一种全自动装袋机及其工作方法与流程
1.本发明属于装袋机技术领域,更具体的是一种全自动装袋机及其工作方法。
背景技术:
2.该全自动装袋机,是一种电子元器件(如片式陶瓷电容器、片式电感器等) 生产的专用设备,为电子元器件行业的自动真空封装提供专业的技术解决方案。
3.专利号cn112259779a的专利文件公开了一种封装机,包括封压组件、压台组件和驱动组件,封压组件包括封压头;压台组件包括能够收拢和或分离的第一压块和第二压块,第一压块设有第一缺口槽,第二压块设有第二缺口槽,第一缺口槽和第二缺口槽能够形成容纳槽,驱动组件包括第一驱动件和第二驱动件,第一驱动件用于使封压组件和压台组件进行收拢和或分离,第二驱动件用于使第一压块和第二压块进行收拢和或分离。
4.现有的电子元器件行业在进行电子元器件的封装操作时,受电子元器件自身结构影响,为避免电子元件受损,通常采用人工方式进行封装操作,其封装效率较低,人工装袋使得产品易变形,容易污染电子元器件,致使产品合格率低;其次全自动装袋机不具有物料校正结构,产品与其包装物之间偏移较大,居中性差,一致性不好,有时会造成产品报废,从而降低了全自动装袋机的使用效果;同时传统全自动装袋机不具有辅助收料结构,使得物料在完成包装操作后,直接进行收纳操作,容易令物料在收纳过程中出现损坏现象,给使用者带来一定的不利影响。
技术实现要素:
5.本发明的目的在于提供一种全自动装袋机及其工作方法,可以解决现有的问题。
6.本发明解决的问题是:
7.1、受电子元器件自身结构影响,为避免电子元件受损,通常采用人工方式进行封装操作,其封装效率较低,人工装袋使得产品易变形,容易污染电子元器件,致使产品合格率低;
8.2、全自动装袋机不具有物料校正结构,产品与其包装物之间偏移较大,居中性差,一致性不好,有时会造成产品报废,从而降低了全自动装袋机的使用效果;
9.3、全自动装袋机不具有辅助收料结构,使得物料在完成包装操作后,直接进行收纳操作,容易令物料在收纳过程中出现损坏现象。
10.本发明的目的可以通过以下技术方案实现:
11.一种全自动装袋机,包括固定框体、整料机构和拾料机,所述整料机构固定安装在固定框体的内侧,所述拾料机设置在固定框体的内侧靠近整料机构的一侧,所述整料机构包括第一升降气缸和整料气缸,所述第一升降气缸设置在整料气缸的上端中部位置,所述整料气缸的底部活动安装有两组用来整理物料的整料夹具,所述整料夹具的一侧活动安装有侧旋卡板,所述拾料机包括驱动件和吸盘件,所述吸盘件活动安装在驱动件的底部,所述固定框体的一侧设置有收料小车。
12.作为本发明的进一步技术方案,所述侧旋卡板的中部设置有旋转卡座,所述侧旋卡板和整料夹具之间通过旋转卡座活动连接,旋转卡座的两侧均安装有伸缩杆,伸缩杆的一端和侧旋卡板之间通过推拉板活动连接,所述伸缩杆的两端均设置有转轴,伸缩杆设置在侧旋卡板和整料夹具之间,在整料气缸驱动整料夹具进行物料整理操作时,利用旋转卡座和伸缩杆的设置,可以根据物料侧边结构,调节侧旋卡板的结构,使得侧旋卡板紧贴物料的侧边,提升整料夹具的固定效果。
13.作为本发明的进一步技术方案,所述侧旋卡板的一侧外表面拼接安装有固定垫板,侧旋卡板和固定垫板之间通过卡槽拼接固定,侧旋卡板的内侧设置有配合推拉板使用伸缩槽,利用推拉板配合伸缩槽的使用,可以使得侧旋卡板在倾斜操作时,令伸缩杆配合推拉板做对应的伸缩移动。
14.作为本发明的进一步技术方案,所述驱动件的一端安装有传动电机,所述驱动件的另一端安装有传动组件,驱动件的内部安装有齿轮,驱动件和吸盘件之间通过安装板连接,传动组件包括转杆和齿轮,驱动件的上部设有固定基座,利用安装板的设置,对驱动件和吸盘件之间的安装起到辅助固定作用,在吸盘件使用时,使用者可以利用传动电机配合传动组件驱动吸盘件,调节吸盘件的位置,利用吸盘件对物件进行吸附固定操作。
