:
3.为了解决现有技术中的问题,本实用新型提供了一种自动间隔上料机,可以实现不同厚度工件的自动上料。
4.本实用新型提供了一种自动间隔上料机,包括机架、进料机构、工件顶升机构、推出识别机构、定位固定机构,所述工件顶升机构位于进料机构末端下方,所述推出识别机构位于进料机构上方,所述定位固定机构与推出识别机构相对设置;
5.所述进料机构用于向前输送至工件顶升机构上方;所述工件顶升机构用于将工件顶升至推出识别机构处;所述推出识别机构用于将工件推至定位固定机构处并识别工件是薄工件或是厚工件;所述定位固定机构用于工件的定位。
6.为了进一步实现本实用新型,所述进料机构包括进料升降机构、进料前后移动机构、托料条、托料板,所述进料前后移动机构设置于进料升降机构,所述进料升降机构用于带动进料前后移动机构上下运动,所述托料条设置于进料前后移动机构,所述进料前后移动机构用于带动托料条前后运动,所述托料板设置有料条间隙,所述托料条设置于料条间隙内。
7.为了进一步实现本实用新型,所述进料升降机构包括升降安装底座、升降安装轴承、升降主动轴、升降从动轴、升降链轮链条、升降驱动电机,升降安装座设置于机架上,所述升降安装轴承设置于升降安装座顶面上,所述升降主动轴和升降从动轴均可转动设置于升降安装轴承,所述升降主动轴和升降从动轴相互平行设置,所述升降主动轴和升降从动轴的同一端均设置有链轮,所述升降链轮链条绕设于升降主动轴和升降从动轴的链轮并张紧,所述升降驱动电机与升降主动轴端部连接用于驱动升降主动轴转动,所述升降主动轴和升降从动轴上均设置有凸轮。
8.为了进一步实现本实用新型,所述升降从动轴一端设置有升降感应机构,所述升降感应机构包括感应圆盘、槽型光电传感器、第一接近开关、第二接近开关,所述感应圆盘设置于升降从动轴的端部,所述感应圆盘的圆心位于升降从动轴的轴线上,所述感应圆盘外侧面设置有接近触杆,所述感应圆盘边缘处设置有感应凹槽,所述槽型光电传感器位于感应圆盘下方,所述第一接近开关和第二接近开关通过接近开关固定架固定于感应圆盘一侧,所述感应圆盘的接近触杆在转动的过程中能触碰到第一接近开关和第二接近开关,所述第一接近开关位于第二接近开关下方。
9.为了进一步实现本实用新型,所述进料前后移动机构包括移动固定座、移动滑块、移动驱动气缸、托条连接板,所述移动固定座设置于机架上,所述移动固定座侧面设置有移动滑座,所述移动滑块可上下移动设置于移动滑座,所述移动驱动气缸的伸缩端与移动滑块连接,所述移动驱动气缸的另一端与托条连接板连接,所述托条连接板与托料条连接。
10.为了进一步实现本实用新型,所述托料条底部设置有料条滑块,所述料条滑块底部可滑动设置有料条滑座,所述料条滑座底部设置有凸轮卡块滑轨,所述凸轮卡块滑轨与凸轮相抵接,所述进料机构还包括回位机构,所述回位机构用于推动凸轮卡块滑轨回位,所述回位机构包括回位气缸和回位连接板,所述回位气缸的伸缩端与回位连接板固定连接,所述回位气缸的另一端与托条横板固定连接,所述回位连接板与凸轮卡块滑轨连接。
11.为了进一步实现本实用新型,所述工件顶升机构包括顶升固定板、顶升气缸和顶升结构,所述顶升固定板设置于机架上,所述顶升气缸固定设置于顶升固定板底面,所述顶升气缸的伸缩端与顶升结构连接用于驱动顶升结构上下运动,所述顶升结构包括顶升板、顶升杆和顶升块,所述顶升杆设置于顶升板的顶面,所述顶升杆的数量与托料条的数量相匹配,所述顶升块设置于顶升杆的末端。
12.为了进一步实现本实用新型,所述推出识别机构包括推出固定板、推出气缸、推出安装板、推出弹簧销、识别气缸、识别安装板、微动开关,所述推出固定板固定设置于托料板顶面,所述推出气缸设置于推出固定板顶面,所述推出气缸的伸缩端与推出安装板固定连接用于带动推出安装板前后运动,所述推出安装板与推出固定板可滑动连接,所述推出弹簧销设置于推出安装板的前端,所述识别气缸设置于推出安装板的顶面,所述识别气缸的伸缩端与识别安装板固定连接用于带动识别安装板前后运动,所述微动开关设置于识别安装板上。
