一种箱货车辆自动化装卸设备的制作方法
1.本发明涉及仓储辅助设备技术领域,尤其涉及一种箱货车辆自动化装卸设备。
背景技术:
2.现在的物流企业,还是由人工出具单据,再通过人工操控机械设备如叉车等完成货物的装卸作业;但是采用人工操控机械设备装卸货物,工作效率低下,大大增加了人工成本,人工操作容易造成装卸货物的损坏,另外,若人工疲劳作业或者人工违规操控机械设备还容易存在重大的人身安全隐患。
技术实现要素:
3.本发明目的是针对背景技术中存在的问题,提出一种用于代替人工操作机械设备对仓储运输过程中的货物进行装卸货的箱货车辆自动化装卸设备。
4.本发明的技术方案:一种箱货车辆自动化装卸设备,包括链板输送机、安装架、扫码器、机械手和后台终端;
5.链板输送机的下端面设有多个滚轮b和多个滚轮a;多个滚轮b和多个滚轮a分别并排分布于链板输送机下端面的两侧;
6.链板输送机的一端设有伸缩节;伸缩节远离链板输送机的一端设有用于识别车辆车牌信息的车牌识别模块以及用于获取货物排料图像信息的图像识别模块;
7.伸缩节连接机械手;机械手的夹持端真空吸盘设有真空吸盘;
8.安装架连接链板输送机的上端面;扫码器连接安装架,扫码器的扫描端朝向链板输送机上的输送带;
9.后台终端集成有智能控制组件;智能控制组件、扫码器、机械手、车牌识别模块真空吸盘和图像识别模块电性连接。
10.优选的,还包括两个第一伸缩装置和两个行走轮;
11.两个第一伸缩装置并排分布,两个第一伸缩装置的固定端均连接伸缩节,两个第一伸缩装置的伸缩端分别连接两个行走轮,两个第一伸缩装置均与智能控制组件控制连接。
12.优选的,每个第一伸缩装置均选用第一液压千斤顶。
13.优选的,还包括两个第二伸缩装置和轮架;多个滚轮b位于靠近伸缩节的一侧,多个滚轮b均连接轮架;
14.两个第二伸缩装置分别连接链板输送机的两个侧端面,两个第二伸缩装置的伸缩端均活动连接轮架。
15.优选的,每个第二伸缩装置均选用第二液压千斤顶。
16.优选的,伸缩节远离链板输送机的一端设有用于获取货物排料图像信息的图像识别模块;图像识别模块电性连接智能控制组件。
17.一种箱货车辆自动化装卸设备的使用方法,包括上述箱货车辆自动化装卸设备,
具体包括以下步骤:
18.s1、沿地面设置的多个地轨的长度方向,推动链板输送机,多个滚轮a和多个滚轮b在多个地轨内滚动,直至将链板输送机推移至车辆处;
19.s2、车牌识别模块识别车辆的车牌信息e,并将车牌信息e发送给智能控制组件;
20.s3、智能控制组件控制链板输送机、扫码器、机械手和图像识别模块运行;图像识别模块将货物的排列图像信息k,并将排列图像信息k发送给智能控制组件;
21.s4、机械手的夹取端朝向货车上指定位置的货物移动,真空吸盘和机械手配合对货物夹取;机械手继续动作将货物夹取输送至链板输送机上的输送带上;
22.s5、链板输送机将输送带上的货物朝向远离机械手的一侧移动,在货物移动至扫码器下方时;扫码器识别货物上的货物信息g,并将货物信息g发送给智能控制组件;
23.s6、在链板输送机远离机械手的一侧将登记后的货物取下即可,智能控制组件对收集到的数据信息进行处理,最终生成货物卸货记录。
24.一种箱货车辆自动化装卸设备的使用方法,包括上述箱货车辆自动化装卸设备,具体包括以下步骤:
25.s1、沿地面设置的多个地轨的长度方向,推动链板输送机,多个滚轮a和多个滚轮b在多个地轨内滚动,直至将链板输送机推移至车辆处;
26.s2、车牌识别模块识别车辆的车牌信息e,并将车牌信息e发送给智能控制组件;
27.s3、智能控制组件控制链板输送机、扫码器、机械手和图像识别模块运行;图像识别模块将货物的排列图像信息k,并将排列图像信息k发送给智能控制组件;
28.s4、将货物放置在链板输送机上的输送带上,货物随输送带运行朝向机械手的一侧移动;在货物移动至扫码器下方时;扫码器识别货物上的货物信息g,并将货物信息g发送给智能控制组件;