15.作为本发明的进一步技术方案,所述固定框体的内侧靠近整料机构的另一侧设置有裁膜器,所述裁膜器包括送膜电机和滚动轴,所述滚动轴活动安装在送膜电机的一侧,所述滚动轴和送膜电机之间通过齿盘传动连接,利用送膜电机的设置,可以配合齿盘带动滚动轴转动,通过滚动轴可以完成对薄膜的输送操作。
16.作为本发明的进一步技术方案,所述送膜电机的底部设置有静电消除器,所述裁膜器的上部安装有裁料刀具,滚动轴的下方活动安装有两组导向滚杆,利用导向滚杆的设置,可以调节薄膜的输送角度,同时利用裁料刀具的设置,可以对输送的薄膜起到裁切作用,利用静电消除器可以消除薄膜表面的静电。
17.作为本发明的进一步技术方案,所述收料小车的侧边外表面设置有升降卡座,且升降卡座的上部活动安装有收料台,利用升降卡座的设置,可以配合电机驱动收料台纵向移动,在物料完成打包操作后,可以对物料起到辅助收纳作用,令物料进入至收料小车的内部。
18.作为本发明的进一步技术方案,所述收料小车的上部设置有传送气缸,所述传送气缸的下端活动安装有真空吸盘,传送气缸和真空吸盘之间通过第二升降气缸活动连接,收料小车的上方设有密封罩,利用传送气缸配合第二升降气缸可以任意调节真空吸盘的位置,从而使得真空吸盘置于物料的上部,方便真空吸盘对物料进行吸附固定操作。
19.一种全自动装袋机及其工作方法,具体操作步骤为:
20.步骤一、将所需打包的物料置于入料箱内,通过传动电机驱动传动组件,使得传动组件带动吸盘件移动,将吸盘件移动至对应的入料箱,对入料箱中的物料进行吸附固定,将物料移动至整料机构处;
21.步骤二,整料机构通过第一升降气缸带动整料气缸下移,使得整料气缸和整料夹具移动至物料的上部,通过整料气缸带动整料夹具移动,使得整料夹具夹持物料的两边,从而调整物料的位置;
22.步骤三,通过送膜电机驱动滚动轴,使得滚动轴带动包装膜移动,配合物料的移动
将包装膜覆盖在物料的上部,通过裁料刀具完成对包装膜的裁切操作,同时利用静电消除器消除包装膜表面的静电;
23.步骤四,利用传送气缸驱动真空吸盘,配合第二升降气缸带动真空吸盘下移,将真空吸盘和包装后的物料接触,通过真空吸盘吸附固定物料,将物料移动至收料台上,通过升降卡座带动收料台下移,将封装后的物料移动至收料小车内。
24.本发明的有益效果:
25.1、通过设置拾料机和裁膜器,在该全自动装袋机使用时,使用者可以将所需打包的物料置于入料箱内,入料箱可以同时设置若干组,配合多组吸盘件的使用,方便多件物料进行同步上料操作,从而提升其上料效率,通过传动电机驱动传动组件,使得传动组件带动吸盘件移动,将吸盘件移动至对应的入料箱上,对入料箱中的物料进行吸附固定,从而将物料移动至整料机构处,当整料机构完成对物料的位置校正操作后,使用者可以通过送膜电机驱动滚动轴,使得滚动轴带动包装膜移动,配合物料的移动将包装膜覆盖在物料的上部,通过裁料刀具完成对包装膜的裁切操作,同时利用静电消除器消除包装膜表面的静电,避免包装膜的表面产生静电,防止包装膜在移动时出现粘附现象,利用拾料机和裁膜器的设置,可以同步完成对电子元器件物料的移动及包装裁切操作,从而代替人工方式,完成对电子元器件进行自动封装操作,提升其封装效率,避免产品在封装过程中出现变形现象,避免污染电子元器件,提升其产品合格率;
26.同时在真空热封装置使用时,密封框和升降气缸下移,通过真空管道将包装袋抽成真空状态,真空达到预定值后,热封合升降气缸下降,对其进行加热封装操作,从而代替传统封装方式,提升其真空封装效率。
