一种清洗线停机故障物料转移系统的制作方法
1.本实用新型涉及压缩机底盘生产装置领域,具体是一种清洗线停机故障物料转移系统。
背景技术:
2.压缩机底盘在生产线进行钻孔、攻牙机加工后,会有大量油污,需要进行后期的去油防锈处理,目前的处理方式是在加工完成后,将加工后的压缩机底盘通过人工转移送到另一车间,采用热水清洗去油的清洗炉来去油,这个过程需要在工件机加工完成后中间转移,不能实现在工件加工后即时在线地对工件进行去油、甚至防锈处理。
3.现有的压缩机底盘清洗线需要人工将压缩机底盘搬运到另一车间,采用热水清洗去油的清洗炉来去油,不能实现在工件加工后即时在线地对工件进行去油、甚至防锈处理。
技术实现要素:
4.本实用新型的目的在于提供一种清洗线停机故障物料转移系统,本实用新型清洗线停机故障物料转移系统可将经过钻孔、攻牙机加工后的压缩机底盘通过传动带直接将工件输送至去油防锈处理线,即时在线地对工件进行去油、甚至防锈处理,去油防锈处理线出现故障停机时,经过钻孔、攻牙机加工后的压缩机底盘继续送出,但会被输送带转移到篮筐里面,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种清洗线停机故障物料转移系统,包括支撑架,所述支撑架顶部安装有换向总成,所述支撑架内侧壁安装有传动轴,所述传动轴外侧壁焊接有锯齿条且通过锯齿条啮合连接有输送带,所述支撑架内侧壁一端可拆卸安装有榫杆且通过榫杆榫卯连接有滑料装置,所述滑料装置包括安装筒和弧板,所述弧板一端焊接有安装筒,所述安装筒内侧壁开设有榫眼,所述榫眼内侧壁插接有榫杆,所述弧板末端连接有篮筐。
7.作为本实用新型进一步的方案:所述换向总成包括叶片和中间轴,所述中间轴外侧壁焊接有叶片。
8.作为本实用新型再进一步的方案:所述中间轴的动力输入端连接有第二电动机,所述第二电动机安装在支撑架上。
9.作为本实用新型再进一步的方案:所述传动轴的动力输入端连接有第一电动机的动力输出端,所述第一电动机安装在支撑架外侧壁。
10.作为本实用新型再进一步的方案:所述榫杆一端焊接有螺杆,所述螺杆外侧壁可拆卸安装有螺母。
11.与现有技术相比,本实用新型的有益效果是:
12.本实用新型清洗线停机故障物料转移系统可将经过钻孔、攻牙机加工后的压缩机底盘通过传动带直接将工件输送至去油防锈处理线,即时在线地对工件进行去油、甚至防锈处理,去油防锈处理线出现故障停机时,经过钻孔、攻牙机加工后的压缩机底盘继续送
出,但会被输送带转移到篮筐里面,工作时,打开第一电动机,第一电动机带动传动轴转动,由于传动轴外侧壁啮合连接有输送带,输送带也随之移动,输送工件,经过钻孔、攻牙机加工后的压缩机底盘从出料口远远不断的落入输送带一端,被输送带输送,去油防锈处理线正常工作时,打开第二电动机,第二电动机带动中间轴和中间轴外侧壁的叶片转动,叶片高度可根据压缩机底盘的高度定制,高度不限于图中画出的高度,叶片转动可将工件扫出传送带,可将去油防锈处理线入料口对准叶片扫后的压缩机底盘掉落的位置,也可在叶片扫后的压缩机底盘掉落的位置处再安装一组输送带,将工件输送带去油防锈处理线,可即时在线地对工件进行去油、甚至防锈处理,去油防锈处理线出现故障停机时,经过钻孔、攻牙机加工后的压缩机底盘继续送出,但会在其自身重力的作用下,从滑料装置滑到篮筐内储存,解决现有的压缩机底盘清洗线不能实现在工件加工后即时在线地对工件进行去油、甚至防锈处理的问题。
附图说明