29.s5、机械手的夹取端朝向货物移动,真空吸盘和机械手配合对货物夹取;机械手继续动作将输送带上的货物夹取输送至车辆的车厢内;
30.s6、将货物均匀摆放在车厢内即可,智能控制组件对收集到的数据信息进行处理,最终生成货物装货记录。
31.与现有技术相比,本发明的上述技术方案具有如下有益的技术效果:
32.本发明中提供的箱货车辆自动化装卸设备操作简单使用方便,能智能对装卸货物的信息进行识别,通过后台终端智能生成装卸货记录,无需人工手动登记,也不需要人工操作机械设备对货物进行搬运,大大提高了仓储物流中货物装卸货的效率;本设备自动化程度高,大大减少人工参与度,进而能有效的降低人工成本。
附图说明
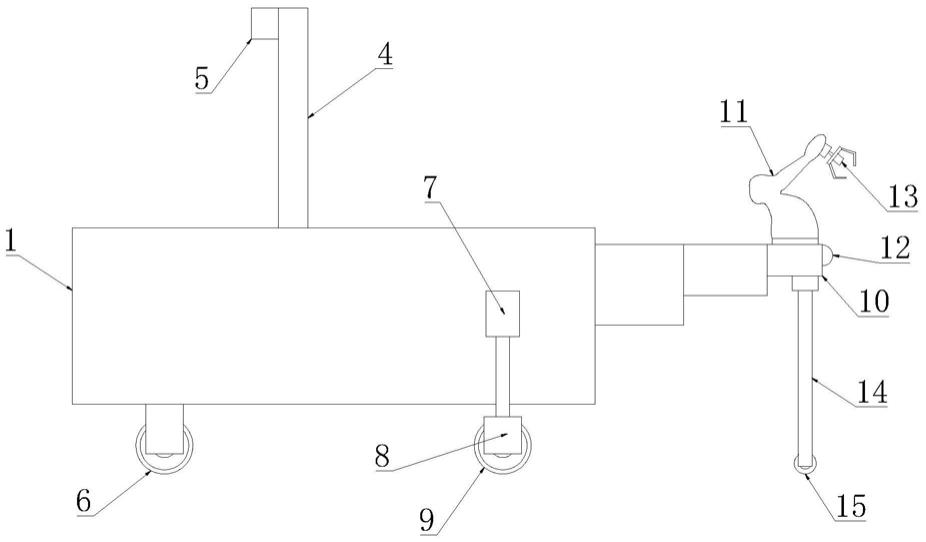
33.图1为本发明提出的一种实施例的结构示意图。
34.图2为本实施例中箱货车辆自动化装卸设备使用状态下的俯视图。
35.图3为本发明提出的一种实施例的原理框图。
36.附图标记:1、链板输送机;2、输送带;3、地轨;4、安装架;5、扫码器;6、滚轮a;7、第二伸缩装置;8、轮架;9、滚轮b;10、伸缩节;11、机械手;12、车牌识别模块;13、真空吸盘;14、第一伸缩装置;15、行走轮;16、后台终端;17、智能控制组件;18、图像识别模块。
具体实施方式
37.实施例一
38.如图1-3所示,本发明提出的一种箱货车辆自动化装卸设备,包括链板输送机1、安装架4、扫码器5、机械手11、两个第一伸缩装置14、两个行走轮15、两个第二伸缩装置7、轮架8、多个滚轮b9和后台终端16;
39.链板输送机1的下端面一侧设有多个滚轮a6;
40.两个第二伸缩装置7分别连接链板输送机1的两个侧端面,两个第二伸缩装置7的伸缩端均活动连接轮架8;
41.进一步的,每个第二伸缩装置7均选用第二液压千斤顶;
42.轮架8位于链板输送机1的下方,轮架8的长度方向与链板输送机1的长度方向垂直;多个滚轮b9位于远离伸缩节10的一侧,多个滚轮b9均连接轮架8;
43.多个滚轮b9和多个滚轮a6分别并排分布于链板输送机1下端面的两侧,用于滚动配合地面预设的多个地轨3,以方便箱货车辆自动化装卸设备移动;
44.链板输送机1的一端设有伸缩节10;伸缩节10为自动伸缩结构,具有三节进而能根据链板输送机1与车辆之间的距离调整伸缩节10的长度,伸缩节10与智能控制组件17控制连接;伸缩节10远离链板输送机1的一端设有用于识别车辆车牌信息的车牌识别模块12以及用于获取货物排料图像信息的图像识别模块18,伸缩节10连接机械手11;
45.两个第一伸缩装置14并排分布,两个第一伸缩装置14的固定端均连接伸缩节10,两个第一伸缩装置14的伸缩端分别连接两个行走轮15,两个第一伸缩装置14均与智能控制组件17控制连接;
46.进一步的,每个第一伸缩装置14均选用第一液压千斤顶;
47.机械手11的夹持端设有真空吸盘13;
48.安装架4连接链板输送机1的上端面;扫码器5连接安装架4,扫码器5的扫描端朝向链板输送机1上的输送带2;
49.后台终端16集成有智能控制组件17;智能控制组件17、扫码器5、机械手11、车牌识别模块12、真空吸盘13和图像识别模块18电性连接;
50.还包括,移动终端;移动终端与智能控制组件17通讯连接,用于远程操控智能控制组件17以及接收智能控制组件17发生的信息;
51.智能控制组件17为现有的集成有控制软件的计算机。
52.本发明中的一个实施例中,将待卸货的车辆停靠在地面预设的多个地轨3的一侧,车辆的车厢朝向链板输送机1的一侧;推动链板输送机1将链板输送机1左移或右移,直至链板输送机1移动至车辆处;车牌识别模块12识别车辆的车牌信息e;根据车身高度的需求,智能控制组件17控制两个第二伸缩装置7运行,两个第二伸缩装置7伸缩端进行伸长或缩短,进而调整链板输送机1与地面之间的距离,进而能调整机械手11与车辆上货物之间的垂直距离,以保证机械手11将车辆上的货物夹运至链板输送机1上的输送带2上,根据链板输送机1与车辆之间的距离,通过调整伸缩节10的长度,调整机械手11与车辆之间的距离;卸货状态下,机械手11的夹取端朝向货车上指定位置的货物移动,真空吸盘13和机械手11配合作用夹取货物,机械手11继续动作将货物夹取输送至链板输送机1上的输送带2上;链板输送机1将输送带2上的货物朝向远离机械手11的一侧移动,在货物移动至扫码器5下方时;扫
