一种可降低片烟装箱密度偏差的输送落料装置的制作方法
1.本实用新型涉及一种可降低片烟装箱密度偏差的输送落料装置,属于片烟装箱技术领域。
背景技术:
2.片烟装箱密度偏差率(dvr)是烟草打叶复烤的一个重要生产指标,我国烟草行业现行的《烟叶打叶复烤工艺规范》( yc/t146-2010)中规定片烟在烟箱内的密度偏差率(dvr)应小于等于10%;烟箱内片烟密度偏差率超标将导致片烟在存储醇化过程中发生结块、出油甚至霉变、碳烧等现象,在制丝过程中难以松散,从而造成烟叶原料的直接或间接损失,直接影响着片烟产品的质量。
3.在目前的片烟装箱设备中,通过三台进料输送机将片烟输送到两侧料箱之间的交叉喂料皮带上,在料箱上端设置螺旋布料器用于布料,片烟进入螺旋布料器后,由于片烟是落在螺旋布料器的偏心位置处,片烟在下落至烟箱的过程中,转动会带来一定的初速度,并且由于螺旋布料器的起停位置是随机的,因此,若喂料皮带上片烟的流量发生变化,将导致不同位置处的片烟高低不一致,使布料不均匀;此外,由于料箱较高且料箱整体密闭,在片烟进料过程中,片烟带着气流往下冲,料箱内的气流往上冲,两股空气相互对撞产生较大的紊流,使得片烟在料箱内受气流的影响,导致片烟的发生落点变化,产生偏料、漏料的现象。目前,当出现装箱密度不均匀的情况,多是直接进行返工,这就会造成时间浪费,导致装箱效率降低;或者在密度偏差不大的情况下进行放行入库处理,但这也为片烟在后续的存储醇化过程中片烟发生结块、出油、霉变等情况埋下了隐患。
技术实现要素:
4.为了克服背景技术中存在的问题,本实用新型提出了一种可降低片烟装箱密度偏差的输送落料装置,通过安装往复式分料机和步进式喂料机,并在往复式分料机与步进式喂料机之间设置均料机构使片烟在步进式喂料机的宽度方向上均匀分布,通过步进式喂料机根据烟箱内片烟的装箱密度调节出料量,使片烟在烟箱的长度方向上均匀分布,从而达到使片烟在烟箱内均匀分布的效果,能有效降低片烟的装箱密度偏差率(dvr),提高装箱效率,避免装箱后的片烟在存储醇化过程中发生结块、出油、霉变等问题,从而提高片烟产品的质量。
5.为解决上述问题,本实用新型通过如下技术方案实现:
6.所述可降低片烟装箱密度偏差的输送落料装置包括第一进料输送机、第二进料输送机、均料机构、往复式分料机、步进式喂料机、导流罩、下料箱、烟箱、滚筒输送机、微波水分密度仪,所述第一进料输送机用于输送待装箱的片烟,第二进料输送机设置在第一进料输送机的出料端下方,且第一进料输送机的出料端与第二进料输送机的进料端之间设置有用于铺平片烟的均料机构,所述第二进料输送机的出料端下方设置有往复式分料机,往复式分料机的两出料端下方均设置有步进式喂料机,且往复式分料机的两出料端与步进式喂
料机的进料端之间设置有均料机构,两步进式喂料机的出料端处均设置有导流罩,且两导流罩下方均连接有下料箱,两下料箱下方均设置有用于运输烟箱的滚筒输送机,且两滚筒输送机上均安装有微波水分密度仪,所述步进式喂料机与微波水分密度仪通过plc控制连接,所述导流罩和下料箱均为与烟箱形状相匹配的棱柱箱体结构,且导流罩为便于透气的网孔板结构。
7.优选地,所述步进式喂料机包括皮带输送机、支撑架、滚轮、导轨、第一气缸,所述皮带输送机固定安装在支撑架上,支撑架底部安装有滚轮,滚轮设置在导轨内,且导轨的长度方向与皮带输送机相一致,所述第一气缸的活塞杆与支撑架的右侧相连接,且第一气缸与plc控制连接。
8.优选地,所述均料机构包括连杆、机壳、挡板、第二气缸、直线轴承座,所述连杆水平安装在机壳内部,且连杆上阵列安装有多个挡板,挡板的上端与连杆转动连接,所述第二气缸安装在机壳外侧,第二气缸的活塞杆设置在直线轴承座上,直线轴承座安装在机壳内侧,且第二气缸的活塞杆与挡板相铰接。
9.优选地,所述导流罩包括第一导流罩、第二导流罩,所述第一导流罩安装在下料箱上,第二导流罩套装在第一导流罩的外侧。
10.优选地,所述第二进料输送机的出料端处设置有挡料箱。
11.本实用新型的有益效果为:
12.本实用新型通过安装往复式分料机和步进式喂料机,并在往复式分料机与步进式喂料机之间设置均料机构使片烟在步进式喂料机的宽度方向上均匀分布,通过步进式喂料机根据烟箱内片烟的装箱密度调节出料量,使片烟在烟箱的长度方向上均匀分布,从而达到使片烟在烟箱内均匀分布的效果,能有效降低片烟的装箱密度偏差率(dvr),提高装箱效率,避免装箱后的片烟在存储醇化过程中发生结块、出油、霉变等问题,从而提高片烟产品的质量。