13.为了进一步实现本实用新型,所述推出识别机构还包括工件方向识别传感器和第二有料传感器,所述工件方向识别传感器、第二有料传感器均设置于识别安装板上。
14.为了进一步实现本实用新型,所述定位固定机构包括定位固定板、顶升导向块、推出导向块、推出到位挡块、调节定位螺钉和有料对射传感器,所述定位固定板设置于机架上,所述顶升导向块设置于朝向工件顶升机构的侧面上,所述推出导向块设置于定位固定板顶面,所述推出到位挡块设置于定位固定板上并位于推出导向块的末端,调节定位螺钉设置于定位固定板上并与识别安装板相对设置,所述有料对射传感器设置于定位固定板顶面并位于定位固定板两端。
15.本实用新型通过设置进料机构、工件顶升机构、推出识别机构、定位固定机构,可以实现不同厚度工件的自动上料,达到减少换型,以提高生产效率,减轻操作人员工作强度的目的。
附图说明
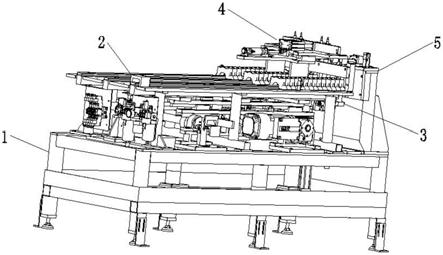
16.图1是本实用新型一种自动间隔上料机的结构示意图;
17.图2是本实用新型一种自动间隔上料机的另一结构示意图;
18.图3是本实用新型一种自动间隔上料机中进料机构的结构示意图;
19.图4是本实用新型一种自动间隔上料机中进料升降机构的结构示意图;
20.图5是本实用新型一种自动间隔上料机中升降感应机构的结构示意图;
21.图6是本实用新型一种自动间隔上料机中进料前后移动机构的结构示意图;
22.图7是本实用新型一种自动间隔上料机中托料条的结构示意图;
23.图8是本实用新型一种自动间隔上料机中托料条的另一结构示意图;
24.图9是本实用新型一种自动间隔上料机中工件顶升机构的结构示意图;
25.图10是本实用新型一种自动间隔上料机中推出识别机构的结构示意图;
26.图11是本实用新型一种自动间隔上料机中推出识别机构的另一结构示意图;
27.图12是本实用新型一种自动间隔上料机中定位固定机构的结构示意图;
28.图13是本实用新型一种自动间隔上料机中定位固定机构的另一结构示意图;
29.图14是本实用新型一种自动间隔上料机中厚工件与推出弹簧销的接触示意图;
30.图15是本实用新型一种自动间隔上料机中薄工件与推出弹簧销的接触示意图。
31.图1至图15中包括:
32.机架1;
33.进料机构2;进料升降机构21;升降安装底座211;升降安装轴承212;升降主动轴213;升降从动轴214;升降链轮链条215;升降驱动电机216;链轮217;凸轮218;升降感应机构219;感应圆盘2191;槽型光电传感器 2192;第一接近开关2193;第二接近开关2194;接近触杆2195;感应凹槽2196;接近开关固定架2197;进料前后移动机构22;移动固定座221;移动滑块222;移动驱动气缸223;托条连接板224;移动滑座225;移动滑棒226;托料条23;托条横板231;料条滑块232;料条滑座233;凸轮卡块滑轨234;托料板24;料条间隙25;回位机构26;回位气缸261;回位连接板262;第一有料传感器27;
34.工件顶升机构3;顶升固定板31;顶升气缸32;顶升结构33;顶升板 331;顶升杆332;顶升块333;
35.推出识别机构4;推出固定板41;推出滑轨411;推出气缸42;推出安装板43;推出滑动块431;推出弹簧销44;识别气缸45;识别安装板 46;微动开关47;工件方向识别传感器48;第二有料传感器49;
36.定位固定机构5;定位固定板51;顶升导向块52;推出导向块53;推出到位挡块54;调节定位螺钉55;有料对射传感器56。
具体实施方式
37.如图1和图15所示,本实用新型公开了一种自动间隔上料机,包括机架1、进料机构2、工件顶升机构3、推出识别机构4、定位固定机构5。
38.进料机构2、工件顶升机构3、推出识别机构4、定位固定机构5均设置于机架1上,工件顶升机构3位于进料机构2末端下方,推出识别机构 4位于进料机构3上方,定位固定机构5与推出识别机构4相对设置。