27.2、通过整料气缸和整料夹具,在该全自动装袋机使用时,当电子元器件置于整料机构的下部时,整料机构通过第一升降气缸带动整料气缸下移,使得整料气缸和整料夹具移动至物料的上部,同时通过整料气缸带动整料夹具移动,使得整料夹具夹持物料的两边,从而调整物料的位置,将电子元器件的位置摆正,同时利用侧旋卡板的设置,配合旋转卡座和伸缩杆的使用,可以在侧旋卡板夹持固定时,通过推拉板任意调节侧旋卡板的角度,使得侧旋卡板紧贴在电子元器件的侧边,令侧旋卡板可以根据电子元器件侧边结构做对应的调节操作,提升整料夹具的物料校正效果,利用整料气缸和整料夹具的设置,使得该全自动装袋机具有物料校正结构,避免产品与其包装物之间出现偏移现象,从而提升了该全自动装袋机的使用效果。
28.3、通过设置升降卡座和传送气缸,在该全自动装袋机使用时,利用传送气缸驱动真空吸盘,配合第二升降气缸带动真空吸盘下移,将真空吸盘和包装后的物料接触,通过真空吸盘吸附固定物料,将物料移动至收料台上,通过升降卡座带动收料台下移,将封装后的物料移动至收料小车内,从而在电子元器件完成封装操作后,对其起到辅助收纳作用,避免封装后的电子元器件在收纳时出现损伤现象,利用升降卡座和传送气缸的设置,配合收料小车的使用,使得该具有辅助收料结构,提升其使用效果。
附图说明
29.下面结合附图对本发明作进一步的说明。
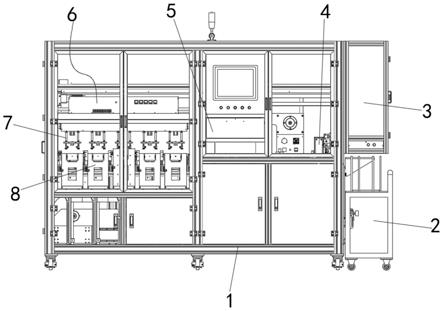
30.图1是本发明一种全自动装袋机的整体结构示意图;
31.图2是本发明一种全自动装袋机中拾料机的整体结构图;
32.图3是本发明一种全自动装袋机中裁膜器的整体结构图;
33.图4是本发明一种全自动装袋机中整料机构的内部结构图;
34.图5是本发明一种全自动装袋机中侧旋卡板的整体结构图;
35.图6是本发明一种全自动装袋机中收料小车的整体结构图;
36.图7是本发明一种全自动装袋机中真空热封装置的整体结构图。
37.图中:1、固定框体;2、收料小车;3、密封罩;4、裁膜器;5、整料机构; 6、拾料机;7、吸盘件;8、入料箱;9、驱动件;10、传动组件;11、传动电机;12、固定基座;13、安装板;14、导向滚杆;15、裁料刀具;16、静电消除器;17、滚动轴;18、送膜电机;19、第一升降气缸;20、侧旋卡板;21、整料夹具;22、整料气缸;23、推拉板;24、固定垫板;25、旋转卡座;26、伸缩杆;27、第二升降气缸;28、传送气缸;29、真空吸盘;30、收料台;31、升降卡座;32、真空热封装置;33、压板升降气缸;34、密封框;35、密封框升降气缸;36、热封合升降气缸;37、真空管道。
具体实施方式
38.为更进一步阐述本发明为实现预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如后。
39.如图1-7所示,一种全自动装袋机,包括固定框体1、整料机构5和拾料机 6,整料机构5固定安装在固定框体1的内侧,拾料机6设置在固定框体1的内侧靠近整料机构5的一侧,整料机构5包括第一升降气缸19和整料气缸22,第一升降气缸19设置在整料气缸22的上端中部位置,整料气缸22的底部活动安装有两组用来整理物料的整料夹具21,整料夹具21的一侧活动安装有侧旋卡板 20,拾料机6包括驱动件9和吸盘件7,吸盘件7活动安装在驱动件9的底部,固定框体1的一侧设置有收料小车2,整料机构5的另一侧设有真空热封装置 32,真空热封装置32包括密封框34、密封框升降气缸35和热封合升降气缸36,热封合升降气缸36设置在密封框升降气缸35的下部,所述密封框34设置在密封框升降气缸35的上部,热封合升降气缸36的下部并排设有两组真空管道37,且密封框34的上部设有压板升降气缸33,在真空热封装置32使用时,密封框 34和升降气缸33下移,通过真空管道37将包装袋抽成真空状态,真空达到预定值后,热封合升降气缸36下降,对其进行加热封装操作,从而代替传统封装方式,提升其真空封装效率。