附图说明
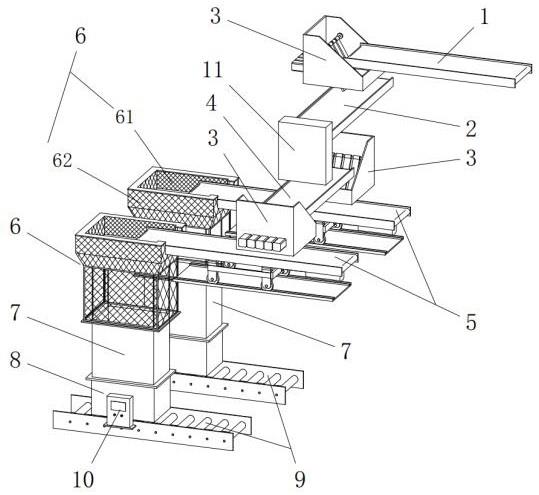
13.图1为本实用新型的整体结构示意图;
14.图2为本实用新型的右视图;
15.图3为本实用新型的俯视图;
16.图4为本实用新型的均料机构的结构示意图;
17.图5为本实用新型的均料机构的主视图;
18.图6为本实用新型的步进式喂料机的结构示意图;
19.图7为本实用新型的步进式喂料机的右视图。
20.附图标记说明:1-第一进料输送机,2-第二进料输送机,3-均料机构,4-往复式分料机,5-步进式喂料机,6-导流罩,7-下料箱,8-烟箱,9-滚筒输送机,10-微波水分密度仪,11-挡料箱,51-皮带输送机,52-支撑架,53-滚轮,54-导轨,55-第一气缸,31-连杆,32-机壳,33-挡板,34-第二气缸,35-直线轴承座,61-第一导流罩,62-第二导流罩。
具体实施方式
21.为了使本实用新型的目的、技术方案、达成目的与效果明显易懂,下面将结合附
图,对本实用新型的优选实施例进行详细的说明,以便技术人员理解。
22.需要说明的是,在本实用新型的描述中,若无明确的规定和限定,术语“安装”、“相连”、“连接”、“相连接”等应做广义理解,即可以是固定连接,也可以是可拆卸连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。
23.在本实用新型中,如图1-7所示,所述可降低片烟装箱密度偏差的输送落料装置包括第一进料输送机1、第二进料输送机2、均料机构3、往复式分料机4、步进式喂料机5、导流罩6、下料箱7、烟箱8、滚筒输送机9、微波水分密度仪10。所述的第一进料输送机1用于输送经打叶复烤处理后待装箱的片烟,第二进料输送机2设置在第一进料输送机1的出料端下方,并在第一进料输送机1的出料端与第二进料输送机2的进料端之间设置均料机构3,从而通过均料机构3将从第一进料输送机1落下的片烟均匀地铺平在第二进料输送机2上,通过第二进料输送机2对片烟进行初次铺平处理,以便于提高片烟在往复式分料机4和步进式喂料机5上的分布均匀度;在第二进料输送机2的出料端下方设置有往复式分料机4,并在往复式分料机4的两个出料端下方均设置有步进式喂料机5,当一个烟箱8装满后,往复式分料机4反向转动,从而通过往复式分料机4间歇性地将从第二进料输送机2上落下的片烟输送至两步进式喂料机5上,在往复式分料机4的两出料端与两步进式喂料机5的进料端之间分别设置有均料机构3,从而通过均料机构3将从往复式分料机4上落下的片烟均匀地铺平在步进式喂料机5上,使片烟在步进式喂料机5的宽度方向上均匀分布,从而保证片烟下落至烟箱8后,片烟在烟箱8的宽度方向上均匀分布;在两步进式喂料机5的出料端处均设置有导流罩6,并在两导流罩6下方均连接有下料箱7,在两料箱7下方设置滚筒输送机9用于运输烟箱8,待装入片烟的烟箱8被运送至料箱7正下方后停止,使两步进式喂料机5的运行方向与烟箱8的长度方向相一致,从而便于步进式喂料机5在烟箱8长度方向上进行布料;在两滚筒输送机9上均安装有微波水分密度仪10,通过微波水分密度仪10对烟箱8内片烟的装箱密度进行实时检测,将步进式喂料机5与微波水分密度仪10均接入plc,通过微波水分密度仪10将烟箱8内片烟的装箱密度信息传递至plc,使plc根据装箱密度信息调控步进式喂料机5的出料端在导流罩6上方各个位置处的停留时间,即:当微波水分密度仪10检测到烟箱8内长度方向上某个位置处片烟密度较小时,plc控制步进式喂料机5在该点位置处上方的停留时间延长,以增加出料量,当检测到密度较大时,则控制步进式喂料机5的停留时间缩短,以减少出料量,从而达到使片烟在烟箱8的长度方向上均匀分布的效果。所述的导流罩6和下料箱7均采用与烟箱8形状相匹配的棱柱箱体结构,从而便于片烟顺利下落至烟箱8内;所述的导流罩6采用便于透气的网孔板结构,以便于在片烟下落过程中使空气从导流罩6的孔眼排出,避免导流罩6和下料箱7内的气流对片烟下落路径造成干扰使片烟旋转、偏移,从而保证片烟平稳下落至烟箱8内,进一步保证片烟在烟箱8内均匀分布。通过在往复式分料机4与步进式喂料机5之间设置均料机构3使片烟在步进式喂料机5的宽度方向上均匀分布,通过步进式喂料机5根据烟箱8内片烟的装箱密度调节出料量,使片烟在烟箱8的长度方向上均匀分布,从而达到使片烟在烟箱8内均匀分布的效果,解决了传统的螺旋布料无法均匀布料的问题,能有效降低片烟的装箱密度偏差率(dvr),提高装箱效率,避免装箱后的片烟在存储醇化过程中发生结块、出油、霉变等问题,从而提高片烟产品的质量。