39.进料机构2用于向前输送至工件顶升机构3上方,进料机构2包括进料升降机构21、进料前后移动机构22、托料条23、托料板24,进料前后移动机构22设置于进料升降机构21,进料升降机构21用于带动进料前后移动机构22上下运动,托料条23设置有两根以上,托料条23设置于进料前后移动机构22,进料前后移动机构22用于带动托料条23前后运动,托料板24设置有料条间隙25,托料条23设置于料条间隙25内。
40.进料升降机构21包括升降安装底座211、升降安装轴承212、升降主动轴213、升降
从动轴214、升降链轮链条215、升降驱动电机216,升降安装座211设置于机架1上,升降安装轴承212设置于升降安装座211顶面上,升降主动轴213和升降从动轴214均可转动设置于升降安装轴承 212,升降主动轴213和升降从动轴214相互平行设置,升降主动轴213 和升降从动轴214的同一端均设置有链轮217,升降链轮链条215绕设于升降主动轴213和升降从动轴214的链轮217并张紧,升降驱动电机216 与升降主动轴213端部连接用于驱动升降主动轴213转动,升降主动轴213 和升降从动轴214上均设置有凸轮218,升降从动轴214一端设置有升降感应机构219,升降感应机构219包括感应圆盘2191、槽型光电传感器 2192、第一接近开关2193、第二接近开关2194,感应圆盘2191设置于升降从动轴214的端部,感应圆盘2191的圆心位于升降从动轴214的轴线上,感应圆盘随升降从动轴的转动而转动,感应圆盘2191外侧面设置有接近触杆2195,感应圆盘2191边缘处设置有感应凹槽2196,槽型光电传感器2192 位于感应圆盘2191下方,第一接近开关2193和第二接近开关2194通过接近开关固定架2197固定于感应圆盘2191一侧,感应圆盘2191的接近触杆 2195在转动的过程中能触碰到第一接近开关2193和第二接近开关2194,第一接近开关2193位于第二接近开关2194下方。
41.进料前后移动机构22包括移动固定座221、移动滑块222、移动驱动气缸223、托条连接板224,移动固定座221设置于机架1上,移动固定座 221侧面设置有移动滑座225,移动滑块222可上下移动设置于移动滑座 225,移动驱动气缸223的伸缩端与移动滑块222连接,移动驱动气缸223 的另一端与托条连接板224连接,托条连接板224通过托条横板231与托料条23连接,移动滑块222两端设置有移动滑棒226,移动滑棒226通过直线轴承与托条连接板224滑动连接。
42.托料条23底部固定设置有料条滑块232,具体的,料条滑块232与托条横板231固定连接,料条滑块232底部可滑动设置有料条滑座233,料条滑座233底部设置有凸轮卡块滑轨234,凸轮卡块滑轨234与凸轮218 相抵接。
43.进料机构2还包括回位机构26,回位机构26用于推动凸轮卡块滑轨 234回位,回位机构26包括回位气缸261和回位连接板262,回位气缸261 的伸缩端与回位连接板262固定连接,回位气缸261的另一端与托条横板 231固定连接,回位连接板262与凸轮卡块滑轨234连接。
44.每一托料板24末端对准工件位置均对应设置第一有料传感器27,第一有料传感器27用于感应托料板24末端有无工件。
45.该进料机构使用时,进料机构处于原始位置,人工将工件放在托料板上,升降驱动电机转动带动凸轮转动,从而把托料条抬高,当接近触杆触碰到第一接近开关时(此时工件被托料条抬起托离托料板),移动驱动气缸推出,带动托料条将工件向前推至工件顶升机构上方,升降驱动电机转动一定时间后托料条下降,当接近触杆触碰到第二接近开关时(此时工件与托料板接触,与托料条托离),移动驱动气缸收缩时托料条单独回至原始位置,当感应凹槽转至槽型光电传感器时,凸轮回到原始位置,此时凸轮卡块滑轨向前运动未回位,回位气缸工作带动凸轮卡块运动回位,从而完成一次位移进料,当任一第一有料传感器没有感应到工件时,进料机构将重复上述进料动作直至所有第一有料传感器均感应到信号,从而完全所有工位的进料。通过设置料条滑座和凸轮卡块滑轨等结构,料条滑座和凸轮卡块滑轨处于自由移动状态,使本机构在处于上升同时向前进料的过程中减少凸轮与凸轮卡块