码器5识别货物上的货物信息;在链板输送机1远离机械手11的一侧将登记后的货物取下即可,智能控制组件17对收集到的数据信息进行处理,最终生成货物卸货记录。
53.实施例二
54.本发明还提出的一种箱货车辆自动化装卸设备的使用方法,包括实施例1中提出的箱货车辆自动化装卸设备,具体包括以下步骤:
55.s1、沿地面设置的多个地轨3的长度方向,推动链板输送机1,多个滚轮a6和多个滚轮b9在多个地轨3内滚动,直至将链板输送机1推移至车辆处;
56.s2、车牌识别模块12识别车辆的车牌信息e,并将车牌信息e发送给智能控制组件17;
57.s3、智能控制组件17控制链板输送机1、扫码器5、机械手11和图像识别模块18运行;图像识别模块18将货物的排列图像信息k,并将排列图像信息k发送给智能控制组件17;
58.s4、机械手11的夹取端朝向货车上指定位置的货物移动,真空吸盘13和机械手11配合对货物夹取;机械手11继续动作将货物夹取输送至链板输送机1上的输送带2上;
59.进一步的,货物夹取前,货物上的货物信息识别码朝向;货物转运至输送带2上后,货物上的货物信息识别码同样保持向上,以方便扫码器5识别;
60.s5、链板输送机1将输送带2上的货物朝向远离机械手11的一侧移动,在货物移动至扫码器5下方时;扫码器5识别货物上的货物信息g,并将货物信息g发送给智能控制组件17;
61.s6、在链板输送机1远离机械手11的一侧将登记后的货物取下即可,智能控制组件17对收集到的数据信息进行处理,最终生成货物卸货记录。
62.本发明中的一个实施例中,通过上述过程完成对货物的卸货,卸货时无需人工将货物从车辆上取下,对待卸货的货物自动进行识别夹取,完成自动卸货。
63.实施例三
64.本发明还提出的一种箱货车辆自动化装卸设备的使用方法,包括实施例1中提出的箱货车辆自动化装卸设备,相较于实施例二,本实施例是使用箱货车辆自动化装卸设备将仓库内的货物输送至车辆的车厢内,以完成货物的装货,具体包括以下步骤:
65.s1、沿地面设置的多个地轨3的长度方向,推动链板输送机1,多个滚轮a6和多个滚轮b9在多个地轨3内滚动,直至将链板输送机1推移至车辆处;
66.s2、车牌识别模块12识别车辆的车牌信息e,并将车牌信息e发送给智能控制组件17;
67.s3、智能控制组件17控制链板输送机1、扫码器5、机械手11和图像识别模块18运行;图像识别模块18将货物的排列图像信息k,并将排列图像信息k发送给智能控制组件17;
68.s4、将货物依次放置在链板输送机1上的输送带2上,货物随输送带2运行朝向机械手11的一侧移动;在货物移动至扫码器5下方时;扫码器5识别货物上的货物信息g,并将货物信息g发送给智能控制组件17;
69.进一步的,货物放置在输送带2上,货物上的货物信息识别码朝向,以方便扫码器5识别;
70.s5、机械手11的夹取端朝向货物移动,真空吸盘13和机械手11配合对货物夹取;机械手11继续动作将输送带2上的货物夹取输送至车辆的车厢内;
71.s6、将货物均匀摆放在车厢内即可,智能控制组件17对收集到的数据信息进行处理,最终生成货物装货记录。
72.本发明中的一个实施例中,通过上述过程完成对货物的装货,装货时无需人工操作机械设备将货物搬运至车辆内,本发明能对待卸货的货物自动进行识别装货,完成自动装货。
73.上面结合附图对本发明的实施方式作了详细说明,但是本发明并不限于此,在所属技术领域的技术人员所具备的知识范围内,在不脱离本发明宗旨的前提下还可以作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1