40.侧旋卡板20的中部设置有旋转卡座25,侧旋卡板20和整料夹具21之间通过旋转卡座25活动连接,旋转卡座25的两侧均安装有伸缩杆26,伸缩杆26的一端和侧旋卡板20之间通过推拉板23活动连接,伸缩杆26的两端均设置有转轴,伸缩杆26设置在侧旋卡板20和整料夹具21之间,在整料气缸22驱动整料夹具21进行物料整理操作时,利用旋转卡座25和伸缩杆26的设置,可以根据物料侧边结构,调节侧旋卡板20的结构,使得侧旋卡板20紧贴物料的侧边,提升整料夹具21的固定效果。
41.侧旋卡板20的一侧外表面拼接安装有固定垫板24,侧旋卡板20和固定垫板24之间通过卡槽拼接固定,侧旋卡板20的内侧设置有配合推拉板23使用伸缩槽,利用推拉板23配合伸缩槽的使用,可以使得侧旋卡板20在倾斜操作时,令伸缩杆26配合推拉板23做对应的伸缩移动。
42.驱动件9的一端安装有传动电机11,驱动件9的另一端安装有传动组件10,驱动件9
的内部安装有齿轮,驱动件9和吸盘件7之间通过安装板13连接,传动组件10包括转杆和齿轮,驱动件9的上部设有固定基座12,利用安装板13 的设置,对驱动件9和吸盘件7之间的安装起到辅助固定作用,在吸盘件7使用时,使用者可以利用传动电机11配合传动组件10驱动吸盘件7,调节吸盘件 7的位置,利用吸盘件7对物件进行吸附固定操作。
43.固定框体1的内侧靠近整料机构5的另一侧设置有裁膜器4,裁膜器4包括送膜电机18和滚动轴17,滚动轴17活动安装在送膜电机18的一侧,滚动轴 17和送膜电机18之间通过齿盘传动连接,利用送膜电机18的设置,可以配合齿盘带动滚动轴17转动,通过滚动轴17可以完成对薄膜的输送操作。
44.送膜电机18的底部设置有静电消除器16,裁膜器4的上部安装有裁料刀具 15,滚动轴17的下方活动安装有两组导向滚杆14,利用导向滚杆14的设置,可以调节薄膜的输送角度,同时利用裁料刀具15的设置,可以对输送的薄膜起到裁切作用,利用静电消除器16可以消除薄膜表面的静电。
45.收料小车2的侧边外表面设置有升降卡座31,且升降卡座31的上部活动安装有收料台30,利用升降卡座31的设置,可以配合电机驱动收料台30纵向移动,在物料完成打包操作后,可以对物料起到辅助收纳作用,令物料进入至收料小车2的内部。
46.收料小车2的上部设置有传送气缸28,传送气缸28的下端活动安装有真空吸盘29,传送气缸28和真空吸盘29之间通过第二升降气缸27活动连接,收料小车2的上方设有密封罩3,利用传送气缸28配合第二升降气缸27可以任意调节真空吸盘29的位置,从而使得真空吸盘29置于物料的上部,方便真空吸盘 29对物料进行吸附固定操作。
47.全自动装袋机及其工作方法,具体操作步骤为:
48.步骤一、将所需打包的物料置于入料箱8内,通过传动电机11驱动传动组件10,使得传动组件10带动吸盘件7移动,将吸盘件7移动至对应的入料箱8,对入料箱8中的物料进行吸附固定,将物料移动至整料机构5处;
49.步骤二,整料机构5通过第一升降气缸19带动整料气缸22下移,使得整料气缸22和整料夹具21移动至物料的上部,通过整料气缸22带动整料夹具21 移动,使得整料夹具21夹持物料的两边,从而调整物料的位置;