滑轨的接触摩擦,从而提高耐用性。
46.工件顶升机构3用于将工件顶升至推出识别机构4处,工件顶升机构 3包括顶升固定板31、顶升气缸32和顶升结构33,顶升固定板31设置于机架1上,顶升气缸32固定设置于顶升固定板31底面,顶升气缸32的伸缩端与顶升结构33连接用于驱动顶升结构33上下运动,顶升固定板31 两侧设置有顶升导向柱34,顶升导向柱34一端通过直线轴承与顶升固定板31滑动连接,顶升导向柱34的另一端与顶升结构33固定连接,顶升结构33包括顶升板331、顶升杆332和顶升块333,顶升杆332设置于顶升板331的顶面,顶升杆332的数量与托料条23的数量相匹配,顶升块333 设置于顶升杆332的末端;该工件顶升机构使用时,当所有第一有料传感器均感应到信号,顶升气缸工作,带动顶升结构上升,顶升块推动工件至推出识别机构处。
47.推出识别机构4用于将工件推至定位固定机构5处并识别工件是薄工件或是厚工件,推出识别机构4包括推出固定板41、推出气缸42、推出安装板43、推出弹簧销44、识别气缸45、识别安装板46、微动开关47、工件方向识别传感器48、第二有料传感器49,推出固定板41固定设置于托料板24顶面,推出气缸42固定于推出固定板41顶面,推出气缸42的伸缩端与推出安装板43固定连接用于带动推出安装板43前后运动,推出安装板43与推出固定板41可滑动连接,具体的,推出安装板43底部设置有推出滑动块431,推出固定板41顶面与推出滑动块431对应的位置设置有推出滑轨411,推出弹簧销44设置于推出安装板43的前端,识别气缸45 固定设置于推出安装板43的顶面,识别气缸45的伸缩端与识别安装板46 固定连接用于带动识别安装板46前后运动,微动开关47、工件方向识别传感器48、第二有料传感器49均设置于识别安装板46上,当识别气缸45 推出时,微动开关47位于工件的前方,工件方向识别传感器48和第二有料传感器49位于工件的上方。
48.定位固定机构5用于工件的定位,定位固定机构5包括定位固定板51、顶升导向块52、推出导向块53、推出到位挡块54、调节定位螺钉55和有料对射传感器56,定位固定板51设置于机架1上,顶升导向块52设置于朝向工件顶升机构3的侧面上,顶升导向块52两个为一组对一个工件进行顶升时的导向,推出导向块53设置于定位固定板51顶面,推出导向块53 的形状与工件底部的形状相适配,推出到位挡块54设置于定位固定板51 上并位于推出导向块53的末端,调节定位螺钉55设置于定位固定板51 上并与识别安装板46相对设置,有料对射传感器56设置于定位固定板51 顶面并位于定位固定板51两端,第一有料传感器27设置于定位固定板51 侧面。
49.推出识别机构和定位固定机构使用时,当工件定位机构将工件推出后,推出气缸工作带动推出弹簧销向前将工件推出,工件沿推出导向块推至推出到位挡块处,此时有料对射传感器感应到有料信号,顶升气缸下降复位,同时识别气缸推出至识别安装板与调节定位螺钉相抵处,如微动开关与工件相接触,则识别为厚工件,如微动开关没有与工件相接触,则识别为薄工件,工件方向识别传感器识别待加工工件是否放置正确,第二有料传感器用于识别该位置有没有工件,最后将信号传递至plc系统,用于后续工件的加工。
50.本实用新型通过设置进料机构、工件顶升机构、推出识别机构、定位固定机构,可以实现不同厚度工件的自动上料,达到减少换型,以提高生产效率,减轻操作人员工作强度的目的。
51.以上内容是结合具体的优选实施方式对本实用新型所作的进一步详细说明,不能
认定本实用新型的具体实施只局限于这些说明。对于本实用新型所属技术领域的普通技术人员来说,在不托离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1