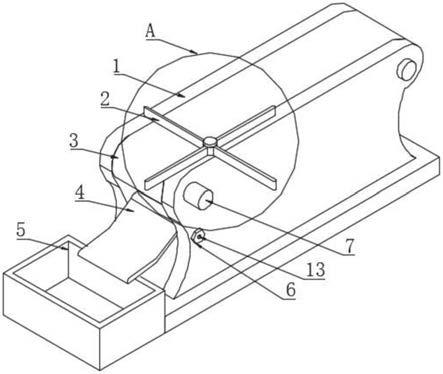
13.图1为本实用新型实施例的一种清洗线停机故障物料转移系统的结构示意图一;
14.图2为图1中a处的结构示意图;
15.图3为本实用新型实施例的一种清洗线停机故障物料转移系统的剖面结构示意图;
16.图4为图3中b处的结构示意图。
17.图中:1、支撑架;2、换向总成;201、叶片;202、中间轴;3、输送带;4、滑料装置;401、安装筒;402、弧板;5、篮筐;6、螺母;7、第一电动机;8、第二电动机;9、锯齿条;10、传动轴;11、榫眼;12、榫杆;13、螺杆。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.请参阅图1~4,本实用新型实施例中,一种清洗线停机故障物料转移系统,包括支撑架1,支撑架1顶部安装有换向总成2,支撑架1内侧壁安装有传动轴10,传动轴10外侧壁焊接有锯齿条9且通过锯齿条9啮合连接有输送带3,支撑架1内侧壁一端可拆卸安装有榫杆12且通过榫杆12榫卯连接有滑料装置4,滑料装置4包括安装筒401和弧板402,弧板402一端焊接有安装筒401,安装筒401内侧壁开设有榫眼11,榫眼11内侧壁插接有榫杆12,弧板402末端连接有篮筐5,本实用新型清洗线停机故障物料转移系统可将经过钻孔、攻牙机加工后的压缩机底盘通过传动带直接将工件输送至去油防锈处理线,即时在线地对工件进行去油、甚至防锈处理,去油防锈处理线出现故障停机时,经过钻孔、攻牙机加工后的压缩机底盘继续送出,但会被输送带3转移到篮筐5里面。
20.其中,换向总成2包括叶片201和中间轴202,中间轴202外侧壁焊接有叶片201,方便工作。
21.其中,中间轴202的动力输入端连接有第二电动机8,第二电动机8安装在支撑架1
上,方便将工件从输送带3上扫出。
22.其中,传动轴10的动力输入端连接有第一电动机7的动力输出端,第一电动机7安装在支撑架1外侧壁,方便输送工件。
23.其中,榫杆12一端焊接有螺杆13,螺杆13外侧壁可拆卸安装有螺母6,方便安装或拆卸滑料装置4。
24.本实用新型的工作原理是:本实用新型清洗线停机故障物料转移系统可将经过钻孔、攻牙机加工后的压缩机底盘通过传动带直接将工件输送至去油防锈处理线,即时在线地对工件进行去油、甚至防锈处理,去油防锈处理线出现故障停机时,经过钻孔、攻牙机加工后的压缩机底盘继续送出,但会被输送带3转移到篮筐5里面,工作时,打开第一电动机7,第一电动机7带动传动轴10转动,由于传动轴10外侧壁啮合连接有输送带3,输送带3也随之移动,输送工件,经过钻孔、攻牙机加工后的压缩机底盘从出料口远远不断的落入输送带3一端,被输送带3输送,去油防锈处理线正常工作时,打开第二电动机8,第二电动机8带动中间轴202和中间轴202外侧壁的叶片201转动,叶片201高度可根据压缩机底盘的高度定制,高度不限于图中画出的高度,叶片201转动可将工件扫出传送带,可将去油防锈处理线入料口对准叶片201扫后的压缩机底盘掉落的位置,也可在叶片201扫后的压缩机底盘掉落的位置处再安装一组输送带3,将工件输送带3去油防锈处理线,可即时在线地对工件进行去油、甚至防锈处理,去油防锈处理线出现故障停机时,经过钻孔、攻牙机加工后的压缩机底盘继续送出,但会在其自身重力的作用下,从滑料装置4滑到篮筐5内储存。
25.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1