50.步骤三,通过送膜电机18驱动滚动轴17,使得滚动轴17带动包装膜移动,配合物料的移动将包装膜覆盖在物料的上部,通过裁料刀具15完成对包装膜的裁切操作,同时利用静电消除器16消除包装膜表面的静电;
51.步骤四,利用传送气缸28驱动真空吸盘29,配合第二升降气缸27带动真空吸盘29下移,将真空吸盘29和包装后的物料接触,通过真空吸盘29吸附固定物料,将物料移动至收料台30上,通过升降卡座31带动收料台30下移,将封装后的物料移动至收料小车2内。
52.该全自动装袋机,通过设置拾料机6和裁膜器4,在该全自动装袋机使用时,使用者可以将所需打包的物料置于入料箱8内,入料箱8可以同时设置若干组,配合多组吸盘件7的使用,方便多件物料进行同步上料操作,从而提升其上料效率,通过传动电机11驱动传动组件10,使得传动组件10带动吸盘件7移动,将吸盘件7移动至对应的入料箱8上,对入料箱8中的物料进行吸附固定,从而将物料移动至整料机构5处,当整料机构5完成对物料的位置校正操作后,使用者可以通过送膜电机18驱动滚动轴17,使得滚动轴17带动包装膜移动,配合物料的移动将包装膜覆盖在物料的上部,通过裁料刀具15完成对包装膜的裁切操作,同时
利用静电消除器16消除包装膜表面的静电,避免包装膜的表面产生静电,防止包装膜在移动时出现粘附现象,利用拾料机6和裁膜器4的设置,可以同步完成对电子元器件物料的移动及包装裁切操作,从而代替人工方式,完成对电子元器件进行自动封装操作,提升其封装效率,避免产品在封装过程中出现变形现象,避免污染电子元器件,提升其产品合格率;
53.在真空热封装置32使用时,密封框34和升降气缸33下移,通过真空管道 37将包装袋抽成真空状态,真空达到预定值后,热封合升降气缸36下降,对其进行加热封装操作,从而代替传统封装方式,提升其真空封装效率;
54.通过整料气缸22和整料夹具21,在该全自动装袋机使用时,当电子元器件置于整料机构5的下部时,整料机构5通过第一升降气缸19带动整料气缸22 下移,使得整料气缸22和整料夹具21移动至物料的上部,同时通过整料气缸 22带动整料夹具21移动,使得整料夹具21夹持物料的两边,从而调整物料的位置,将电子元器件的位置摆正,同时利用侧旋卡板20的设置,配合旋转卡座 25和伸缩杆26的使用,可以在侧旋卡板20夹持固定时,通过推拉板23任意调节侧旋卡板20的角度,使得侧旋卡板20紧贴在电子元器件的侧边,令侧旋卡板20可以根据电子元器件侧边结构做对应的调节操作,提升整料夹具21的物料校正效果,利用整料气缸22和整料夹具21的设置,使得该全自动装袋机具有物料校正结构,避免产品与其包装物之间出现偏移现象,从而提升了该全自动装袋机的使用效果;
55.通过设置升降卡座31和传送气缸28,在该全自动装袋机使用时,利用传送气缸28驱动真空吸盘29,配合第二升降气缸27带动真空吸盘29下移,将真空吸盘29和包装后的物料接触,通过真空吸盘29吸附固定物料,将物料移动至收料台30上,通过升降卡座31带动收料台30下移,将封装后的物料移动至收料小车2内,从而在电子元器件完成封装操作后,对其起到辅助收纳作用,避免封装后的电子元器件在收纳时出现损伤现象,利用升降卡座31和传送气缸28 的设置,配合收料小车2的使用,使得该具有辅助收料结构,提升其使用效果。
56.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明,任何本领域技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1