24.在本实用新型中,如图1-3及图6-7所示,所述的步进式喂料机5包括皮带输送机51、支撑架52、滚轮53、导轨54、第一气缸55,其中,皮带输送机51固定安装在支撑架52上,支
撑架52底部安装有滚轮53,滚轮53设置在导轨54内,且使导轨54的长度方向与皮带输送机51相一致,所述的第一气缸55的活塞杆与支撑架52的右侧相连接,通过第一气缸55推动支撑架52在导轨54内移动,从而控制步进式喂料机5在水平方向上移动,并使第一气缸55与plc控制连接,当微波水分密度仪10检测到烟箱8内长度方向上某个位置处片烟密度较小时,微波水分密度仪10将装箱密度信息传递至plc,使plc根据装箱密度信息控制第一气缸55的活塞杆伸出到相应位置处的停留时间延长,从而控制步进式喂料机5在片烟密度较小位置处上方的停留时间延长,以增加出料量,当检测到密度较大时,则控制第一气缸55的活塞杆伸出到相应位置处的停留时间缩短,从而控制步进式喂料机5在片烟密度较大位置处上方的停留时间缩短,以减少出料量,进而达到使步进式喂料机5根据烟箱8内片烟的装箱密度调节出料量的效果,提高片烟装箱均匀度,降低片烟的装箱密度偏差率(dvr)。
25.在本实用新型中,如图1-5所示,所述的均料机构3包括连杆31、机壳32、挡板33、第二气缸34、直线轴承座35,其中,连杆31水平安装在机壳32内部,在连杆31上阵列安装有多个挡板33,挡板33的上端与连杆31转动连接,将第二气缸34安装在机壳32外侧,以避免第二气缸34上的管路与挡板33发生缠绕,并将第二气缸34的活塞杆设置在直线轴承座35上,直线轴承座35安装在机壳32内侧,通过直线轴承座35对第二气缸34的活塞杆起到导向和保护作用,将第二气缸34的活塞杆末端与挡板33相铰接。通过各第二气缸34的活塞杆推动各挡板33在机壳32内绕连杆31在竖直平面内往复转动,从而通过挡板33对落下的片烟的导流作用使片烟在下一级输送机的宽度方向上均匀分布;同时,挡板33的往复转动对片烟有冲击效果,从而可将片烟冲散,以保证片烟在进入烟箱8之间保持松散。
26.在本实用新型中,如图1-3所示,所述的导流罩6包括第一导流罩61和第二导流罩62,所述第一导流罩61安装在下料箱7上,第二导流罩62套装在第一导流罩61的外侧,通过安装第一导流罩61和第二导流罩62的双层导流罩6结构,能达到在导流罩6正常排出气流的同时,在第一导流罩61与第二导流罩62之间形成微负压,从而避免碎小片烟及烟末从导流罩6的孔眼飞出造成片烟浪费和环境污染。
27.在本实用新型中,如图1-3所示,所述的第二进料输送机2的出料端处设置有挡料箱11,通过挡料箱11对从第二进料输送机2上下落的片烟进行遮挡和导流,避免片烟分散,从而保证片烟准确落在往复式分料机4上。
28.本实用新型通过安装往复式分料机和步进式喂料机,并在往复式分料机与步进式喂料机之间设置均料机构使片烟在步进式喂料机的宽度方向上均匀分布,通过步进式喂料机根据烟箱内片烟的装箱密度调节出料量,使片烟在烟箱的长度方向上均匀分布,从而达到使片烟在烟箱内均匀分布的效果,能有效降低片烟的装箱密度偏差率(dvr),提高装箱效率,避免装箱后的片烟在存储醇化过程中发生结块、出油、霉变等问题,从而提高片烟产品的质量。
29.最后说明的是,以上优选实施例仅用以说明本实用新型的技术方案而非限制,尽管通过上述优选实施例已经对本实用新型进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其做出各种改变,而不偏离本实用新型权利要求书所限定的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1